Issue No. 4, Oct-Dec
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

767, Awl, D622t001-9-01
767-200/300/300F/400ER AIRWORTHINESS LIMITATIONS 767-200/300/300F/400ER AIRWORTHINESS LIMITATIONS (AWLs) D622T001-9-01 JUNE 2019 This document has EAR data with an Export Control Classification Number (ECCN) of 9E991. Export of this technology is controlled under the United States Export Administration Regulations (EAR) (15 CFR 730-774). An export license may be required before it is used for development, production or use by foreign persons from specific countries. The controller of this data has the individual responsibility to abide by all export laws. Boeing claims copyright in each page of this document on to the extent that the page contains copyrightable subject matter. Boeing also claims copyright in this document as a compilation and/or collective work. This document includes proprietary information owned by the Boeing Company and/or one or more third parties. Treatment of the document and the information it contains is governed by contract with Boeing. For more information, contact the Boeing Company, P.O. Box 3707, Seattle WA 98124. Boeing, the Boeing signature, the Boeing symbol, 707, 717, 727, 737, 747, 757, 767, 777, 787, BBJ, DC-8, DC-9, DC-10, MD-10, MD-11, MD-80, MD-88, MD-90, and the red-white-blue Boeing livery are all trademarks owned by The Boeing Company; no trademark license is granted in connection with this document unless provided in writing by Boeing. COMPILED AND PUBLISHED BY: MAINTENANCE PROGRAMS ENGINEERING BOEING COMMERCIAL AIRPLANE GROUP SEATTLE, WASHINGTON D622T001-9-01 JUN 2019 BOEING PROPRIETARY - Copyright -

Top Flite Models Inc
Product Support (Do Not Remove From Department) INTRODUCTION TOP FLITE MODELS, INC. is proud to introduce the new Elder 40. This design is a direct result of popular demand after the great little Elder 20 was introduc- ed. Modelers loved the design, still do, but wanted something "larger" and "while you're at it, give it ailerons." So, here it is and does it ever fly nice'. The Elder 40 was designed and sized expressly for .40 engines and this includes the popular .40- .45 and .49 engines. The design turns in great performance with the four-stroke power plants and there is plenty of power margin left over for the aerobatic- minded pilot. However, the real "kick" of this design, like its smaller brother, is the the design with 4-cycle engines is an absolute delight. realistic, slow-speed flights that allow you to actually Give it a try in your Elder 40. Note that the motor mount see the airplane instead of just a blur. we have provided in the kit may not fit some 4-cycle The design lends itself to all kinds of detailing, if you're engines and it may be necessary to visit your local retail so inclined. For the beginner, nothing fancy is needed; hobby shop to get the right one for your engine. go out and fly it. The Elder 40 makes a remarkably good training aircraft with gentle and totally honest flying IMPORTANT NOTE: characteristics. A big bonus here is that your trainer is TOP FLITE MODELS, INC. would certainly recommend just not going to look like everyone else's high-wing, the Elder 40 as a first R/C powered aircraft. -
The Wing Is the Principal Structural Unit of the Airplane. It Has Several Functions Beyond That of Providing Lift. for a Wing To
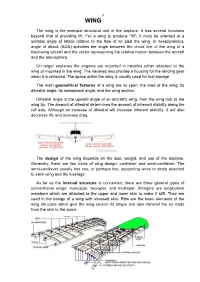
1 WING The wing is the principal structural unit of the airplane. It has several functions beyond that of providing lift. For a wing to produce "lift", it must be oriented at a suitable angle of attack relative to the flow of air past the wing. In aerodynamics, angle of attack (AOA) specifies the angle between the chord line of the wing of a fixed-wing aircraft and the vector representing the relative motion between the aircraft and the atmosphere. On larger airplanes the engines are mounted in nacelles either attached to the wing or mounted in the wing. The nacelles also provide a housing for the landing gear when it is retracted. The space within the wing is usually used for fuel storage. The main geometrical features of a wing are its span; the area of the wing; its dihedral angle; its sweepback angle; and the wing section. Dihedral angle is the upward angle of an aircraft's wing, from the wing root to the wing tip. The amount of dihedral determines the amount of inherent stability along the roll axis. Although an increase of dihedral will increase inherent stability, it will also decrease lift, and increase drag. The design of the wing depends on the size, weight, and use of the airplane. Generally, there are two kinds of wing design: cantilever and semi-cantilever. The semi-cantilever usually has one, or perhaps two, supporting wires or struts attached to each wing and the fuselage. As far as the internal structure is concerned, there are three general types of conventional wings: monospar, two-spar, and multispar. -

