Laces and Lace Articles Laces and Lace Articles 223
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Lacemaking? No Way! You Have to Buy a Bunch of Equipme
Lacis Have you ever heard this (or said it): “Lacemaking? No way! You have to buy a bunch of equipment, learn a thousand stitches, and it takes a month of eyestrain to produce just an inch of lace!” How about this? “Handmade lace isn’t worth it; it tears up too easily, and it can’t be washed.” Or the Kiss of Death: “Lace isn’t appropriate to my time period.” Nonsense! What would you say if I told you that, for less than $20, and a weekend’s work, even a child can produce lace that is attractive and versatile, can survive repeated trips through the washing machine, and is appropriate for at least late 12th century through end of Period? Lacis is that lace. Lacis (also known as darned netting, filet lace, mezzo mandolino, and Filet Italien) is one of the oldest known lacemaking techniques. Examples of the netting itself – which even the most hardened Viking would recognize as simple fishnet -- has been found in ancient Egyptian tombs. Fine netting, delicately darned, have been found in sites dating back to the earliest days of the 14th century. It is mentioned specifically in the Ancrin Riwle (a novice nun’s ‘handbook,’ c. 1301), wherein the novice is admonished not to spend all her time netting, but to turn her hand to charitable works. Figure 1 pattern for bookmark Lacis is simply a net, such as fishnet, that has patterns darned into it. It comes in two basic categories, which categorize the kind of net used. Mondano is classic fishnet, a knotted netting where a shuttle and mesh gauge is used to make link loops together to form the net. -

Swisstulle AG
Cinte Techtextil China is the ideal trade fair for technical textile and nonwoven products in Asia. This Swisstulle AG year the fair welcomes Swisstulle AG and Swisstulle (Qingdao) Co Ltd from Switzerland to showcase their warp knitted fabric for automobile Swisstulle (Qingdao) Co Ltd sunshade. at Cinte Techtextil China 2021 (Detailed product info featured on page 2.) Visit them at E1 - D01 Swisstulle AG Swisstulle (Qingdao) Co Ltd Company website: https://swisstulle.ch/ Swisstulle is since more than 35 years an important participant in the technical textiles market as a producer of knitting fabrics, as well as a specialist in various finishing processes. In each department well educated and specialized staff is at your disposal in order to realize your specific requirements and specifications. Due to the deep connections between production, product management and sales we are able to fulfill customer requests just in time. Cinte Techtextil China 22 – 24 June 2021 Shanghai New International Expo Centre Developing unique and exclusive Meet Swisstulle AG & Swisstulle products for niche markets (Qingdao) Co Ltd Technical textiles: at Cinte Techtextil China 2021! - Automotive/ Aviation industry (sunblind – safety net) - Medical Textiles - Substrates for coating & gumming- Reinforcement - Silver bobbinet for electro-magnetic "We now have a stable customer group. On the premise of maintaining the current customers, we also hope to get more cooperative relations with enterprises, so as to Swisstulle, the specialist when it comes expand the awareness of our products. We hope to show to textiles! our products to more countries through international trade shows like Cinte Techtextil China, so as to expand our Swisstulle has been present in the worldwide market for reputation and find more potential customers." technical textiles for more than 35 years as a manufacturer and supplier of knitted fabrics. -
Bobbin Lace You Need a Pattern Known As a Pricking
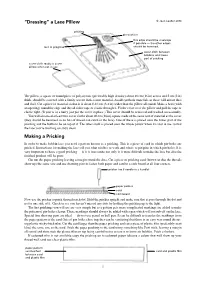
“Dressing” a Lace Pillow © Jean Leader 2014 pricking pin-cushion this edge should be a selvage if possible — the other edges lace in progress should be hemmed. cover cloth between bobbins and lower part of pricking cover cloth ready to cover pillow when not in use The pillow, a square or round piece of polystyrene (preferably high density) about 40 cm (16 in) across and 5 cm (2 in) thick, should be covered with a firmly woven dark cotton material. Avoid synthetic materials as these will attract dust and fluff. Cut a piece of material so that it is about 8-10 cm (3-4 in) wider than the pillow all round. Make a hem (with an opening) round the edge and thread either tape or elastic through it. Fit the cover over the pillow and pull the tape or elastic tight. (If you’re in a hurry just pin the cover in place.) This cover should be removed and washed occasionally. You will also need at least two cover cloths about 40 cm (16 in) square made of the same sort of material as the cover (they should be hemmed so no bits of thread can catch in the lace). One of these is placed over the lower part of the pricking and the bobbins lie on top of it. The other cloth is placed over the whole pillow when it is not in use so that the lace you’re working on stays clean. Making a Pricking In order to make bobbin lace you need a pattern known as a pricking. -

