Achieving Low-Cost Solar PV: Industry Workshop Recommendations for Near-Term Balance of System Cost Reductions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Applicant Design Process for Developer's Substructure Work
Applicant Design Process for Developer’s Substructure Work ISSUING DIVISION: Electric Engineering Signed by ____Kevin Keating____ SVP SPONSOR: Kevin Keating, Manager Date Signed ___16 July, 2018____ Revision: 0 Sheet 1 of 10 SECTION: Commercial Industrial Design SD 1010 Scope of Standard ........................................................................................................................... 2 Purpose of Revision ........................................................................................................................ 2 References ....................................................................................................................................... 2 Rescissions ...................................................................................................................................... 2 Definition of Terms ......................................................................................................................... 3 Background ..................................................................................................................................... 4 Applicant Design Process ............................................................................................................... 4 Applicant Design Process Flow ...................................................................................................... 5 Concurrent Planning and Building Permit Review ......................................................................... 7 Applicant Design -

Thin Film Cdte Photovoltaics and the U.S. Energy Transition in 2020
Thin Film CdTe Photovoltaics and the U.S. Energy Transition in 2020 QESST Engineering Research Center Arizona State University Massachusetts Institute of Technology Clark A. Miller, Ian Marius Peters, Shivam Zaveri TABLE OF CONTENTS Executive Summary .............................................................................................. 9 I - The Place of Solar Energy in a Low-Carbon Energy Transition ...................... 12 A - The Contribution of Photovoltaic Solar Energy to the Energy Transition .. 14 B - Transition Scenarios .................................................................................. 16 I.B.1 - Decarbonizing California ................................................................... 16 I.B.2 - 100% Renewables in Australia ......................................................... 17 II - PV Performance ............................................................................................. 20 A - Technology Roadmap ................................................................................. 21 II.A.1 - Efficiency ........................................................................................... 22 II.A.2 - Module Cost ...................................................................................... 27 II.A.3 - Levelized Cost of Energy (LCOE) ....................................................... 29 II.A.4 - Energy Payback Time ........................................................................ 32 B - Hot and Humid Climates ........................................................................... -

Steps for Industrial Plant Electrical System Design
Steps for Industrial Plant Electrical System Design Selahattin Kucuk GIZIL Energy, Kartal- Istanbul, Turkey [email protected] Abstract - Electrical heaters to be used for heating and drying liquids, air, different products etc. The main objective of this study is to determine the design - Electrical heat tracing to keep liquid temperature constant steps of an industrial plant electrical system in the light of and to protect liquids against frozen. energy availability, continuity, safety and economic - Lighting system components equipment selection. This study is not only dealing with - Instrumentation, including computer and auxiliary system design steps, but also analyzing alternative solutions with loads, their positive and negative impacts. Steps to be given in the - Socket outlet loads following paragraphs will reduce possible system design - Package systems, such as lube oil, injection etc. loads delaying, equipment selection and quotation. - HVAC loads As it is known, the engineering data and selected configuration during design stage will be used for electrical 3. Power Supply system cost estimation. The final equipment cost will be obtained after detailed engineering design completion. But This section describes necessary needs for supplying differences between estimation and final costs are not so high electrical energy demand of above mentioned loads [9, 10 ]. The if a methodology is followed as It is given in this study. equipment, system and devices to be used for provision of electrical energy from sources to consumers are reviewed under 1. Introduction safe, reliable and economic conditions. The general aspects, from the point at which power is introduced into the industrial The sections given below will give a guide the project plant to the points of utilization, are covered in this section. -