Airframe & Aircraft Components By
Airframe & Aircraft Components (According to the Syllabus Prescribed by Director General of Civil Aviation, Govt. of India) FIRST EDITION AIRFRAME & AIRCRAFT COMPONENTS Prepared by L.N.V.M. Society Group of Institutes * School of Aeronautics ( Approved by Director General of Civil Aviation, Govt. of India) * School of Engineering & Technology ( Approved by Director General of Civil Aviation, Govt. of India) Compiled by Sheo Singh Published By L.N.V.M. Society Group of Institutes H-974, Palam Extn., Part-1, Sec-7, Dwarka, New Delhi-77 Published By L.N.V.M. Society Group of Institutes, Palam Extn., Part-1, Sec.-7, Dwarka, New Delhi - 77 First Edition 2007 All rights reserved; no part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior written permission of the publishers. Type Setting Sushma Cover Designed by Abdul Aziz Printed at Graphic Syndicate, Naraina, New Delhi. Dedicated To Shri Laxmi Narain Verma [ Who Lived An Honest Life ] Preface This book is intended as an introductory text on “Airframe and Aircraft Components” which is an essential part of General Engineering and Maintenance Practices of DGCA license examination, BAMEL, Paper-II. It is intended that this book will provide basic information on principle, fundamentals and technical procedures in the subject matter areas relating to the “Airframe and Aircraft Components”. The written text is supplemented with large number of suitable diagrams for reinforcing the key aspects. I acknowledge with thanks the contribution of the faculty and staff of L.N.V.M. -
Structural Certification of the F-16 Block 52+ Aircraft 29 November 2005 2005 USAF Aircraft Structural Integrity Program Conference
Structural Certification of the F-16 Block 52+ Aircraft 29 November 2005 2005 USAF Aircraft Structural Integrity Program Conference Robert J. Burt Director and Deputy F-35 Structural Development and Integrity Lockheed Martin Aeronautics Company Fort Worth © 2005 LOCKHEED MARTIN CORPORATION Lockheed Martin Aeronautics Company Structural Certification of the F-16 Block 52+ Aircraft Abstract This presentation will describe in some detail the process followed by Lockheed Martin Aeronautics – Fort Worth for the structural certification of the new production F-16 Block 52+ aircraft for foreign military sales (FMS). The F-16 Block 52+ aircraft are structurally upgraded from the USAF Block 50/52 aircraft due to carriage of the fuselage shoulder mounted conformal fuel tanks and due to the addition of numerous advanced systems. The structural requirements and their methods of verification are set forth in the program contract and subsequent program documents such as the weapon system specification and air vehicle specification. Every USAF and FMS F-16 has an Aircraft Structural Integrity Program (ASIP) based upon program contractual requirement and tailored to MIL-STD-1530B Aircraft Structural Integrity Program. An ASIP Master Plan has been written for the Block 52+ aircraft which has been coordinated with and approved by the USAF F-16 System Group. This ASIP Master Plan states in specific terms how all the tasking outlined in the “five pillars” is accomplished. An overall design process will be discussed in depth pointing out how all historical structural analysis, structural test and field information has been used in the structural design of the Block 52+ aircraft. -