Hedgehog Lacers 20Th Annual Lace-In
Hedgehog Lacers 20th Annual Lace-In September 9-10, 2017 The members of the Hedgehog Lace Guild invite you to attend our annual lace workshop. We have a wonderful group of teachers offering a variety of classes. Classes 100 Chrysanthemum — All levels ~ Sylvia Fellows Chrysanthemum Lace is a tape lace that has some elements resembling Brugges Lace. It is characterized by the "Split Spider" stitch on one side of each tape. The "petals" formed can look like a chrysanthemum flower, a popular motif in this lace. It uses, usually, only 8 pairs of bobbins or less. 101 Milanese Lace — All levels ~ Louise Colgan Milanese Lace is characterized by special decorative stitches that become integral features of each design. The creative nature of this type of lace makes it suitable for both traditional and contemporary interpretation. A variety of projects will be offered to cover all levels of Milanese techniques. Students will be given the option of using colored threads to make their own unique pieces from the selected patterns. A solid foundation in basic Bobbin Lace skills is required. Diagram-reading skills are also recommended. NOTE: Continuing “Louise” projects are also welcome. 102 Tatting — All levels ~ Randy Houtz There are several methods and applications for tatting split rings. Class time will be spent examining a different technique and/or application: the basic split ring; woven split rings; adding a ring to the split ring; and adding rings to both sides are examples. Prerequisites: Students should be comfortable with tatting rings, chains and joins. It is helpful to know other tatting methods but not necessary. -

