2017 Feeds & Speeds
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

AMC Precision, Inc
AMC Precision, Inc 430 Robinson Street North Tonawanda, NY 14120 Onsite and Webcast Auction Tuesday, February 10th, 10:00 AM EST Blackbird Asset Services, LLC CATALOG 5586 Main Street Suite 204 Williamsville, NY 14221 716-632-1000 www.blackbirdauctions.com Auction Bidder Agreement Bidder and Auctioneer agree that the Terms and Conditions listed below shall govern this Auction sale: 1. All persons seeking to register to bid acknowledges acceptance of these terms of sale, and guarantees prompt payment of all purchases by ACH, wire transfer, credit card or company check with bank letter of guarantee. No items will be removed prior to full payment, with all funds having cleared our accounts. 2. The "Bidder" becomes a "Buyer" upon the Auctioneers acceptance of their bid on one or more items in the Auction sale. 3. FULL PAYENT must be made immediately for your purchase at the Auction. This payment should be made in the form of cash, credit card (up to $5,000), company check with bank letter, cashiers check, wire transfer or ACH (see wire instructions on invoice). 4. Items left unpaid for more than 48 hours will be resold at the risk and expense of the Buyer. In the event that a Buyer fails to pay the entire purchase price (in addition to the Buyer's premium and any applicable tax) within 48 hours or otherwise fails to comply with these Terms and Conditions, Auctioneer and the Seller may retain any deposit paid as liquidated damages without notice. Auctioneer and the Seller reserve the right to resell such items without notice, and the defaulting Buyer shall be liable to Auctioneer and Seller for any resulting deficiency, including costs incurred in storing and reselling such items. -

Height Gage an Inspection Certificate Is Supplied As Standard
Height Gage An inspection certificate is supplied as standard. A standard measuring tool of industry Refer to page X for details. Linear Height SERIES 518 — High Performance 2D Measurement System Technical Data Measuring range: 0 - 977mm • Excellent accuracy of (1.1+0.6L/600)μm with • Pneumatic full/semi-floating system allows Slider stroke: 600mm Resolution: 0.0001 / 0.001 / 0.01 / 0.1mm or 0.1μm/0.4μm resolution/repeatability. adjustment of air-cushion height. (switchable) .000001” / .00001” / .0001” / .001” • High-accuracy Height Gage incorporating a • Basic statistical functions are provided and, Accuracy at 20°C*1: (1.1+0.6L/600)μm wide range of measurement functions. additionally, RS-232C data output provides L = Measuring length (mm) Repeatability (2σ)*1: Plane: 0.4μm, Bore: 0.9μm • To achieve best-in-class accuracy, a high- the option of evaluating measurement data Perpendicularity*2: 5μm (after compensation) accuracy reflective-type linear encoder and externally with SPC software on a PC. Straightness*2: 4μm (mechanical straightness) Drive method: Manual / motor (5 - 40mm/s, 7 steps) high-accuracy guide are used. • For precision Black Granite Surface Plates, Measuring force: 1N • Measurement can be implemented by icon- refer to page E-51. Balancing method: Counter balance based commands that also support easy one- • Backup/Restore of data and measurement Floating method: Full / semi-floating with built-in air compressor key operation. part programs can be implemented using Display: 5.7-inch color TFT LCD Perpendicularity (frontal) of 5μm and USB storage devices (FAT16/32 format Language for display: Japanese, English, German, French, Italian, Spanish, Dutch, Portuguese, straightness of 4μm are guaranteed. -

Notes on Using the Height Gage