Technical Order 00-105E-9, 1 February 2006, Revision 11
WELCOME TO TECHNICAL ORDER 00-105E-9, 1 FEBRUARY 2006, REVISION 11. THIS IS SEGMENT 11 COVERING CHAPTER 8 FROM THE QF-4 TO F-16. TO NAVIGATE CLICK ON THE CONTINUE BOOKMARKS AND CLICK ON THE (+) SYMBOLS, THEN NOTICE CLICK ON SUBJECT LINKS TO GO TO SPECIFIC VIEWS CONTACT IN THIS SEGMENT. TO GO DIRECTLY TO THE TECHNICAL ORDER, CLICK ON THE CONTINUE BUTTON. TO SEE THE SEGMENT INFORMATION CHANGE NOTICE, CLICK ON THE NOTICE BUTTON. TO CONTACT THE TECHNICAL CONTENT MANAGER , CLICK ON THE CONTACT BUTTON. TECHNICAL ORDER 00-105E-9 TECHNICAL CONTENT MANAGER WRITTEN CORRESPONDENCE: HQ AFCESA/CEXF ATTN: Fire and Emergency Services Egress Manager 139 Barnes Drive Suite 1 Tyndall AFB, Florida 32403-5319 E-MAIL: [email protected] INTERNET: HQ AFCESA Fire and Emergency Services PUBLIC WEB PAGE: http://www.afcesa.af.mil/CEX/cexf/index.asp Safety Supplements: http://www.afcesa.af.mil/CEX/cexf/_firemgt.asp PHONE: (850) 283-6150 DSN 523-6150 FAX: (850) 283-6383 DSN 523-6383 For technical order improvements, correcting procedures, and other inquiries, please use the above media most convenient. SEGMENT 11 INFORMATION CHANGE NOTICE This page is provided to notifiy the user of any informational changes made to Technical Order 00-105E-9 in this Segment and the current Revision. Informational changes will be referenced in the Adobe Reader’s Bookmark tool as a designator symbol illustrated as a <[C]> for quick reference to the right of the affected aircraft. The user shall insure the most current information contained in this TO is used for his operation. -

Federal Register/Vol. 84, No. 127/Tuesday, July 2, 2019
31522 Federal Register / Vol. 84, No. 127 / Tuesday, July 2, 2019 / Proposed Rules special nuclear material waste as compatible with the program of the ARTICLE IX defined in regulations or orders of the Commission for the regulation of This Agreement shall become Commission; materials covered by this Agreement. effective on [date], and shall remain in G. The regulation of the disposal of The State and the Commission agree effect unless and until such time as it is such other byproduct, source, or special to keep each other informed of proposed terminated pursuant to Article VIII. nuclear material as the Commission changes in their respective rules and determines by regulation or order Done at [location] this [date] day of regulations and to provide each other should, because of the hazards or [month], 2019. the opportunity for early and potential hazards thereof, not be so For the Nuclear Regulatory Commission. substantive contribution to the proposed disposed without a license from the Kristine L. Svinicki, changes. Commission; and Chairman. H. The regulation of activities not The State and the Commission agree Done at [location] this [date] day of exempt from Commission regulation as to keep each other informed of events, [month], 2019. stated in 10 CFR part 150. accidents, and licensee performance For the State of Vermont. that may have generic implication or Philip B. Scott, ARTICLE III otherwise be of regulatory interest. Governor. With the exception of those activities [FR Doc. 2019–13453 Filed 7–1–19; 8:45 am] ARTICLE VII identified in Article II, paragraphs D. BILLING CODE 7590–01–P through H., this Agreement may be The Commission and the State agree amended, upon application by the State that it is desirable to provide reciprocal and approval by the Commission to recognition of licenses for the materials DEPARTMENT OF TRANSPORTATION include one or more of the additional listed in Article I licensed by the other activities specified in Article II, Federal Aviation Administration party or by any other Agreement State. -