Catalogue of the Famous Blackborne Museum Collection of Laces
'hladchorvS' The Famous Blackbome Collection The American Art Galleries Madison Square South New York j J ( o # I -legislation. BLACKB ORNE LA CE SALE. Metropolitan Museum Anxious to Acquire Rare Collection. ' The sale of laces by order of Vitail Benguiat at the American Art Galleries began j-esterday afternoon with low prices ranging from .$2 up. The sale will be continued to-day and to-morrow, when the famous Blackborne collection mil be sold, the entire 600 odd pieces In one lot. This collection, which was be- gun by the father of Arthur Blackborne In IS-W and ^ contmued by the son, shows the course of lace making for over 4(Xi ye^rs. It is valued at from .?40,fX)0 to $oO,0()0. It is a museum collection, and the Metropolitan Art Museum of this city would like to acciuire it, but hasnt the funds available. ' " With the addition of these laces the Metropolitan would probably have the finest collection of laces in the world," said the museum's lace authority, who has been studying the Blackborne laces since the collection opened, yesterday. " and there would be enough of much of it for the Washington and" Boston Mu- seums as well as our own. We have now a collection of lace that is probablv pqual to that of any in the world, "though other museums have better examples of some pieces than we have." Yesterday's sale brought SI. .350. ' ""• « mmov ON FREE VIEW AT THE AMERICAN ART GALLERIES MADISON SQUARE SOUTH, NEW YORK FROM SATURDAY, DECEMBER FIFTH UNTIL THE DATE OF SALE, INCLUSIVE THE FAMOUS ARTHUR BLACKBORNE COLLECTION TO BE SOLD ON THURSDAY, FRIDAY AND SATURDAY AFTERNOONS December 10th, 11th and 12th BEGINNING EACH AFTERNOON AT 2.30 o'CLOCK CATALOGUE OF THE FAMOUS BLACKBORNE Museum Collection of Laces BEAUTIFUL OLD TEXTILES HISTORICAL COSTUMES ANTIQUE JEWELRY AND FANS EXTRAORDINARY REGAL LACES RICH EMBROIDERIES ECCLESIASTICAL VESTMENTS AND OTHER INTERESTING OBJECTS OWNED BY AND TO BE SOLD BY ORDER OF MR. -
Découvrir... La Vallée De La
Découvrir... la vallée de la Lys © atelierphotographic 03 21 12 10 00. 09/04. Pas-de-Calais - France Aire sur la Lys La ville d’Aire sur la Lys doit son origine à la fondation vers le Xe siècle d’un castrum comtal, auquel fut adjoint en 1059, selon un usage très répandu, une église collégiale desservie par un chapitre de chanoines. Le bourg, qui se développe à l’abri de, et grâce à ces deux autorités (comtale et religieuse), prendra une pleine envergure grâce aux libéralités des comtes de Flandre. Possession du comté d’Artois (1237-1384), puis du duché de Bourgogne (1384-1477), Aire passe ensuite par un jeu de mariage et d’héritage, sous la domination espagnole. Période prospère, le règne des archiducs verra l’édification des principaux monuments de la ville : le chantier de la collégiale prend fin, un corps de garde (actuel Bailliage) s’élève à l’angle de la Grand’place... Cité frontière, la ville constitue un point d’appui des fortifications espagnoles (1493-1676) puis françaises (1676-1710), et connut, de fait, une histoire nourrie de sièges et de batailles. Après l’incursion néfaste des coalisés en 1710 laissant une ville ruinée, Aire devient définitivement française par le Traité d’Utrecht (1713), et amorce une reconstruction dans le plus pur style classique français, selon un règlement d’urbanisme précis. C’est donc un ensemble XVIIIe unique dans la région qui se déploie à l’échelle de la ville. Au départ de la Grand’place d’Aire sur la Lys où se dressent le Bailliage, joyau d’architecture du début XVIIe siècle, l’hôtel de ville et le grand décor classique formé par l’ensemble des maisons à pilastres colossaux, l’Office de Tourisme** vous propose de découvrir les sites et promenades en vallée de la Lys. -

Powerhouse Museum Lace Collection: Glossary of Terms Used in the Documentation – Blue Files and Collection Notebooks
Book Appendix Glossary 12-02 Powerhouse Museum Lace Collection: Glossary of terms used in the documentation – Blue files and collection notebooks. Rosemary Shepherd: 1983 to 2003 The following references were used in the documentation. For needle laces: Therese de Dillmont, The Complete Encyclopaedia of Needlework, Running Press reprint, Philadelphia, 1971 For bobbin laces: Bridget M Cook and Geraldine Stott, The Book of Bobbin Lace Stitches, A H & A W Reed, Sydney, 1980 The principal historical reference: Santina Levey, Lace a History, Victoria and Albert Museum and W H Maney, Leeds, 1983 In compiling the glossary reference was also made to Alexandra Stillwell’s Illustrated dictionary of lacemaking, Cassell, London 1996 General lace and lacemaking terms A border, flounce or edging is a length of lace with one shaped edge (headside) and one straight edge (footside). The headside shaping may be as insignificant as a straight or undulating line of picots, or as pronounced as deep ‘van Dyke’ scallops. ‘Border’ is used for laces to 100mm and ‘flounce’ for laces wider than 100 mm and these are the terms used in the documentation of the Powerhouse collection. The term ‘lace edging’ is often used elsewhere instead of border, for very narrow laces. An insertion is usually a length of lace with two straight edges (footsides) which are stitched directly onto the mounting fabric, the fabric then being cut away behind the lace. Ocasionally lace insertions are shaped (for example, square or triangular motifs for use on household linen) in which case they are entirely enclosed by a footside. See also ‘panel’ and ‘engrelure’ A lace panel is usually has finished edges, enclosing a specially designed motif. -