3. Lifting of the base from the reference surface Notes on using the height gage When setting the scriber height from a gauge block stack, or from a workpiece feature, the base may lift from the surface plate if excessive downwards force is 1. Keep the column, which guides the slider, clean. If dust or dirt accumulates used on the slider, and this results in measurement error. For accurate setting, on it, sliding becomes difficult, leading to errors in setting and measuring. move the slider slowly downwards while moving the scriber tip to and fro over the gauge block surface (or feature). The correct setting is when the scriber 2. When scribing, securely lock the slider in position using the clamping PG is just felt to lightly touch as it moves over the edge of the surface. It is also arrangements provided. It is advisable to confirm the setting after clamping 25 necessary to make sure that the surface plate and height gage base reference because the act of clamping on some height gages can alter the setting surface are free of dust or burrs before use. slightly. If this is so, allowance must be made when setting to allow for this effect. 3. Parallelism between the scriber measuring face and the base reference surface should be 0.01 mm or better. Remove any dust or burrs on the mounting surface when installing the scriber or lever-type dial indicator before measurement. Keep the scriber and other parts securely fixed in place during measurement. 4. If the main scale of the height gage can be moved, move it as required to set the zero point, and securely tighten the fixing nuts. -

Surfaceview Manual
Table of Contents Overview ..................................................................................................................................3 Conventions used in this manual. .............................................................................................4 SurfaceView Union Jack ................................................................................................................................................5 Getting Started.......................................................................................................................5 Description of User Interface....................................................................................................8 Job Set Up ............................................................................................................................9 ELCOMAT Set Up (Ignore this if you use an electronic level or a visual autocollimator) ..............11 Administrator Functions.....................................................................................................13 Plate Measurement................................................................................................................18 Base Length ....................................................................................................................19 Diagonal Base Length .......................................................................................................22 Automated Data Collection.................................................................................................25 -
Surface Plates
CALL US TODAY +1-262-422-1197 BUSCH PRECISION EQUIPMENTcan help you… Improve manufacturing efficiency and quality • Reduce costs and increase profits Worldwide consumer preference for L better products and the accompanying development of international quality standards demands meticulous QUALITY attention to accuracy in all phases of ASSURANCE & manufacturing. PRODUCT This catalog describes over 300 standard SATISFACTION types and sizes of basic precision Since 1907, BUSCH has been equipment designed to: serving industry’s basic precision equipment needs. L Facilitate layout of tooling As a diversified full-service L Speed production and assembly machine center, as well as a L Simplify and speed inspection manufacturer of precision equipment, we know and use the L Provide quality assurance products. Every effort is made to provide the highest quality products consistent with cost and material availability. Each In addition to the standard items item is carefully inspected and calibrated to insure conformance illustrated in this catalog, we also to specified tolerances and for compliance with all recognized design and manufacture custom standards. Inspection and calibration are performed by equipment to meet special applications. qualified technicians using appropriate state-of-the-art instrumentation. We also recondition worn or repair Certification of Accuracy is available for any item on request damaged equipment. This can be a and such certification is traceable to the National Institute of wise financial move in that regrinding Standards and Technology (NIST). Detailed information on our out-of-tolerance items can be calibration and inspection procedures and instrumentation can accomplished at considerable savings be found on page 19. over replacement cost. -

