Nibbler Medium
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Deadlands: Reloaded Core Rulebook
This electronic book is copyright Pinnacle Entertainment Group. Redistribution by print or by file is strictly prohibited. This pdf may be printed for personal use. The Weird West Reloaded Shane Lacy Hensley and BD Flory Savage Worlds by Shane Lacy Hensley Credits & Acknowledgements Additional Material: Simon Lucas, Paul “Wiggy” Wade-Williams, Dave Blewer, Piotr Korys Editing: Simon Lucas, Dave Blewer, Piotr Korys, Jens Rushing Cover, Layout, and Graphic Design: Aaron Acevedo, Travis Anderson, Thomas Denmark Typesetting: Simon Lucas Cartography: John Worsley Special Thanks: To Clint Black, Dave Blewer, Kirsty Crabb, Rob “Tex” Elliott, Sean Fish, John Goff, John & Christy Hopler, Aaron Isaac, Jay, Amy, and Hayden Kyle, Piotr Korys, Rob Lusk, Randy Mosiondz, Cindi Rice, Dirk Ringersma, John Frank Rosenblum, Dave Ross, Jens Rushing, Zeke Sparkes, Teller, Paul “Wiggy” Wade-Williams, Frank Uchmanowicz, and all those who helped us make the original Deadlands a premiere property. Fan Dedication: To Nick Zachariasen, Eric Avedissian, Sean Fish, and all the other Deadlands fans who have kept us honest for the last 10 years. Personal Dedication: To mom, dad, Michelle, Caden, and Ronan. Thank you for all the love and support. You are my world. B.D.’s Dedication: To my parents, for everything. Sorry this took so long. Interior Artwork: Aaron Acevedo, Travis Anderson, Chris Appel, Tom Baxa, Melissa A. Benson, Theodor Black, Peter Bradley, Brom, Heather Burton, Paul Carrick, Jim Crabtree, Thomas Denmark, Cris Dornaus, Jason Engle, Edward Fetterman, -

Catalogue English
… a cut above the rest Catalogue English Machines and tools for sheet metal working Standing Seam Roofing Systems Benders www.dracotools.com Modern manufacturing DRÄCO Products have been manufactured in our production in Germany since 1951 Power tools and DRÄCO produces the original double-sided slitter shear system, a standing-seam - complete range of machines for the standing-seam as well as tools and technique equipment for metal roofing and standing seam technology Experience In close collaboration with the user products are manufactured close to the market. For more than 60 years DRÄCO continuous developing its cutting systems Introduced DRÄCO, the brand for rational and practical cutting systems, tools and machines Source of power We are able to deliver user friendly products and in high quality. Our hand-held shears are available in cordless (battery), compressed air (pneumatic) and wired (115/230 Volt). Folding machines, roll forming equipment and profiling machines for façades and roof seam in tin man’ s quality are available in 230V or 115V OEM You will also find DRÄCO products with private labels for other brands Advantage We always have an open ear for practitioners and users benefit when it comes to improvements and innovations, to bring together a product ready for production. As a family business, we’re a strong team. We’re in it to win for and with the costumer! Quality We produce robust quality products at a competitive price. We never settle for the first solution that comes by. Our principle is: things can always be smarter and cheaper International DRÄCO products are sold worldwide in over 60 countries with success Up-to-date and You can find our latest products on the internet at www.dracotools.com informative as well as important tips, technical information and news Max Draenert Apparatebau GmbH & Co. -

