The Utility of the Spark Test As Applied to Commercial Steels
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Classification of Engineering Materials, and Their Properties: 1
ACS College of Engineering, Bangalore Assistant professor/Aeronautical Classification Of Engineering Materials, And Their Properties: 1] Material classification: There are different ways of classifying materials. One way is to describe five groups or families 1 ACS College of Engineering, Bangalore Assistant professor/Aeronautical Metals and alloys; Ceramics, glasses, and glass-ceramics; Polymers (plastics); Semiconductors Composite materials Metals and Alloys: Metals and alloys include steels, aluminum, magnesium, zinc, cast iron, titanium, copper, and nickel. An alloy is a metal that contains additions of one or more metals or non-metals. In general, metals have good electrical and thermal conductivity. Metals and alloys have relatively high strength, high stiffness, ductility or formability, and shock resistance. They are particularly useful for structural or load-bearing applications. Although pure metals are occasionally used, alloys provide improvement in a particular desirable property or permit better combinations of properties. Ceramics: Ceramics can be defined as inorganic crystalline materials. Beach sand and rocks are examples of naturally occurring ceramics. Advanced ceramics are materials made by refining naturally occurring ceramics and other special processes. Advanced ceramics are used in substrates that house computer chips, sensors and capacitors, wireless communications, inductors, and electrical insulation. Some ceramics are used as barrier coatings to protect metallic substrates in turbine engines. Ceramics are also used in such consumer products as paints, and tires, and for industrial applications such as the tiles for the space shuttle. Traditional ceramics are used to make bricks, tableware, toilets, bathroom sinks, refractories (heat-resistant material), and abrasives. In general, due to the presence of porosity (small holes), ceramics do not conduct heat well; they must be heated to very high temperatures before melting. -

Magazine Lip Forming Tools
MAGAZINE LIP FORMING TOOLS Brownells Lip Forming Anvil and Yoke help the gunsmith alter original equipment-style, .45 caliber, 1911 Auto magazines to properly feed ammuni- tion with semi-wadcutter bullets. Issue-style feed lips are designed for round nose, 230 grain, jacketed bul- lets which have a long ogive and ride up the barrel’s feed ramp easily. Rounds loaded with shorter, lighter, blunt nosed or semi-wadcutter bullets can ei- ther run into the feed ramp as the slide carries them forward or “stand up” too soon and cause a smokestack jam. Changing the lip contour with these tools causes the magazine to release the rear of the cartridge sooner so the extractor can pick it up and help direct it up the ramp and into the chamber. Most aftermarket magazines like those made by Metalform, Wilson, Mc- Cormick, Pachmayr and others, already have a similar feed lip shape. The Lip Forming Anvil and Yoke can often be used to restore the lips on these magazines if they get damaged. READ & FOLLOW THESE m WARNING m Never attempt to disassemble or reassemble a firearm unless you are INSTRUCTIONS absolutely certain that it is empty and unloaded. Visually inspect the chamber, the magazine and firing mechanism to be absolutely certain that no ammunition remains in the firearm. Disassembly and reas- BROWNELLS GUNSMITHS DATA RING BINDER GUNSMITHS BROWNELLS DATA sembly should follow the manufacturer’s instructions. If such instruc- tions are not immediately available, contact the manufacturer to see if they are available. If they are not available at all, then you should 200 S. -
An Inventory of US Navy Courses Suitable for Use in Training Civiliam
DOCUMENT RESUME ED 118 915 CE 006 479 AUTHOR Rogers, William A., Jr.; Nisos, Michael J. TITLE An Inventory of U.S. Navy Courses Suitable for Use in Training Civiliam Personnel in Basic Technical Skills. INSTITUTION Aerospace Education Foundation, Washington, D.C.; Naval Inst., Annapolis, Md. SPONS AGENCY Maryland State Dept. of Education, Baltimore. PUB DATE 15 Apr 75 NOTE 336p. AVAILABLE. FROM For more detailed information about course contents, contact U.S. Naval Institute, Annapolis, Maryland 21402 (No price given) EDRS PRICE MF-$0.83 HC-$18.07 Plus Postage DESCRIPTORS Auto Mechanics (Occupation); Aviation Technology; *Catalogs; Construction Industry; Course Content; *Course Descriptions; *Educational Equipment; Electrical Occupations; Food Service Occupations; Marine Technicians; Medical Services; *Military Training; *Technical Education; Technical Occupations; Trade and Industrial Education IDENTIFIERS *Navy ABSTRACT An inventory of courses of study developed by the United States Navy which might be useful to other private and public institutions in training civilian students in basic technological skills is presented. Individual course reports contain the following information: course description, comments, course content (including blocks of instruction and hours), support materials,, training aids, equipment, tools, and supplies and materials. Courses are listed for the following career fields: air conditioning and refrigeration, audiovisual equipment (operation), audiovisual equipment (repair) , automotive trades, aviation trades, -