Identifying Handmade and Machine Lace Identification
Identifying Handmade and Machine Lace DATS in partnership with the V&A DATS DRESS AND TEXTILE SPECIALISTS 1 Identifying Handmade and Machine Lace Text copyright © Jeremy Farrell, 2007 Image copyrights as specified in each section. This information pack has been produced to accompany a one-day workshop of the same name held at The Museum of Costume and Textiles, Nottingham on 21st February 2008. The workshop is one of three produced in collaboration between DATS and the V&A, funded by the Renaissance Subject Specialist Network Implementation Grant Programme, administered by the MLA. The purpose of the workshops is to enable participants to improve the documentation and interpretation of collections and make them accessible to the widest audiences. Participants will have the chance to study objects at first hand to help increase their confidence in identifying textile materials and techniques. This information pack is intended as a means of sharing the knowledge communicated in the workshops with colleagues and the public. Other workshops / information packs in the series: Identifying Textile Types and Weaves 1750 -1950 Identifying Printed Textiles in Dress 1740-1890 Front cover image: Detail of a triangular shawl of white cotton Pusher lace made by William Vickers of Nottingham, 1870. The Pusher machine cannot put in the outline which has to be put in by hand or by embroidering machine. The outline here was put in by hand by a woman in Youlgreave, Derbyshire. (NCM 1912-13 © Nottingham City Museums) 2 Identifying Handmade and Machine Lace Contents Page 1. List of illustrations 1 2. Introduction 3 3. The main types of hand and machine lace 5 4. -

October 2004 CLASSIFICATION DEFINITIONS 87 - 1
October 2004 CLASSIFICATION DEFINITIONS 87 - 1 CLASS 87, TEXTILES: BRAIDING, NETTING, 245, Wire Fabrics and Structure, particularly sub- AND LACE MAKING classes 7 and 8 for wire fabrics even though for a structure provided for in this class (87) hav- SECTION I - CLASS DEFINITION ing claimed additional features of wire fabric structure. Processes and apparatus for forming strands or fabrics 427, Coating Processes, pertinent subclasses as from yarns, filaments or strands, by braiding, knotting determined by schedule review for processes and/or intertwisting the strands; and the corresponding of coating, per se, not combined with a textile products or fabrics. operation. SECTION II - LINES WITH OTHER CLASSES AND WITHIN THIS CLASS SUBCLASSES The line between this Class (87) and Class 428, Stock 1 Coated or impregnated: Material or Miscellaneous Articles, is that any plural This subclass is indented under the class defini- layer product or stock material which includes a compo- tion. Processes involving the applying of a nent classifiable in this Class (87) will be placed in this coating or impregnating material to the product Class; a plural layer stock material or product in general by application to the strand material at any time with no structure of the Class 87 type will be classified (i.e., before, during and/or after) relative to the in Class 428, Stock Material or Miscellaneous Articles. mechanical interrelation of the strands; and the See also reference to Class 87 in the main definition of resulting products. Class 428, Lines With Other Classes, Intermediate Arti- cles, and subclass 592 for metallic stock material having SEE OR SEARCH THIS CLASS, SUB- a helical component. -