Magazine Lip Forming Tools
MAGAZINE LIP FORMING TOOLS Brownells Lip Forming Anvil and Yoke help the gunsmith alter original equipment-style, .45 caliber, 1911 Auto magazines to properly feed ammuni- tion with semi-wadcutter bullets. Issue-style feed lips are designed for round nose, 230 grain, jacketed bul- lets which have a long ogive and ride up the barrel’s feed ramp easily. Rounds loaded with shorter, lighter, blunt nosed or semi-wadcutter bullets can ei- ther run into the feed ramp as the slide carries them forward or “stand up” too soon and cause a smokestack jam. Changing the lip contour with these tools causes the magazine to release the rear of the cartridge sooner so the extractor can pick it up and help direct it up the ramp and into the chamber. Most aftermarket magazines like those made by Metalform, Wilson, Mc- Cormick, Pachmayr and others, already have a similar feed lip shape. The Lip Forming Anvil and Yoke can often be used to restore the lips on these magazines if they get damaged. READ & FOLLOW THESE m WARNING m Never attempt to disassemble or reassemble a firearm unless you are INSTRUCTIONS absolutely certain that it is empty and unloaded. Visually inspect the chamber, the magazine and firing mechanism to be absolutely certain that no ammunition remains in the firearm. Disassembly and reas- BROWNELLS GUNSMITHS DATA RING BINDER GUNSMITHS BROWNELLS DATA sembly should follow the manufacturer’s instructions. If such instruc- tions are not immediately available, contact the manufacturer to see if they are available. If they are not available at all, then you should 200 S. -

S2P Conference
The 9th International Conference on Semi-Solid Processing of Alloys and Composites —S2P Busan, Korea, Conference September 11-13, 2006 Qingyue Pan, Research Associate Professor Metal Processing Institute, WPI Worcester, Massachusetts Busan, a bustling city of approximately 3.7 million resi- Pusan National University, in conjunction with the Korea dents, is located on the Southeastern tip of the Korean Institute of Industrial Technology, and the Korea Society peninsula. It is the second largest city in Korea. Th e natu- for Technology of Plasticity hosted the 9th S2P confer- ral environment of Busan is a perfect example of harmony ence. About 180 scientists and engineers coming from 23 between mountains, rivers and sea. Its geography includes countries attended the conference to present and discuss all a coastline with superb beaches and scenic cliff s, moun- aspects on semi-solid processing of alloys and composites. tains which provide excellent hiking and extraordinary Eight distinct sessions contained 113 oral presentations views, and hot springs scattered throughout the city. and 61 posters. Th e eight sessions included: 1) alloy design, Th e 9th International Conference on Semi-Solid Pro- 2) industrial applications, 3) microstructure & properties, cessing of Alloys and Composites was held Sept. 11-13, 4) novel processes, 5) rheocasting, 6) rheological behavior, 2006 at Paradise Hotel, Busan. Th e fi ve-star hotel off ered a modeling and simulation, 7) semi-solid processing of high spectacular view of Haeundae Beach – Korea’s most popular melting point materials, and 8) semi-solid processing of resort, which was the setting for the 9th S2P conference. -
Monte Carlo Stock
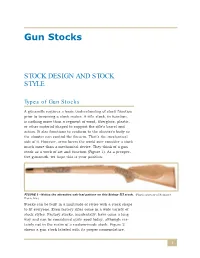
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

Press Release
Contact: Andrea Brogan Metabo Corp. Phone: (610) 436-5900 1231 Wilson Dr. Fax: (610) 436-9072 West Chester, PA 19380 [email protected] www.metabousa.com PRESS RELEASE Metabo’s New Brushless Cordless Nibbler and Shear For cutting sheet metal quickly and efficiently on curved and straight surfaces October 20, 2020 – West Chester, PA – Metabo Corporation, a leading German international manufacturer of professional-grade cordless and corded hand-held power tools and accessories in the US, introduces two new metalworking tools, an 18V nibbler and 18V shear. “The 18V Nibbler and 18V Shear have the best size to power ratio, slimmest grip and are the fastest cutting in their class among the competition due to Metabo’s 2nd generation brushless motor. These tools are the perfect addition to our expanding line of industry-leading cordless metalworking tools with the most advanced brushless motor and battery technology,” said Terry Tuerk, Metabo’s Senior Product Manager. The Metabo NIV 18 LTX BL 1.6, 18V nibbler, is available as a bare tool (601614850), or in a kit version with 2 - 4.0 LiHD batteries, charger and case (US601614400). A punch, die and combination key are included with the tool. The NIV 18 LTX BL 1.6 includes a speed selector for adjusting the cutting speed according to the material being worked. The nibblers' powerful Metabo brushless motor deliver up to 600- 2,360 strokes per minute. FOR IMMEDIATE RELEASE METABO’S NEW CORDLESS NIBBLER AND SHEAR PAGE 2 The tool can cut through 16-gauge mild steel, 18-gauge stainless steel and 14-gauge aluminum and has a minimum curve radius of 5/8". -