Maintenance Manual Volume 1 General Information
BHT-205A1-MM-1 MAINTENANCE MANUAL VOLUME 1 GENERAL INFORMATION NOTICE The instructions set forth in this manual, as supplemented or modified by Alert Service Bulletins (ASB) or other directions issued by Bell Helicopter Textron Inc. and Airworthiness Directives (AD) issued by the applicable regulatory agencies, shall be strictly followed. COPYRIGHT NOTICE COPYRIGHT 201 BELL ® HELICOPTER TEXTRON INC. AND BELL HELICOPTER TEXTRON CANADA LTD. ALL RIGHTS RESERVED REISSUE — 7 AUGUST 1990 Export Classification C, ECCN EAR99 REVISION 9 — 5 JULY 2016 BHT-205A1-MM-1 PROPRIETARY RIGHTS NOTICE These data are proprietary to Bell Helicopter Textron Inc. Disclosure, reproduction, or use of these data for any purpose other than helicopter operation or maintenance is forbidden without prior written authorization from Bell Helicopter Textron Inc. DESTINATION CONTROL STATEMENT WARNING — This document contains technical data whose export is restricted by the Arms Export Control Act (Title 22, U.S.C., Sec 2751, et. seq.) or the Export Administration Act of 1979, as amended, Title 50, U.S.C., App. 2401 et. seq. Violations of these export laws are subject to severe criminal penalties. Disseminate in accordance with provisions of DoD Directive 5230.25. Additional copies of this publication may be obtained by contacting: Commercial Publication Distribution Center Bell Helicopter Textron Inc. P. O. Box 482 Fort Worth, Texas 76101-0482 PN Rev. 9 5 JUL 2016 Export Classification C, ECCN EAR99 BHT-205A1-MM-1 WARNING THIS MANUAL APPLIES ONLY TO HELICOPTERS AND COMPONENTS MAINTAINED IN ACCORDANCE WITH BELL HELICOPTER TEXTRON (BELL) APPROVED PROCEDURES USING BELL APPROVED PARTS. ALL INSPECTION, REPAIR AND OVERHAUL PROCEDURES PUBLISHED BY BELL, INCLUDING PART RETIREMENT LIFE, ARE BASED SOLELY ON THE USE OF BELL PARTS THAT HAVE BEEN MAINTAINED USING BELL APPROVED DATA. -

Example TADS
LAA TYPE ACCEPTANCE DATA SHEET TADS 189, A, B, C, D AVID (VARIOUS) Issue 2 Addition of MOD/189/008 Dated 05/02/21 JV Addition of Flaperon Mass balance Inspection Revision A Dated 24/03/21 MR point. Minor editorial changes. This TADS is intended as a summary of available information about the type and should be used during the build, operation and permit revalidation phases to help owners and inspectors. Although it is hoped that this document is as complete as possible, other sources may contain more up to date information, e.g. the manufacturer’s website. Section 1 contains general information about the type. Section 2 contains information about the type that is MANDATORY and must be complied with. Section 3 contains advisory information that owners and inspectors should review to help them maintain the aircraft in an airworthy condition. If due consideration and circumstances suggest that compliance with the requirements in this section can safely be deferred, is not required or not applicable, then this is a permitted judgement call. This section also provides a useful repository for advisory information gathered through defect reports and experience. Section 1 – Introduction This TADS covers the following Avid models: LAA Type Number Type Name 189 Avid Flyer, C, Commuter, Aerobat (modified) 189A Avid Flyer (modified) 189B Avid Hauler Mk 4 189C Avid Speedwing (modified), Speedwing Mk 4 189D Avid Flyer Model AV 2.6 UK contact There is no UK importer at this time. The factory contact information at the time of this TADS update is as follows: Tel: n/a Email: [email protected] Website: https://avidkitplanes.com/ 1.2 Description The aircraft is a two seat (side by side) high wing design normally configured with a conventional fixed tail wheel undercarriage although some nose wheel variants are also available. -

Service Newsnews
VOL. 25, NO. 2 APRIL – JUNE 1998 ServiceService NewsNews A SERVICE PUBLICATION OF LOCKHEED MARTIN AERONAUTICAL SYSTEMS SUPPORT COMPANY Previous Page Table of Contents Next Page LOCKHEED MARTIN C-130J: Another Member of a Prestigious Family Service News he fundamental idea behind the development of the C-130J was to provide an A SERVICE PUBLICATION OF economical choice that would allow operators to replace existing high time/high LOCKHEED MARTIN AERONAUTICAL operating cost aircraft with a modern, up-to-date airlifter. The C-130J realizes SYSTEMS SUPPORT COMPANY T this goal through modernization of two primary areas: propulsion and avionics. The new propulsion system dramatically improves aircraft performance and reduces man- Editor power required to maintain the aircraft. The new avionics significantly automate air- Charles E. Wright, II craft operation thus reducing the manpower required to fly the aircraft and also reduce maintenance manpower. While Lockheed Martin never envisioned every mission Vol. 25, No. 2, April - June 1998 would be suitable for a two-person cockpit, the advanced avionics package provides CONTENTS enough automation to allow two pilots to comfortably and safely operate the aircraft on most tactical and strategic missions. 2 Focal Point B. F. “Bill” Bernstein, The new Allison AE2100D3 engine and Dowty six bladed com- Vice President, posite propeller combination completely redefined the aircraft Hercules Programs operating envelope through their significant efficiency and perfor- mance improvements. The use of the Head Up Display (HUD) as 3 Formation Strip Lighting a primary flight instrument and the Electronic Circuit Breakers Systems (ECB) on the C-130J are both firsts in the certification world. -

