Remediation of Gas Explosion Hazards in Gas Turbine Enclosures
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Briggensian April 1962
Editorial THE BRIGGENSIAN April, 1962 Trt.l!.ic,E is a dictum of 'T. S. Eliat's: "Li~erature is life and life. literature." When the editors read Briggensian contributians it is quite clear that neither is literature life- contributors rarely write well an things they knaw-nar is cammon life very literary-far contributars' madels are the grave and stodgy whom Paund ance invited us to "greet with thumbs at our nases." This is particularly noticeable in poetry where the content is divarced from actual expenences and the forms are hackneyed rhymings from greater men. Few realise that everyday insights are the stuff af poetry and that to ank verse is a good medium far beginners. Large dases of Whitman are better educatars than the niceties af Tennysan. The fault of Eliat's dictum is nut merely that it is nat true naw, but that it never could be true. The present battle between Dr. Leavis and Sir Charles Snaw turns an this misunderstand- ing; Leavis insists that good literature is the good ilfe, that ,he English Faculty af a University is its intellectual and cultural centre; while Snow paints aut the existence of another basis lar the cultivated and inte1l1gent man, science. We might say that appreciation of anything, from cup-ties to' Chopin, is culture. That is life. What then is the relation between life and literature? While recogn1sing that literature has nO' alternative but to' involve itself with human lives, and humanity cannot avoid being influenced by seeing itself in literature, we must avaid making a connection an obligation. -
A Yorkshire/Humber/Teesside Cluster
Delivering Cost Effective CCS in the 2020s – a Yorkshire/Humber/Teesside Cluster A CHATHAM HOUSE RULE MEETING REPORT July 2016 A CHATHAM HOUSE RULE MEETING REPORT Delivering Cost Effective CCS in the 2020s – Yorkshire/Humber/Teesside Cluster A group consisting of private sector companies, public sector bodies, and leading UK academics has been brought together by the UKCCSRC to identify and address actions that need to be taken in order to deliver a CCS based decarbonisation option for the UK in line with recommendations made by the Committee on Climate Change (i.e. 4-7GW of power CCS plus ~3MtCO2/yr of industry CCS by 2030). At an initial meeting (see https://ukccsrc.ac.uk/about/delivering-cost-effective-ccs-2020s-new-start) it was agreed that a series of regionally focussed meetings should take place, and Yorkshire Humber (which also naturally extended to possible links with Teesside) was the first such region to be addressed. Conclusions Reached No. Conclusion Conclusion 1.1 The existence within Yorkshire Humber of a number of brownfield locations with existing infrastructure and planning consents means that the region remains a likely UK CCS cluster region. Conclusion 1.2 Demise of coal fired power plants in the Aire Valley will see the loss of coal handling infrastructure and new handling facilities would need to be developed for biomass-based projects Conclusion 2.1 For Yorkshire Humber it is the choice of storage location that determines whether any pipeline infrastructure would route primarily north or south of the Humber. Conclusion 2.2 For Yorkshire Humber (and Teesside) there exist only 3 beach crossing points and two viable shipping locations for export of CO2 offshore (or for import, for transfer to storage). -

Notice of Variation and Consolidation with Introductory Note the Environmental Permitting (England & Wales) Regulations 2010