Argyle Police Department
ARGYLE POLICE DEPARTMENT Policy 1.1 Mission, Values, and Written Directive System Effective Date: 02Feb12 Replaces: Reference: TBP 1.04.1 I. POLICY Law enforcement agencies provide essential services to foster safe communities through crime reduction and deterrence. Administrators of these law enforcement agencies are obligated to train, supervise, and guide personnel in performing the variety of tasks which create safe communities. At the same time, these administrators seek to improve employees' confidence and competence in performing tasks while reducing vulnerability to liability. To meet these obligations, agencies must manage themselves according to written directives. A manual of policies and procedures guides the day-to-day legal and ethical functioning of a law enforcement agency. To that end, this manual furnishes a blueprint for the performance of this agency’s activities in accordance with established state and national standards. Providing all members of the department with an understanding of the department’s mission and values provides guidance for decision making when situations are not covered by direct policy or procedure. II. PURPOSE This document outlines the organization of the Department, its Policy and Procedure Manual, its authority, and defines three kinds of statements that appear in these documents: policy, rule, and procedure. It also states the department’s mission and core values. III. AGENCY MISSION AND VALUES A. Mission The mission of the Argyle Police Department is to work with the citizens of Argyle to maintain effectively and efficiently provide for the protection of lives and property, preserve the public peace, and promote individual responsibility and community commitment with the highest level of professionalism and ethical standards. -
The Importance of Proper Inspection
The Importance of Proper Inspection Rocky Capehart How Do We Help Prevent: PROPER INSPECTION All of the below should be performed as specified in the contract documents: •product specified is being used, •specified surface preparation has been completed, •product is applied as per manufacture’s recommendation, •AND Post application INSPECTION Manhole Preparation Quality Assurance and Testing •Substrate surface preparation requirements – Hydroblasting, Sand blasting, Grinding •Inspection before material application – Clean, dry, sound, surface profile, pH Test – Equipment KEY FACTORS FOR PREP SUCCESS Obtain a clean, dry and sound surface! • Understand repair procedures: • infiltration or substrate loss • Understand preparation procedures • Know how to test preparation results Coating • Know common termination methods of: keys • cleaning power • abrasive choices • coating removal Moisture Level Definition Saturated Surface Dry describes the condition of the aggregate in which the pores in each particle of the aggregate particle are filled with water and no excess water is on the particle surface. This allows the absorption and the specific gravity of the aggregate to be measured. Moisture content of aggregate is described by four categories: pH Test Complications with a product application may occur if pH levels (number designation) are: – too high (alkaline) or too low (acid). EQUIPMENT • Equipment is product dependent • Some can be mobilized into underground structures as necessary • Material output is meeting proper ratio Manhole Preparation -

Titanium, Aluminum Or Steel?
Titanium, Aluminum or Steel? Thomas G Stoebe Professor Emeritus, University of Washington, Seattle, WA and National Resource Center for Materials Technology Education Edmonds Community College 20000 68 Ave West Lynnwood, WA 98036 425-890-4652; [email protected] Copyright Edmonds Community College 2008 Abstract: Testing of metals is usually undertaken with sophisticated instruments. However, you can demonstrate to your students the basic differences between certain classes of metals using the simple spark test, presented here. You can even have your students test their “titanium” sports equipment to see if it really titanium! In many cases, they will find that the name “titanium” is used for marketing but little will be found in the product. In the process, students see the visible result of the carbon content in steel, and the lack of carbon in other materials, plus realize the reactivity of titanium metal. Module Objective: This simple demonstration provides an introduction to materials and materials testing. Even though this technique is limited to certain metals, it helps the student understand that different materials are different, and that materials that look alike are not necessarily the same. It also provides an opportunity to describe ferrous and non-ferrous materials and their basic differences, and one effect of heating on these different materials. Titanium is sufficiently reactive in air that it gives off sparks even with no carbon present. Since so many products today indicate that they are made of titanium, this test also provides a simple means to test for titanium in a product. This demonstration can also be expanded into a lab experiment to identify unknown materials. -