SURFACE PLATES - SQUARES - BEAMS - STANDS V-BLOCKS - STRAIGHT EDGES SPECIAL CONSTRUCTIONS of GRANITE (Fine Black Or Impala)
Präzisionstechnik Klaus Schlitt e.K. Große Hub 3a – 65344 Eltville-Martinsthal/Germany Tel.: +49 - (0)6123 – 70377 0 Fax: +49 - (0)6123 – 70377 22 e-mail: [email protected] http://www.schlitt-werkzeuge.de SURFACE PLATES - SQUARES - BEAMS - STANDS V-BLOCKS - STRAIGHT EDGES SPECIAL CONSTRUCTIONS of GRANITE (Fine Black or Impala) Granite 3 CONTENTS Page GENERAL Fine Black Granite 4 Services 6 GRANITE Precision granite surface plate 7 Standards 8 Steel TEE-Slots 8 Inserts 9 Adjustable Elements 9 Adjustable Supports 10 Ball joints 10 Support stands - safety 11 Support stands 11 Support cabinets - safety 12 Support cabinets 12 Precision Granite Castings 13 Special constructions 14 Lightweight surface plates 15 Granite surface plates with honeycomb structure 15 Concentricity test equipment 16 Pair of Tailstocks 16 Cleaning and maintenance products 17 Squares 90° 18 Parallels 19 Straightedges 19 Dial gauge stands with granite base 20 Universal measuring dial stand 22 CAST IRON Marking out tables 23 Surface accuracy according to DIN 876 25 T-slots according to DIN 650 25 Surface plates 26 Table Support Frames 26 Base cabinets 27 Adjustable height supports 27 Duplex lapping and master plates 27 V-blocks – lapped in pairs 28 Double V-blocks – lapped in pairs 28 Triangular straightedges 29 Straightedges 29 Straightedges with 2 handles 30 Angle plates 90° 30 2 GRANITE STABILITY OF TEMPERATURE The earth offers many varieties and qualities of granite Due to a low coefficient of expansion (Fine Black millions of years old. By no means would every variety Granite 5x10-6, normal granite 7x10-6 meter per degree) of granite be suitable. -

Surface Plates - Squares - Beams - Stands V-Blocks - Straight Edges Special Constructions
Schlitt Werkzeuge und Werkzeugmaschinen GmbH Europastraße 10 – 65385 Rüdesheim Tel.: +49 - (0)6722 - 9445658 Fax: +49 - (0)6722 - 9445659 e-mail: [email protected] SURFACE PLATES - SQUARES - BEAMS - STANDS V-BLOCKS - STRAIGHT EDGES SPECIAL CONSTRUCTIONS of GRANITE (Fine Black or Impala) Granite 3 CONTENTS Page GENERAL Fine Black Granite 4 Services 6 GRANITE Precision granite surface plate 7 Standards 8 Steel TEE-Slots 8 Inserts 9 Adjustable Elements 9 Adjustable Supports 10 Ball joints 10 Support stands - safety 11 Support stands 11 Support cabinets - safety 12 Support cabinets 12 Precision Granite Castings 13 Special constructions 14 Lightweight surface plates 15 Granite surface plates with honeycomb structure 15 Concentricity test equipment 16 Pair of Tailstocks 16 Cleaning and maintenance products 17 Squares 90° 18 Parallels 19 Straightedges 19 Dial gauge stands with granite base 20 Universal measuring dial stand 22 CAST IRON Marking out tables 23 Surface accuracy according to DIN 876 25 T-slots according to DIN 650 25 Surface plates 26 Table Support Frames 26 Base cabinets 27 Adjustable height supports 27 Duplex lapping and master plates 27 V-blocks – lapped in pairs 28 Double V-blocks – lapped in pairs 28 Triangular straightedges 29 Straightedges 29 Straightedges with 2 handles 30 Angle plates 90° 30 2 GRANITE STABILITY OF TEMPERATURE The earth offers many varieties and qualities of granite Due to a low coefficient of expansion (Fine Black millions of years old. By no means would every variety Granite 5x10-6, normal granite 7x10-6 meter per degree) of granite be suitable. A soft or porous granite variety the expansion is low as well. -

Granite Surface Plates Accessories