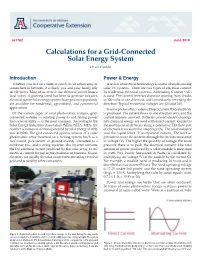
Calculations for a Grid-Connected Solar Energy System Dr
az1782 June 2019 Calculations for a Grid-Connected Solar Energy System Dr. Ed Franklin Introduction Power & Energy Whether you live on a farm or ranch, in an urban area, or A review of electrical terminology is useful when discussing somewhere in between, it is likely you and your family rely solar PV systems. There are two types of electrical current. on electricity. Most of us receive our electrical power from a In residential electrical systems, Alternating Current (AC) local utility. A growing trend has been to generate our own is used. The current reverses direction moving from 0 volts electrical power. Solar energy systems have grown in popularity to 120 volts in one direction, and immediately, reversing the are available for residential, agricultural, and commercial direction. Typical residential voltages are 120 and 240. applications. In solar photovoltaic systems, Direct Current (DC) electricity Of the various types of solar photovoltaic systems, grid- is produced. The current flows in one direction only, and the connected systems --- sending power to and taking power current remains constant. Batteries convert electrical energy from a local utility --- is the most common. According to the into chemical energy are used with direct current. Current is Solar Energy Industries Association (SEIA) (SEIA, 2017), the the movement of electrons along a conductor. The flow rate number of homes in Arizona powered by solar energy in 2016 of electrons is measured in amperage (A). The solar industry was 469,000. The grid-connected system consists of a solar uses the capital letter “I” to represent current. The force or photovoltaic array mounted on a racking system (such as a pressure to move the electrons through the circuit is measured roof-mount, pole mount, or ground mount), connected to a in voltage (V). -
Solar Energy Grid Integration Systems “Segis”
SOLAR ENERGY GRID INTEGRATION SYSTEMS “SEGIS” Program Concept Paper October, 2007 TABLE OF CONTENTS TABLE OF CONTENTS ................................................................................................................ 1 TABLE OF CONTENTS ................................................................................................................ 2 1) Executive Summary ............................................................................................................... 3 2) Vision ..................................................................................................................................... 3 3) Program Objective ................................................................................................................. 3 4) Program Scope ....................................................................................................................... 4 5) High PV Penetration and the Utility Distribution System ..................................................... 5 a) PV System Characteristics and Impacts 5 b) Implications for Utility Operations 6 c) Implications for Solar System Owners 9 6) Approaches to Enable High Penetration .............................................................................. 10 a) Today’s Distribution System 10 i) Mitigating Impact on Current Distribution Infrastructure: ...................................... 10 ii) Improving Value for the Solar Energy System Customer: ...................................... 11 b) Advanced Distribution Systems and -
Solar Power in Building Design
Endorsements for Solar Power in Building Design Dr. Peter Gevorkian’s Solar Power in Building Design is the third book in a sequence of compre- hensive surveys in the field of modern solar energy theory and practice. The technical title does little to betray to the reader (including the lay reader) the wonderful and uniquely entertaining immersion into the world of solar energy. It is apparent to the reader, from the very first page, that the author is a master of the field and is weav- ing a story with a carefully designed plot. The author is a great storyteller and begins the book with a romantic yet rigorous historical perspective that includes the contribution of modern physics. A description of Einstein’s photoelectric effect, which forms one of the foundations of current photo- voltaic devices, sets the tone. We are then invited to witness the tense dialogue (the ac versus dc debate) between two giants in the field of electric energy, Edison and Tesla. The issues, though a century old, seem astonishingly fresh and relevant. In the smoothest possible way Dr. Gevorkian escorts us in a well-rehearsed manner through a fascinat- ing tour of the field of solar energy making stops to discuss the basic physics of the technology, manu- facturing process, and detailed system design. Occasionally there is a delightful excursion into subjects such as energy conservation, building codes, and the practical side of project implementation. All this would have been more than enough to satisfy the versed and unversed in the field of renew- able energy. -