The Lacenews Chanel on Youtube October 2011 Update
The LaceNews Chanel on YouTube October 2011 Update http://www.youtube.com/user/lacenews Bobbinlace Instruction - 1 (A-H) 1 1 Preparing bobbins for lace making achimwasp 10/14/2007 music 2 2 dentelle.mpg AlainB13 10/19/2010 silent 3 3 signet.ogv AlainB13 4/23/2011 silent 4 4 napperon.ogv AlainB13 4/24/2011 silent 5 5 Evolution d'un dessin technique d'une dentelle aux fuseaux AlainB13 6/9/2011 silent 6 6 il primo videotombolo alikingdogs 9/23/2008 Italian 7 7 1 video imparaticcio alikingdogs 11/14/2008 Italian 8 8 2 video imparaticcio punto tela alikingdogs 11/20/2008 Italian 9 9 imparaticcio mezzo punto alikingdogs 11/20/2008 Italian 10 10 Bolillos, Anaiencajes Hojas de guipur Blancaflor2776 4/20/2008 Spanish/Catalan 11 11 Bolillos, hojas de guipur Blancaflor2776 4/20/2008 silent 12 12 Bolillos, encaje 3 pares Blancaflor2776 6/26/2009 silent 13 13 Bobbin Lacemaking BobbinLacer 8/6/2008 English 14 14 Preparing Bobbins for Lace making BobbinLacer 8/19/2008 English 15 15 Update on Flower Project BobbinLacer 8/19/2008 English 16 16 Cómo hacer el medio punto - Encaje de bolillos canalsapeando 10/5/2011 Spanish 17 17 Cómo hacer el punto entero o punto de lienzo - Encaje de bolillos canalsapeando 10/5/2011 Spanish 18 18 Conceptos básicos - Encaje de bolillos canalsapeando 10/5/2011 Spanish 19 19 Materiales necesarios - Encaje de bolillos canalsapeando 10/5/2011 Spanish 20 20 Merletto a fuselli - Introduzione storica (I) casacenina 4/19/2011 Italian 21 21 Merletto a Fuselli - Corso: il movimento dei fuselli (III) casacenina 5/2/2011 Italian 22 -

Techniques Represented in Each Pattern
(updated) November 12, 2020 Dear Customer: Thank you for requesting information about my lace instruction and supply business. If you have any questions about the supplies listed on the following pages, let me use my 36 years of lacemaking experience to help you in your selections. My stock is expanding and changing daily, so if you don't see something you want please ask. It would be my pleasure to send promotional materials on any of the items you have questions about. Call us at (607) 277-0498 or visit our web page at: http://www.vansciverbobbinlace.com We would be delighted to hear from you at our email address [email protected]. All our orders go two day priority service. Feel free to telephone, email ([email protected]) or mail in your order. Orders for supplies will be filled immediately and will include a free catalogue update. Please include an 8% ($7.50 minimum to 1 lb., $10.50 over 1 lbs.-$12.00 maximum except for pillows and stands which are shipped at cost) of the total order to cover postage and packaging. New York State residents add sales tax applicable to your locality. Payment is by check, money order or credit card (VISA, MASTERCARD, DISCOVER) in US dollars. If you are looking for a teacher keep me in mind! I teach courses at all levels in Torchon, Bedfordshire, Lester, Honiton, Bucks Point lace, Russian and more! I am happy to tailor workshops to suit your needs. Check for scheduled workshops on the page facing the order form. -

The Newsletter for the Principality of Cynagua, Kingdom of the West—May Coronet (2017)
Cover Photo Credit To: Ghislaine d'Auxerre. The Newsletter for the Principality of Cynagua, Kingdom of the West—May Coronet (2017) 2 The Vox This is a list of Officers who need a deputy or a successor. Please consider volunteering; it’s a lot of fun and a great way to keep Our Principality going. Please Contact the Officers directly for more information details on how to contact them can be found in regnum at the back of the Vox. Arts & Sciences: Deputy Chronicler: Deputy Constable: Successor/Deputy Copper Spoon: Successor ASAP Lists: Deputy/Successor Minister of the Bow: Successor/Deputy Seneschal: Deputy Regalia: Deputy Youth Point Minister: Successor/Deputy ASAP Needleworker’s Guild: Successor/Deputy (see Michaela or Clarice for details) The Vox 3 From the Prince and Princess of Cynagua Greetings unto Cynagua, We welcome you to our Coronet tourney. Saturday will be filled with games and classes on the Eric, followed by a large potluck. We would love it if everyone would join us and bring a dish to share. Then please join us for an evening of fun, dancing and merry making at the Casbah. Our gracious List Mistress has agreed to open the lists on Saturday afternoon for two hours, then reopen on Sunday at 8:00 am and close at 10:00 am sharp. Sunday shall be the day of the Coronet Tourney. Starting with fourth round you may not repeat the same weapon style two rounds in a row. This is to encourage fighters to use more than just one style of fighting.