Notice of variation and consolidation with introductory note The Environmental Permitting (England & Wales) Regulations 2010 Keadby Generation Limited Ferrybridge C Power Station P.O Box 39 Stranglands Lane Knottingley West Yorkshire WF11 8SQ Variation application number EPR/VP3337SR/V009 Permit number EPR/VP3337SR Ferrybridge C Power Station EPR/VP3337SR/V009 1 Ferrybridge C Power Station Permit number EPR/VP3337SR Introductory note This introductory note does not form a part of the notice. Under the Environmental Permitting (England & Wales) Regulations 2010 (schedule 5, part 1, paragraph 19) a variation may comprise a consolidated permit reflecting the variations and a notice specifying the variations included in that consolidated permit. Schedule 1 of the notice specifies that all the conditions of the permit have been varied and schedule 2 comprises a consolidated permit which reflects the variations being made and contains all conditions relevant to this permit. The requirements of the Industrial Emissions Directive (IED) 2010/75/EU are given force in England through the Environmental Permitting (England and Wales) Regulations 2010 (the EPR) (as amended). This Permit, for the operation of large combustion plant (LCP), as defined by articles 28 and 29 of the Industrial Emissions Directive (IED), is varied by the Environment Agency to implement the special provisions for LCP given in the IED, by the 1 January 2016 (Article 82(3)). The IED makes special provisions for LCP under Chapter III, introducing new Emission Limit Values (ELVs) applicable to LCP, referred to in Article 30(2) and set out in Annex V. As well as implementing Chapter III of IED, the consolidated variation notice takes into account and brings together in a single document all previous variations that relate to the original permit issued. -

H2H Saltend Brochure PDF 7 MB
H2H Saltend The first step to a Zero Carbon Humber The UK’s ambitious climate targets deserve equally ambitious solutions that build on UK strengths. This project represents a bold but practical first step towards delivering the world’s first net zero industrial cluster by 2040. This is an unparalleled project, location and partnership that can play a leading role in the UK’s journey to net zero by 2050, renew the UK’s largest industrial cluster, and unlock technology that will put the UK at the forefront of a global hydrogen economy. Irene Rummelhoff Executive Vice President, Marketing, Midstream & Processing (MMP) Equinor This project forms part of the Zero Carbon Humber vision to build the world’s first zero carbon industrial cluster and decarbonise the North of England. www.zerocarbonhumber.co.uk 1 The Humber industrial cluster 4 The reward: opportunities for The Humber represents the greatest opportunity for a global trade Putting the Humber at decarbonised industrial hub and a hydrogen economy in The H2H Saltend project will open up new export the UK. Deploying low carbon hydrogen infrastructure opportunities for hydrogen and low carbon chemicals. in the region will demonstrate UK leadership in the Race The Humber’s location provides easy access to world the heart of the UK’s low to Zero. As the UK’s largest industrial cluster by size, markets via the Port of Hull and the Port of Immingham. emissions and geography, it offers significant potential, This offers the UK the opportunity to become a world and is close to the UK’s most extensive geological CO 2 leader in the trade and export of low carbon products storage in the Southern North Sea. -

Power Generation
PORTFOLIO Power Generation Site Project Title Year Client keadby Power Station Boiler Outage 2012 Scottish & Southern keadby Power Station Steam Turbine Outage 2012 Scottish & Southern Marchwood Power Station GT Outage 2012 Siemens PG Severn Power Station GT & ST Outage 2012 Siemens PG Cottam Power Station GT & ST Outage 2012 Siemens PG Centrica GT Outages 2012 Alstom Eon / Powergen Killingholme Major Outage Mod 1 2011 Siemens PG Ferrybridge C Power Carbon Capture Pilot 2011 Doosan Babcock Immingham CHP Plant Insulation Term Contract 2011 Conoco Phillips Keadby Power Station Boiler Outages 2011 Scottish & Southern Peterhead Power Station GT Outage 2011 Siemens Energy Poolbeg (Dublin) CCGT GT/ST Turbine Outage 2011 Siemens Energy Seabank Power Station Mod 1 GT/ST Outage 2011 Siemens Energy Eon / Powergen Killingholme Major Outage Mod 1 & 2 2010 Siemens PG Immingham CHP Plant Insulation Term Contract 2010 Conoco Phillips Keadby Power Station Boiler Outages 2010 Scottish & Southern Scottish Power Rye House GT Outage 2010 Siemens PG Seabank Power Station Mod 2 GT Major Outage 2010 Siemens PGL Staythorpe CCGT Power Island and RoP 2010 Alstom Power Drax Power Station BOFA Ducting - Unit 1 2009 Doosan Babcock Eon / Powergen Killingholme GT Outages 2009 Siemens PG Immingham CHP Plant Insulation Term Contract 2009 Conoco Phillips Keadby Power Station Diffuser Replacement 2009 Scottish & Southern Keadby Power Station Annual Outage Works 2009 Scottish & Southern Scottish Power Rye House GT Outage 2009 Siemens PG Drax Power Station BOFA Ducting - -