Chapter 5 SOLAR PHOTOVOLTAICS
5‐1 Chapter 5 SOLAR PHOTOVOLTAICS Table of Contents Chapter 5 SOLAR RESOURCE ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐1 5 SOLAR RESOURCE‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐5 5.1 Photovoltaic Systems Overview ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐5 5.1.1 Introduction ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐5 5.1.2 Electricity Generation with Solar Cells‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐7 5.1.3 Photovoltaic Systems Total Costs Overview ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐7 5.1.4 Photovoltaic Energy Equipment: General Characteristics and Costs ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐13 5.1.5 PV Modules ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐22 5.1.6 Inverters ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐24 5.1.7 Energy Storage ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐41 5.1.8 Charge Controllers ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐44 5.2 Photovoltaic Generation Potential in Puerto Rico ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐47 5.3 Grid-Tied PV Economic Feasibility ‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐‐ 5‐61 5.4 Grid-Interconnection -
ALTERNATIVE ENERGY SYSTEMS in BUILDING DESIGN Mcgraw-HILL’S GREENSOURCE SERIES
ALTERNATIVE ENERGY SYSTEMS IN BUILDING DESIGN McGRAW-HILL’S GREENSOURCE SERIES Gevorkian Alternative Energy Systems in Building Design Gevorkian Solar Power in Building Design: The Engineer’s Complete Design Resource GreenSource: The Magazine of Sustainable Design Emerald Architecture: Case Studies in Green Building Haselbach The Engineering Guide to LEED—New Construction: Sustainable Construction for Engineers Luckett Green Roof Construction and Maintenance Melaver and Mueller (eds.) The Green Building Bottom Line: The Real Cost of Sustainable Building Nichols and Laros Inside the Civano Project: A Case Study of Large-Scale Sustainable Neighborhood Development Yudelson Green Building Through Integrated Design Yudelson Greening Existing Buildings About GreenSource A mainstay in the green building market since 2006, GreenSource magazine and GreenSourceMag.com are produced by the editors of McGraw-Hill Construction, in partnership with editors at BuildingGreen, Inc., with support from the United States Green Building Council. GreenSource has received numerous awards, including American Business Media’s 2008 Neal Award for Best Website and 2007 Neal Award for Best Start-up Publication, and FOLIO magazine’s 2007 Ozzie Awards for “Best Design, New Magazine” and “Best Overall Design.” Recognized for responding to the needs and demands of the pro- fession, GreenSource is a leader in covering noteworthy trends in sustainable design and best practice case studies. Its award-winning content will continue to benefit key specifiers and buyers in the green design and construction industry through the books in the GreenSource Series. About McGraw-Hill Construction McGraw-Hill Construction, part of The McGraw-Hill Companies (NYSE: MHP), connects people, projects, and products across the design and construction industry. -

Town of Concord Concord Middle School Project Sustainability Subcommittee January 13, 2021 Agenda – Designer Sustainability Update
Town of Concord Concord Middle School Project Sustainability Subcommittee January 13, 2021 Agenda – Designer Sustainability Update • NZE Ready and Stretch Code “Givens” • SSC Sustainability Recommendations (April 2020) • Predicted EUI Goals: 25 pEUI target • Sustainability Analysis Phasing Process • MEP Systems • Design Concepts • Next Steps Net Zero Ready & MA Stretch Code “Givens” Energy Performance • MA Stretch Code (Nov. 7th, 2020) o 10% better -IECC 2018/MA Amendments • Net Zero Ready o All-Electric Heating and Cooling System, Kitchen exception: Emergency Generator o 25 pEUI Target PH principle o NZE Highly Insulated Building Enclosure PH principle o NZE Air Infiltration Reduction Goal, incl. Testing PH principle o High Efficiency Lighting and Controls Systems: low LPD, Task Tuning, Monitoring/Programming o Plug Load Management and Controls Systems Green Building Certifications LEEDv4 for Schools Silver - Certifiable • IAQ Design and Construction Criteria PH principle • Enhanced Indoor Air Quality Criteria PH principle • Sustainable Materials Tracking: (3 equals required) o C&D recycling waste o Low-emitting materials (VOCs) o EPDs (Environmental Product Declaration) – 40 products goal Embodied Carbon Data o HPDs (Health Product Declaration) – 40 products goal LBC Declare Equivalent o Embodied Carbon Reduction Assessment (LCA) – goal for 5% reduction (LEEDv4.1) SSC Sustainability Recommendations (April 2020) 1. Deliver a Healthy Indoor Environment 2. Inspire a Passion for Learning 3. Achieve High Energy Efficiency* (Energy Use Intensity target of 25) 4. Reduce Embodied Carbon During Construction 5. Be All-Electric* 6. Be Solar Ready* * These specific goals align with the Town Meeting Amendment SSC Sustainability Recommendations (4-2020) 1. Deliver a 4. Reduce Embodied Healthy Indoor Environment Carbon During Construction → LEEDv4 Certifiable → Confirm in SD 2. -