Aircraft Components
Ch 01.qxd 10/24/03 6:40 AM Page 1-1 According to the current Title 14 of the Code of Federal provides a brief introduction to the airplane and its Regulations (14 CFR) part 1, Definitions and major components. Abbreviations, an aircraft is a device that is used, or intended to be used, for flight. Categories of aircraft for certification of airmen include airplane, rotorcraft, MAJOR COMPONENTS lighter-than-air, powered-lift, and glider. Part 1 also Although airplanes are designed for a variety of pur- defines airplane as an engine-driven, fixed-wing poses, most of them have the same major components. aircraft heavier than air that is supported in flight by the The overall characteristics are largely determined by dynamic reaction of air against its wings. This chapter the original design objectives. Most airplane structures include a fuselage, wings, an empennage, landing gear, Aircraft—A device that is used for flight in the air. and a powerplant. [Figure 1-1] Airplane—An engine-driven, fixed-wing aircraft heavier than air that is supported in flight by the dynamic reaction of air against its wings. Empennage Wing Fuselage Powerplant Landing Gear Figure 1-1. Airplane components. 1-1 Ch 01.qxd 10/24/03 6:40 AM Page 1-2 FUSELAGE However, if the side of the can is dented only slightly, The fuselage includes the cabin and/or cockpit, which the can will collapse easily. The true monocoque con- contains seats for the occupants and the controls for struction mainly consists of the skin, formers, and the airplane. -

MAINTENANCE MANUAL EXTRA 330LX Doc
MAINTENANCE MANUAL EXTRA 330LX Doc. No: EA-0E702 EXTRA FLUGZEUGPRODUKTIONS- UND VERTRIEBS-GMBH Schwarze Heide 21 D-46569 Hünxe, Germany Tel: 49-28 58-91 37-0 Fax: 49-28 58-91 37-30 MAINTENANCE MANUAL EXTRA 330LX Log of Revisions Dates of issue for original and revised pages: Date and sign of approval: 1st Edition (Chapter 4 & 5 only) ............ 1. March 2011 EASA MAJOR CHANGE APPROVAL N° 10034512 .............................................. 8. April 2011 2nd Edition (Complete Manual Approved under the authority of DOA except Chapter 4 & 5) ............................ 1. March 2011 N° EASA.21J.073 ................................... 20. May 2011 2nd Edition Revision 1 .................. 13. September 2013 EASA MAJOR CHANGE APPROVAL N° 10046661 ......................................... 9. October 2013 PAGE DATE: 13.1. March September 2011 2013 PAGE A MAINTENANCE MANUAL EXTRA 330LX Log of Effective Pages Chapter Page Date of Issue Chapter Page Date of Issue Chapter Page Date of Issue Cover sheet 1. March 2011 16 1. March 2011 2 1. March 2011 A 13. September 2013 17 1. March 2011 3 1. March 2011 B 13. September 2013 18 1. March 2011 4 1. March 2011 C 13. September 2013 19 1. March 2011 5 1. March 2011 D 13. September 2013 20 1. March 2011 6 1. March 2011 E 1. March 2011 21 1. March 2011 7 1. March 2011 F 1. March 2011 22 1. March 2011 8 1. March 2011 G 1. March 2011 23 13. September 2013 9 1. March 2011 H 1. March 2011 24 1. March 2011 10 1. March 2011 1 1 1. March 2011 25 1.