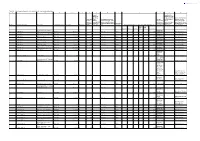
Table A.1 - List of Combustion Plants to Be Included in the Transitional National Plan a B C D E F G H I J K L M
Table A.1 - List of combustion plants to be included in the transitional national plan A B C D E F G H I J K L M Annual Quantity of S in number of indigenous solid operating fuels used which Conversion factor(s) Total rated hours Pollutant(s) (SO2, NOx, Average was introduced used in case the thermal (ANOH); dust) for which the plant annual waste into the waste gas flow rate input on (average 2001- concerned is NOT covered gas flow rate combustion plan was calculated from 31/12/2010 2010 if less by the transitional national Gas turbine (average 2001- (avergae 2001- the fuel input (per fuel Number Operating Company Plant name Location (Postcode) 1st permit Extension (MWth) than 1500) plan or engine Annual amount of fuel used (average 2001-2010) (TJ/year) 2010) (Nm³/y) 2010) (tpa) type) (Nm³/GJ) other solid liquid hard coal lignite biomass fuels fuels gaseous fuels Kemsley CHP – GT & WHRB Natural Gas: 1 E.ON UK Plc A/B ME10 2TD 23-mars-95 nr 348 nr SO2; Dust Turbine 0 0 0 0 0 7482 6299837158 nr Natural Gas: 842; Kemsley CHP – Package boilers Natural Gas: 2 E.ON UK Plc D-F 2 ME10 2TD 23-mars-95 nr 74 nr nr nr 0 0 0 0 0 81 22724094 nr Natural Gas: 279 Natural Gas: 3 E.ON UK Plc Killingholme GT 22 DN40 3LU 14-nov-91 nr 445 nr SO2; Dust Turbine 0 0 0 0 0 4724 3977321358 nr Natural Gas: 842; Natural Gas: 4 E.ON UK Plc Killingholme GT 21 DN40 3LU 14-nov-91 nr 445 nr SO2; Dust Turbine 0 0 0 0 0 4914 4137193588 nr Natural Gas: 842; Natural Gas: 5 E.ON UK Plc Killingholme GT 12 DN40 3LU 14-nov-91 nr 445 nr SO2; Dust Turbine 0 0 0 0 0 5128 4317570970 -

SSE Annual Report 2009
Scottish and Southern Energy plc Annual Report 2009 Producing energy in a more sustainable way with new developments like the Glendoe hydro electric scheme. Helping make electricity and gas more affordable by offering a ‘better plan’ and installing insulation. Ensuring electricity supply is reliable through investing in networks in England and Scotland. Providing more capacity for the UK to maintain dependable supplies of gas through development at Aldbrough. SSE’s core purpose is to provide the energy people need in a reliable and sustainable way. Our Values Safety, service, efficiency, sustainability, excellence, teamwork – the SSE SET. Our Strategy To deliver sustained real growth in the dividend payable to shareholders through the efficient operation of, and investment in, a balanced range of regulated and non-regulated energy-related businesses. Our Team More than 18,500 people, working from power stations, depots, customer service centres, offices and shops. * Unless otherwise stated, this Annual Report describes adjusted operating profit before exceptional items, the impact of IAS 32 and IAS 39 and after the removal of taxation and interest on profits from jointly-controlled entities and associates. In addition, it describes adjusted profit before tax before exceptional items, the impact of IAS 32 and IAS 39 and after the removal of taxation on profits from jointly-controlled entities and associates. It also describes adjusted earnings and earnings per share before exceptional items, the impact of IAS 32 and IAS 39 and deferred -

The Briggensian December 1953