Development of Guidelines for Warm Forging of Steel Parts
Development of Guidelines for Warm Forging of Steel Parts THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Niranjan Rajagopal, B.Tech Graduate Program in Industrial and Systems Engineering The Ohio State University 2014 Master's Examination Committee: Dr.Taylan Altan, Advisor Dr.Jerald Brevick Copyright by Niranjan Rajagopal 2014 ABSTRACT Warm forging of steel is an alternative to the conventional hot forging technology and cold forging technology. It offers several advantages like no flash, reduced decarburization, no scale, better surface finish, tight tolerances and reduced energy when compared to hot forging and better formability, lower forming pressures and higher deformation ratios when compared to cold forging. A system approach to warm forging has been considered. Various aspects of warm forging process such as billet, tooling, billet/die interface, deformation zone/forging mechanics, presses for warm forging, warm forged products, economics of warm forging and environment & ecology have been presented in detail. A case study of forging of a hollow shaft has been discussed. A comparison of forging loads and energy required to forge the hollow shaft using cold, warm and hot forging process has been presented. ii DEDICATION This document is dedicated to my family. iii ACKNOWLEDGEMENTS I am grateful to my advisor, Prof. Taylan Altan for accepting me in his research group, Engineering Research Center for Net Shape Manufacturing (ERC/NSM) and allowing me to do thesis under his supervision. The support of Dr. Jerald Brevick along with other professors at The Ohio State University was also very important in my academic and professional development. -

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate. -

Design, Construction, and First Tests of a Demonstration Spark Chamber
Design, Construction, and First Tests of a Demonstration Spark Chamber Lisa Lin,∗ Robin Peter,y Sophia Vlahakis,z and Tara Vogelx The University of Chicago, Illinois, 60637 (Dated: September 21, 2018) Once used extensively in particle physics research, the cosmic ray spark chamber is a tracking particle detector now favored for education and demonstration. We have constructed and are nearing installation of a chamber for educational and demonstration purposes, selecting a shelf-type design to prioritize aesthetic appeal and minimal maintenance. An incoming particle triggers a fast high- voltage pulse to metal plates within the chamber that allows sparking along the particle's ionized path. The shelf-style design and careful scintillator placement limits spurious edge sparking. The coincidence circuit comprised of scintillation counters and NIM units successfully delivers a logic pulse within 60 ns, and its 1.3-V pulse is amplified ten-fold in a total delay time of 500 ns from detection to spark gap pulse, triggering an 8-kV pulse in the chamber. The prototype chamber is tested independently with helium and argon gases. A plan is presented to predict lifetime based on the muon efficiency of the prototype chamber. Initial stages of an interactive soft-shut off are presented for safety and consideration of the chamber demonstration's surrounding academic environment. I. INTRODUCTION nents for a similar purpose; we have used their proce- dure as an initial guide [1]. This document tracks our Spark chambers have been used in the past as tracking major considerations, revisions, and additions to their particle detectors, and are most widely used today for work, and presents that information for the perusal and educational purposes [1]. -