Granite Surface Plates Accessories Granite Surface Plates and Accessories In 2006, The L.S. Starrett Company acquired Tru-Stone Technologies in Waite Park, MN. With this acquisition, a broad variety of new capabilities are now available to Starrett customers. OEM Capabilities Selection Our Starrett Granite Division continues to Accuracy Under Load provide solutions to customers in precision Starrett Crystal Pink® and Superior Black granite, carbon fiber, ceramic, high precision Granite plates have a thickness capable of vacuum chucks and other materials. We offer supporting a total normal load equal to 50lb granite machine bases and surface plates to for each square foot (24kg for each 1,000 sq. meet your requirements up to 55 feet long cm) of surface area loaded in the center of and weighing 72 tons. the plate – without deflecting the plate along a diagonal of more than one-half the flatness Whether your application requires a simple tolerance. This is the accepted rating in the standard surface plate or a large OEM U.S. Federal Specification GGG-P-463c and assembly, the Starrett Granite Division will ASME B89.3.7 2013. work with you to fulfill those requirements. Granite Surface Plates Granite Surface In the situations where abnormal loading Every linear measurement depends on an conditions are anticipated, Starrett can accurate reference surface from which final engineer and modify surface plate thickness dimensions are taken. Starrett Precision to meet virtually any requirement. Granite Surface Plates provide this reference plane for work inspection and for work layout. Ledges and Clamping Their high degree of flatness, overall quality Surface plates without work clamping ledges and workmanship also make them ideal are recommended for sustained accuracy bases for mounting sophisticated mechanical, and reliability. -
LORD Corporation TS-026 STANDARD MEASURING METHODS
Released Apr-27-2020 Owner: Adis Halilovic TS-026 Sponsoring Authority: Scott Suprynowicz Pg. 1 of 73 Rev. C DCO-004726 LORD Corporation TS-026 STANDARD MEASURING METHODS THE INFORMATION CONTAINED HEREIN IS PROPRIETARY AND CONFIDENTIAL TO LORD CORPORATION AND SHALL NOT BE REPRODUCED OR DISCLOSED IN WHOLE OR IN PART OR USED FOR ANY DESIGN OR MANUFACTURE EXCEPT WHEN SUCH USER HOLDS DIRECT AUTHORIZATION FROM LORD CORPORATION. THIS INFORMATION IS ALSO SUBJECT TO THE JURISDICTION OF THE UNITED STATES EXPORT ADMINISTRATION REGULATIONS (EAR). DIVERSION CONTRARY TO U.S. LAW IS PROHIBITED. Released Apr-27-2020 Owner: Adis Halilovic TS-026 Sponsoring Authority: Scott Suprynowicz Pg. 2 of 73 Rev. C DCO-004726 INDEX Section Description Page 1.0 Scope ...................................................................................................... 4 2.0 Applicable Documents .......................................................................... 4 2.1 Military Specifications/Standards ............................................................. 4 2.2 Industry Documents ................................................................................. 4 2.3 LORD Documents .................................................................................... 5 3.0 Definitions .............................................................................................. 5 4.0 Measurement Guidelines ......................................................................... 7 4.1 Measurement Accuracy and Precision .................................................... -

Granite Surface Plates Ensu
Granite Surface Plates Granite Surface Plates Ensure Precise Flatness Accuracy When Properly Maintained Manufacturers worldwide still rely on flatness accuracy to varying degrees, and so must properly select, install and maintain their granite surface plates. Yet, even with the advances in calibration equipment technology over the past 60 years, the basic plate has remained unchanged. Of interest, the granite surface plate was first fashioned because of a desperate situation during the Second World War. An owner of a monument and metal working shop in Dayton, Ohio, Mr. Wallace Herman, required a flat table for checking parts, but the military was using all the metal for artillery. Thankfully, Herman deduced that