1 o ~~o~~ ~T_9~~ December, 1953. The pageantry of the Corona tion is now only a memory ; accordin g to the materialists, all the mon ey spent and also a great deal of time h as been wasted. But mos t of us realise wh at a grea t' effect on morale such a display can have. The powers that-be realised with gr eat wisdom tbat the Corporation gave t hem a heaven-sent chance to disperse the torpor which had overcome the nation when it found itself, at the end of a great struggle for existen ce, fa ced with ano ther of even grea ter imm ensity. It is too early yet to deci de whe ther, when seen as an att empt to br eathe new fire into t he Br itish nation, the Corona tion was a success, but at least we can say that it h as given us n ew sta nding in th e ~ es of foreigners. Now we mu st exploit this to our own matcr tal ad vant age. Televlslon , the cinema. an d radi o enabled us an to see a nd h ear our Queen ded icate h erself to the service of her coun try. We all appla ud this oatb, but let us rem ember tbat it Is an path which we all should be willing to swear and to observe. It is little use our leaders devot in g the mselves to t he good of o ur coun try , if we, the citizens and future citizen s, wlll not follow their exa mple. -

Keadby Power Station Excs Informal Notice - Appendix 1
National Grid House Warwick Technology Park Gallows Hill, Warwick CV34 6DA National Gas Emergency Service - 0800 111 999* (24hrs) *calls will be recorded and may be monitored Keadby Power Station ExCS Informal Notice - Appendix 1 2nd May 2018 Our Ref: 2018 – Keadby Power Station ExCS This Appendix relates to the proposed substitution of NTS Exit Capacity to Eastoft (Keadby) NTS Exit Point from West Burton, Stallingborough and Thornton Curtis (Killingholme) DC Exit Points. 1. Recipient selection: The PARCA application in respect of Keadby power station for Enduring Annual NTS Exit (Flat) Capacity was received through a PARCA Exit Window triggered by Ferrybridge D power station. Also during that Window, a further PARCA application was received from Thornton Curtis DN. Keadby power station, Ferrybridge D power station and Thornton Curtis DN are all upstream of Hatton compressor. Thus, for the purpose of substitution, it was deemed best to carry out the assessment for all these PARCA applications together. During the assessment of the PARCA applications Knottingley power station cancelled their Phase Two PARCA. This released their substituted capacity back to their donor sites. One of these donor sites was Thornton Curtis DN. The released capacity fully met the capacity Thornton Curtis DN requested in their PARCA application. Therefore Thornton Curtis DN was removed from the assessment and the assessment proceeded with Keadby and Ferrybridge D power stations only. 2. Donor selection: Substitution from individual donor NTS Exit Points was assessed by reducing the capacity at the most favourable NTS Exit Points that had Substitutable Capacity. The most favourable donor NTS Exit Points will normally be the furthest downstream NTS Exit Points from the recipient NTS exit point as measured by pipeline distance. -
PEIR Appendix 12B WFD Screening
The Keadby 3 Low Carbon Gas Power Station Project PINS Ref: EN010114 The Keadby 3 Low-Carbon Gas Power Station Order Land at and in the vicinity of the Keadby Power Station site, Trentside, Keadby, North Lincolnshire Preliminary Environmental Information (PEI) Report Volume II - Appendix 12B: Water Framework Directive Screening Report The Planning Act 2008 The Infrastructure Planning (Environmental Impact Assessment) Regulations 2017 Applicant: SSE Generation Limited Date: November 2020 Keadby 3 Low Carbon Gas Power Station Preliminary Environmental Information Report, Volume II - Appendix 12B: Water Framework Directive Screening Report Application Reference EN010114 DOCUMENT HISTORY Document Ref Revision P1.0 Author Tim Jones / Owen Tucker Signed Date November 2020 Approved By Susan Evans / Richard Lowe Signed Date November 2020 Document Owner AECOM GLOSSARY Abbreviation Description AEP Annual Exceedance Probability AGI Above Ground Installation AIL Abnormal Indivisible Loads CEMS Continuous Emissions Monitoring System CCGT Combined Cycle Gas Turbine CJEU Court of Justice of the European Union CCP Carbon Capture and Compression Plant COMAH Control of major Accident Hazards Regulations 2015 DCC Direct Contact Cooler DEMP Decommissioning