Of Technical Bulletins
TECHNICAL BULLETINS APRIL 2015 I Rev 1 This issue supersedes all previous issues Index of Technical Bulletins Bulletin Topic Date 1 General Guide to Good Practice in the Use of ZINCALUME® Steel for Roofing & Siding Products April 2015 2 Flashing Materials for Bare & Pre-painted ZINCALUME® Steel April 2015 3 Fastener Selection for ZINCALUME® Steel Roof & Siding Products April 2015 4 Prevention of Damage to ZINCALUME® Steel Roof & Siding Products from Metal Filings April 2015 5 Sealants for ZINCALUME® Steel April 2015 6 Cut Edge Protection of ZINCALUME® Steel April 2015 7 Guidelines for Welding ZINCALUME® Steel April 2015 8 Unsuitable Applications for ZINCALUME® Steel April 2015 9 Guidelines to the Effective Use of ZINCALUME® Plus Steel April 2015 Prevention of Oxide Formation (Black Rust) on ZINCALUME® Steel During Transportation, April 2015 10 Processing and Storage 11 Guidelines for General Field Maintenance of ZINCALUME® Steel Roofing and Siding April 2015 12 Guidelines for the Installation of Photovoltaic Panels with ZINCALUME® Steel April 2015 Hawaiian Islands: Exceptions to Standard Limited Warranty, Cleaning and Panel Design April 2015 13 Recommendations For more information or other questions not addressed by these bulletins please contact Steelscape’s Technical Service Department or your Steelscape Account Manager. TECHNICAL BULLETIN 1 APRIL 2015 I Rev 1 This issue supersedes all previous issues ZINCALUME® Steel General Guide to Good Practice in the Use of ZINCALUME® Steel for Roofing and Siding Products INTRODUCTION product for a specific structure. This is especially true Panels fabricated from ZINCALUME® Steel will provide for the special requirements of severe coastal many years of trouble-free service when properly and industrial as well as animal confinement designed, installed and maintained. -

Sawing Sheet Metal Accurately with a Vertical Bandsaw, Version 1.0
Sawing Sheet Metal Accurately with a Vertical Bandsaw, Version 1.0 By R. G. Sparber Protected by Creative Commons.1 I needed to cut a series of test samples out of 26-gauge sheet metal. The size was not important, but it had to have straight, parallel sides and 90° corners. My skill with tin snips was not good enough. After trying to perform accurate cuts with power shears and a power nibbler, I settled on my bandsaw in the vertical position. By using a fence and a “sled,” the coupons were fabricated. 1 This work is licensed under the Creative Commons Attribution 4.0 International License. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/ or send a letter to Creative Commons, PO Box 1866, Mountain View, CA 94042, USA. R. G. Sparber May 22, 2020 Page 1 of 4 I started by using my tin snips to cut a rough strip. Then I used my belt sander to true up the edge. By pressing a parallel against the edge while looking at the gap with a strong light behind it, I can see gaps as small as 0.0001-inches. This straight edge is my reference. I placed it against a fence I erected2 on my bandsaw table. Taking great care to only cut the sheet metal and not my fingers, I made a strip with parallel sides. I went back to my belt sander to deburr. I used my reference edge and a machinist square to scribe cut lines. The piece was then roughly cut out with my tin snips. -

Chapter 4: Metal Structure, Welding & Brazing
9/27/01 AC 43.13-1B CHG 1 CHAPTER 4. METAL STRUCTURE, WELDING, AND BRAZING SECTION 1. IDENTIFICATION OF METALS 4-1. GENERAL. Proper identification of high temperatures, as this practice will cause the aircraft structural material is the first step the grain structure to enlarge. The length of in ensuring that the continuing airworthiness time required for the soaking temperature de- of the aircraft will not be degraded by making pends on the mass of the metal being treated. an improper repair using the wrong materials. The soaking time is roughly ¼ hour per inch of the diameter of thickness (Ref: Military Tech a. Ferrous (iron) alloy materials are Order (T.O.) 1-1A-9). generally classified according to carbon con- tent. (See table 4-1.) 4-2. IDENTIFICATION OF STEEL STOCK. The Society of Automotive Engi- TABLE 4-1. Ferrous (iron) alloy materials. neers (SAE) and the American Iron and Steel Institute (AISI) use a numerical index system MATERIALS CARBON CONTENT to identify the composition of various steels. Wrought iron Trace to 0.08% The numbers assigned in the combined listing Low carbon steel 0.08% to 0.30% of standard steels issued by these groups repre- sent the type of steel and make it possible to Medium carbon steel 0.30% to 0.60% readily identify the principal elements in the High carbon steel 0.60% to 2.2% material. Cast iron 2.3% to 4.5% a. The basic numbers for the four digit series of the carbon and alloy steel may be b. The strength and ductility, or tough- found in table 4-2.