S2P Conference
The 9th International Conference on Semi-Solid Processing of Alloys and Composites —S2P Busan, Korea, Conference September 11-13, 2006 Qingyue Pan, Research Associate Professor Metal Processing Institute, WPI Worcester, Massachusetts Busan, a bustling city of approximately 3.7 million resi- Pusan National University, in conjunction with the Korea dents, is located on the Southeastern tip of the Korean Institute of Industrial Technology, and the Korea Society peninsula. It is the second largest city in Korea. Th e natu- for Technology of Plasticity hosted the 9th S2P confer- ral environment of Busan is a perfect example of harmony ence. About 180 scientists and engineers coming from 23 between mountains, rivers and sea. Its geography includes countries attended the conference to present and discuss all a coastline with superb beaches and scenic cliff s, moun- aspects on semi-solid processing of alloys and composites. tains which provide excellent hiking and extraordinary Eight distinct sessions contained 113 oral presentations views, and hot springs scattered throughout the city. and 61 posters. Th e eight sessions included: 1) alloy design, Th e 9th International Conference on Semi-Solid Pro- 2) industrial applications, 3) microstructure & properties, cessing of Alloys and Composites was held Sept. 11-13, 4) novel processes, 5) rheocasting, 6) rheological behavior, 2006 at Paradise Hotel, Busan. Th e fi ve-star hotel off ered a modeling and simulation, 7) semi-solid processing of high spectacular view of Haeundae Beach – Korea’s most popular melting point materials, and 8) semi-solid processing of resort, which was the setting for the 9th S2P conference. -
Monte Carlo Stock
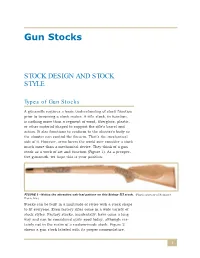
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

Development of Guidelines for Warm Forging of Steel Parts
Development of Guidelines for Warm Forging of Steel Parts THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Niranjan Rajagopal, B.Tech Graduate Program in Industrial and Systems Engineering The Ohio State University 2014 Master's Examination Committee: Dr.Taylan Altan, Advisor Dr.Jerald Brevick Copyright by Niranjan Rajagopal 2014 ABSTRACT Warm forging of steel is an alternative to the conventional hot forging technology and cold forging technology. It offers several advantages like no flash, reduced decarburization, no scale, better surface finish, tight tolerances and reduced energy when compared to hot forging and better formability, lower forming pressures and higher deformation ratios when compared to cold forging. A system approach to warm forging has been considered. Various aspects of warm forging process such as billet, tooling, billet/die interface, deformation zone/forging mechanics, presses for warm forging, warm forged products, economics of warm forging and environment & ecology have been presented in detail. A case study of forging of a hollow shaft has been discussed. A comparison of forging loads and energy required to forge the hollow shaft using cold, warm and hot forging process has been presented. ii DEDICATION This document is dedicated to my family. iii ACKNOWLEDGEMENTS I am grateful to my advisor, Prof. Taylan Altan for accepting me in his research group, Engineering Research Center for Net Shape Manufacturing (ERC/NSM) and allowing me to do thesis under his supervision. The support of Dr. Jerald Brevick along with other professors at The Ohio State University was also very important in my academic and professional development. -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate. -