Renewable Energy (Emphasizing Solar PV, Thermal & Small-Scale Wind) Kurt M
Colorado Energy Masters: Renewable Energy (Emphasizing Solar PV, Thermal & Small-Scale Wind) Kurt M. Jones County Extension Director Chaffee County Learning Objectives • Evaluating the Solar Resource – Technical feasibility, permitting & zoning considerations • How Solar Technology Works – Types of systems and equipment used • Sizing Solar Systems – Evaluating electric and hot water loads – Determining offset • Wind Energy Basics • Financial Feasibility – Financing options, incentives, calculators • Case Studies • Trends • Sources of Additional Information What to Expect from Today’s Class • Better understanding about solar energy technology • Understand how to calculate energy loads • Basic understanding of sizing solar systems • Determining small-scale wind capacity and applicability to local conditions • Understand costs/benefits from solar systems • Where to go for additional information What NOT to Expect from Today’s Class • Design or build a solar system for electric or domestic hot water applications • Provide advice on utility-scale solar or wind energy projects • Become solar or wind energy “experts” Evaluating the Solar Energy Resource • Colorado enjoys copious amounts of sunshine per year – 300 days per year • Unlike other renewable energy resources (example: wind), solar energy is relatively predictable • Can be used for thermal or electric applications Peak Sun Hours • Number of hours per day that the solar insolation equals 1,000 watts/square meter • For example: 5 ½ hours of peak sun = 5.5 kWh/m² • Amount of solar insolation -

High-Concentration Planar Microtracking Photovoltaic System Exceeding 30 Efficiency
ARTICLES PUBLISHED: 17 JULY 2017 | VOLUME: 2 | ARTICLE NUMBER: 17113 High-concentration planar microtracking photovoltaic system exceeding 30% eciency Jared S. Price1†, Alex J. Grede1†, Baomin Wang1†, Michael V. Lipski1, Brent Fisher2, Kyu-Tae Lee3, Junwen He4, Gregory S. Brulo5, Xiaokun Ma5, Scott Burroughs2, Christopher D. Rahn5, Ralph G. Nuzzo4, John A. Rogers3 and Noel C. Giebink1* Prospects for concentrating photovoltaic (CPV) power are growing as the market increasingly values high power conversion eciency to leverage now-dominant balance of system and soft costs. This trend is particularly acute for rooftop photovoltaic power, where delivering the high eciency of traditional CPV in the form factor of a standard rooftop photovoltaic panel could be transformative. Here, we demonstrate a fully automated planar microtracking CPV system <2 cm thick that operates at fixed tilt with a microscale triple-junction solar cell at >660 concentration ratio over a 140◦ full field of view. In outdoor testing over the course of two sunny days, the system operates× automatically from sunrise to sunset, outperforming a 17%-ecient commercial silicon solar cell by generating >50% more energy per unit area per day in a direct head-to- head competition. These results support the technical feasibility of planar microtracking CPV to deliver a step change in the eciency of rooftop solar panels at a commercially relevant concentration ratio. he economic landscape of photovoltaic (PV) power has on a laterally moving solar cell array have previously shown promise fundamentally changed. Driven by manufacturing advances in this regard but have never been demonstrated at a fully opera- Tand economies of scale over the past decade, silicon and thin- tional level14. -
Life Cycle Inventories and Life Cycle Assessments of Photovoltaic Systems
Life Cycle Inventories and Life Cycle Assessments of Photovoltaic Systems 1 Report IEA-PVPS T12-02:2011 IEA-PVPS-TASK 12 Methodology Guidelines on Life Cycle Assessment of Photovoltaic Electricity INTERNATIONAL ENERGY AGENCY PHOTOVOLTAIC POWER SYSTEMS PROGRAMME Life Cycle Inventories and Life Cycle Assessments of Photovoltaic Systems IEA PVPS Task 12, Subtask 20, LCA Report IEA-PVPS T12-02:2011 October 2011 Operating agent: Vasilis Fthenakis, Brookhaven National Laboratory Upton, New York, USA Authors: Vasilis Fthenakis, Hyung Chul Kim, Rolf Frischknecht, Marco Raugei, Parikhit Sinha and Matthias Stucki Citation: V. Fthenakis, H. C. Kim, R. Frischknecht, M. Raugei, P. Sinha, M. Stucki , 2011, Life Cycle Inventories and Life Cycle Assessment of Photovoltaic Systems, International Energy Agency(IEA) PVPS Task 12, Report T12-02:2011. i IEA-PVPS-TASK 12 Methodology Guidelines on Life Cycle Assessment of Photovoltaic Electricity Table of Contents Executive Summary ................................................................................................................................. 1 Foreword ................................................................................................................................................ 2 1. Introduction ................................................................................................................................... 3 2. Life Cycle Assessment Overview ...................................................................................................... 3 2.1 Life