Environmental Management Plan DrWPA Drinking Water Protected Areas GPP Guidance for Pollution Prevention GWDTE Groundwater Dependent Terrestrial Ecosystem HRSG Heat Recovery Steam Generator HSE Health and Safety Executive HMWB Heavily Modified Water Body HP Hight Pressure IDB Internal Drainage Board PCC Power and Carbon Capture RBMP River Basin Management Plan SCR Selective Catalytic Reduction WFD Water Framework Directive WwTW Waste Water Treatment Works November 2020 Page i Keadby 3 Low Carbon Gas Power Station Preliminary Environmental Information Report, Volume II - Appendix 12B: Water Framework Directive Screening Report Application Reference EN010114 CONTENTS 1.0 Introduction ............................................................................................................... -

Display PDF in Separate
A - \Mipi_ArMfcS L-ETVfS - &5X if- local environment agency plan IDLE AND TORNE ACTION PLAN OCTOBER 2000 CROWLE Keadby HATFIELD Thurcroft Sou in Anston EAST RETFORD SHIREBROOK SUTTON^ IN ASHFIELD ▼ ▼ E n v ir o n m e n t A g e n c y ▼ Key Details Flood Defence Length of 'main' river (km) 312.8 Flood alleviation schemes 3 Agency pumping stations 17 G e n e ra l: IDB pumping stations 26 Area 1307km2 Population: Towns Population Consented Discharges Bawtry 2,628 Crowle 3,699 Sewage Treatment works 57 Dinnington 7,970 Storm tank overflows 40 Doncaster (part) 15,000 Storm sewage overflows 106 East Retford 21,070 Private sewage treatment plants 45 Epworth 3,359 Trade effluent/site drainage 93 Hatfield 15,421 Maltby 12,320 Mansfield 89,065 Ollerton 6,745 Rossington 12,472 Waste Management Shirebrook 9,220 Sutton-in-Ashfield 40,455 Landfill sites 156 Thorne* 16,855 Transfer stations 31 Tickhill 1,830 Licensed scrap yards 9 Warsop 13,035 Incinerators 3 Worksop 39,120 Monitored Water Quality Conservation Lenght of river in GQ A grade (km) SSSIs 48 Quality Grade Length % Scheduled ancient monuments 48 GOOD A 22 4 Sites of importance to nature conservation 409 B 71 13 National nature reserve 1 FAIR C 257 49 Local nature reserves D 63 12 Candidate special area of conservation POORE 102 19 Prop, special protection area BAD F 15 3 Total 530 100 Fisheries Process Industry Regulation (PIR) Length of designated fisheries (km)^ Salm onid Major industrial processes (Part A) 13 Cyprinid (course fish) 114 Radioactive Substances Authorisations/registrations’ 2 'Authorisations: for accumulation and disposal of radioactice waste; Registrations: to hold radioactive materials. -

PARCA Notice Capacity Reservation Eggborough PS V1
National Grid House T +44 (0)1926 653000 Warwick Technology Park F +44 (0)1926 654378 Gallows Hill, Warwick ww.nationalgrid.com CV34 6DA T +44 (0)1926 653000 F +44 (0)1926 654378 www.nationalgrid.com Planning and Advanced Reservation of Capacity Agreement (PARCA) NOTICE: PARCA APPLICATION - RESERVATION OF NTS EXIT CAPACITY UPDATE – 25 March 2020 Dear Industry Colleague, In accordance with Uniform Network Code, Section B, National Grid hereby publishes this notice to all interested parties. On 26th May 2017, we issued a notice with respect to the receipt of a competent Planning & Advanced Reservation of Capacity Agreement (“PARCA”) application. The PARCA application was for a National Transmission System (“NTS”) exit capacity central requirement of 32,000,000kWh/d rising to 102,300,000kWh/d in North East Yorkshire and Lincolnshire (Region 3 as defined in Gas Ten Year Statement1). The indicative capacity Registration Date specified at the time was between 1st October 2020 and 1st October 2022. On 30th November 2017we issued an informal notice (‘Eggborough Power Station ExCS Informal Notice (including Exit Substitution & Baseline Revision’) which outlined our proposals to meet the upper tolerance of the capacity requirement, 33,600,000kWh/d rising to 106,494,000kWh/d, with an indicative capacity Registration Date between 1st October, 2020 and 1st October, 2022. On, 4th January, 2018, we issued a notice to confirm the PARCA application had progressed to Phase 2, and NTS exit capacity had been reserved. We are issuing this notice to advise