Invitation to Bid 3
,o , INFORMATION FOR BIDDERS PROPOSAL - SPECIFICATIONS FOR REPLACEMENT OF BRIDGE NO. 05012 DAVIS AVENUE OVER INDIAN HARBOR TOWN PROJECT NO. 17-16 STATE LOTCIP PROJECT NO. L056-0003 AUGUST 2020 TOWN OF GREENWICH CONNECTICUT 742 Q 0 ~E~NEERING DM»""'SIO-vN • DEPARTMENT OF PUBLIC WORKS ~ .a.· Replacement of Bridge No. 05012 Davis Avenue Bridge over Indian Harbor Town of Greenwich, Connecticut Town Project No. 17-16 State LOTCIP Project No. L056-0003 TABLE OF CONTENTS Section Page No. Invitation to Bid 3 BIDDING REQUIREMENTS Section 1 Information for Bidders 4 to 13 Section 2 Bid 14 to 43 Section 3 Bid Bond 44 to 47 CONTRACT FORMS Section 4 Agreement 48 to 78 Section 5 Performance, Maintenance and Payment Bond 79 to 83 CONTRACT CONDITIONS Section 6 General Conditions 84 to 91 OTHER DOCUMENTS Section 7 Technical Provisions 92 to 229 Section 8 State of Connecticut Prevailing Wage Rates 230 to 261 Appendix A CT DEEP Certificate of Permission License 262 to 284 Appendix B CTDOT Required Contract Provisions 285 to 311 TECHNICAL PROVISIONS List of NTCs Page No. Notice to Contractor – Use of Connecticut DOT Form 817 94 Notice to Contractor – Protection of Existing Utilities 95 to 96 Notice to Contractor – Procurement of Materials 97 Notice to Contractor – All - Inclusive Drainage 98 Notice to Contractor – Use of Municipal Police Officers 99 Special Provision Sections Page No. Section 1.05 – Control of The Work 100 to 101 Section 1.07 – Legal Relations and Responsibilities 102 to 103 Section 1.08 – Prosecution and Progress 104 Section 2.86 – Drainage Trench Excavation, Rock in Drainage Trench Excavation 105 to 108 Section 4.06 – Bituminous Concrete 109 to 131 Section 5.86 – Catch Basins, Manholes, And Drop Inlets 132 to 135 Section 6.86 – Drainage Pipes, Drainage Pipe Ends 136 to 139 Section M.04 – Bituminous Concrete Materials 140 to 159 1 Replacement of Bridge No. -

Critical Materials Handbook
City of Spokane CRITICAL MATERIALS HANDBOOK Prepared By: Critical Materials Technical Advisory Committee November 16, 2009 This Page is intentionally left blank ii CRITICAL MATERIALS HANDBOOK Table of Contents TECHNICAL ADVISORY COMMITTEE iv ACKNOWLEDGEMENTS iv Section I. Introduction 1 A. Purpose and Use of this Handbook. 1 Section II. 3 Critical Materials 3 A. Critical Materials Definitions. 3 B. Critical Materials List. 4 C. Critical Materials Activity List. 5 D. Identification of Critical Material Use Activities. 5 Section III. Best Management Practices for the Prevention and Control of Spills 7 A. Selecting a Secondary Containment Site 7 B. Constructing a Secondary Containment Site 7 C. Containment Options 8 D. Operating and Maintaining a Secondary Containment System 9 E. Construction/Management Alternatives for Storm Water 11 F. Who to Contact 11 Section IV. Spill Control A. Application of spill control technology and methodology. 13 B. Structural methods for the control of spills. 13 C. Containment Volume of Secondary Containment Systems. 13 D. Model spill prevention, control and clean-up plan. 15 APPENDIX A CRITICAL MATERIALS LIST and CRITICAL MATERIALS ACTIVITY LIST 18 APPENDIX B NORTH AMERICAN INDUSTRIAL CLASSIFICATION CODES for 20 Activities Most Likely to Involve Chemicals 20 APPENDIX C Best Management Practice (BMP) design concepts 27 List of Exhibits 28 APPENDIX D Sample Inspection Checklists 65 iii TECHNICAL ADVISORY COMMITTEE The original Technical Advisory Committee was created in 1977 to oversee the technical aspects of the development of the Water Quality Management Plan. This group has evolved to those agencies that are responsible for aquifer protection and enforcement within the City of Spokane.