granite could be used, just like metal, for a flat surface and he manufactured the first granite plate from a piece of black stone. The original stone worked, and the technologies have evolved and improved to the very precise granite surface plates that are available today. Granite Selection All granite is not the same, and depending on the type, have different wear characteristics. There is Black, Pink or Starrett Crystal Pink. The Black Granite or Diabase is harder than the other granites. The modulus of elasticity is 9.5 x 10 to 6th power comparing to the Crystal Pink which is 3.8 x 10 to the 6th power. However, due to the quartz content of 32% in the Crystal Pink it will outlast the Black 5 to 1. The quartz content is the determining factor in the wearability of granite. Black granite is used primarily for its load bearing capabilities. -
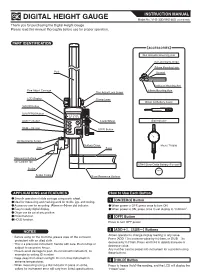
Digital Height Gauge
INSTRUCTION MANUAL DIGITAL HEIGHT GAUGE Model No.:VHS-30D/VHS-60D <combined> Thank you for purchasing the Digital Height Gauge. Please read this manual thoroughly before use for proper operation. PART IDENTIFICATION 【ACCESSORIES】 Dial Indicator Mounting Arm Indicator Clamp Screw 6mm Mounting Hole Post Dovetail Indicator Mounting Arm Fine Adjust Carriage 8mm Mounting Hole Fine Adjust Lock Screw LCD Display Clamp Lever Driver for Battery Cover [HOLD] Button [ON/ZERO] Button mm [ADD+] Button Crank Wheel Dial Indicator HOLD OFF ON/ZERO [SUB-] Button ADD [OFF] Button SUB Scribe Clamp Screw Battery Cover Model: TI-8038 Jaw Base Measuring Surface (w/ Carbide Tip) SR44 Silver Oxide Battery (For test) Scribe SR44 Scribe Clamp Base Reference Surface APPLICATIONS and FEATURES How to Use Each Button Smooth operation of slide carriage using crank wheel. ● 1 [ON/ZERO] Button ●Ideal for measuring and marking work for molds, jigs, and tooling. ●Accessory arm for mounting 8mm or 6mm dial indicator. ●When power is OFF, press once to turn ON. ●Easy to ready digital display. ●When power is ON, press once to set display to “0.00mm”. ●Origin can be set at any position. ●Preset function. 2 [OFF] Button ●HOLD function. Press to turn OFF power. 3 [ADD ] , [SUB ] Buttons NOTES + - Allows operator to change display reading to any value. ・ Before using for the first time, please wipe off the corrosion Press [ADD+] to increase value by 0.01mm, or [SUB-] to protectant with an oiled cloth. decrease by 0.01mm. Press and hold to quickly increase or This is a precision instrument, handle with care. -
Compendium the Secrets of Inclination Measurement
Compendium The secreTs of inclinaTion measuremenT WYLER AG, Inclination measuring systems Im Hölderli 13, CH - 8405 WINTERTHUR (Switzerland) Tel. +41 (0) 52 233 66 66 Fax +41 (0) 52 233 20 53 E-Mail: [email protected] Web: www.wylerag.com Compendium inclination measurement WYLER AG, Winterthur / Switzerland Page Preface 5 1 General introduction to inclination measurement 6 1.1 History of inclination measurement 6 1.2 WHat is inclination? 7 1.3 units in inclination measurement 8 1.4 relationsHip betWeen degrees/arcmin and µm/m 8 1.5 WHat is a µm/m? 9 1.6 WHat is a radian? 9 1.7 correlation betWeen tHe most common units (si) 9 1.8 correlation betWeen tHe most common units in inclination measurement 10 1.9 WHat are positive and negative inclinations? 10 1.10 tHe absolute zero by means of a reversal measurement 10 1.11 linearity 11 1.12 effect of gravitational force and compensation WitH inclination measuring instruments 12 1.13 measuring uncertainty 13 1.14 lengtH of measuring bases 14 1.15 absolute measurement - relative measurement - long-term monitoring 15 1.16 Quality control and calibration lab scs Wyler AG 16 2 measurement systems and aPPlication software at a Glance 18 3 Product GrouPs in the area of inclination measurinG instruments 23 3.1 precision spirit levels and clinometers 23 3.2 electronic measuring instruments 23 3.3 inclination measuring sensor WitH a digital measuring system 23 4 aPPlications with wyler inclination measurinG instruments and systems 24 4.1 applications WitH inclination measuring instruments 25 5 Precision