Mech. Engineering Techniques and Best Practices Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Machining Online Manufacturing Training
MACHINING ONLINE MANUFACTURING TRAINING MACHINING FUNDAMENTALS 5S Overview Cutting Processes Hole Standards and Inspection Math: Fractions and Decimals Thread Standards and Inspection Band Saw Operation Essentials of Heat Treatment of Steel Intro to OSHA Metal Cutting Fluid Safety Trigonometry: Sine, Cosine, Tangent Basic Cutting Theory Ferrous Metals Introduction to Mechanical Properties Noise Reduction/Hearing Conservation Units of Measurement Basic Measurement Fire Safety and Prevention Introduction to Metal Cutting Fluids Overview of Machine Tools Walking and Working Surfaces Basics of Tolerance Geometry: Circles and Polygons ISO 9001: 2015 Review Personal Protective Equipment Bloodborne Pathogens Geometry: Lines and Angles Lean Manufacturing Overview Powered Industrial Truck Safety Blueprint Reading Geometry: Triangles Lockout/Tagout Procedures Safety for Lifting Devices Calibration Fundamentals Hand and Power Tool Safety Math Fundamentals SDS and Hazard Communication GRINDING TECH Basic Grinding Theory Cylindrical Grinder Operation Grinding Variables Major Rules of GD&T Supporting and Locating Principles Basics of G Code Programming Dressing and Truing Grinding Wheel Geometry Metrics for Lean Surface Grinder Operation Basics of the Centerless Grinder Essentials of Communication Grinding Wheel Materials Process Flow Charting Surface Texture and Inspection Basics of the Cylindrical Grinder Essentials of Leadership Intro to Fastener Threads Setup for the Centerless Grinder Troubleshooting Basics of the Surface Grinder Grinding Ferrous -

Introduction to Selecting Milling Tools Iimportant Decisions for the Selection of Cutting Tools for Standard Milling Operations
Introduction to Selecting Milling Tools IImportant decisions for the selection of cutting tools for standard milling operations The variety of shapes and materials machined on modern milling machines makes it impera- tive for machine operators to understand the decision-making process for selecting suitable cutting tools for each job. This course curriculum contains 16-hours of material for instructors to get their students ready to make basic decisions about which tools are suitable for standard milling operations. ©2016 MachiningCloud, Inc. All rights reserved. Table of Contents Introduction .................................................................................................................................... 2 Audience ..................................................................................................................................... 2 Purpose ....................................................................................................................................... 2 Lesson Objectives ........................................................................................................................ 2 Where to Start: A Blueprint and a Plan .......................................................................................... 3 Decision 1: What type of machining is needed? ............................................................................ 7 Decision 2: What is the workpiece material? ................................................................................. 7 ISO Material -

Milling Machine Operations
SUBCOURSE EDITION OD1644 8 MILLING MACHINE OPERATIONS US ARMY WARRANT OFFICER ADVANCED COURSE MOS/SKILL LEVEL: 441A MILLING MACHINE OPERATIONS SUBCOURSE NO. OD1644 EDITION 8 US Army Correspondence Course Program 6 Credit Hours NEW: 1988 GENERAL The purpose of this subcourse is to introduce the student to the setup, operations and adjustments of the milling machine, which includes a discussion of the types of cutters used to perform various types of milling operations. Six credit hours are awarded for successful completion of this subcourse. Lesson 1: MILLING MACHINE OPERATIONS TASK 1: Describe the setup, operation, and adjustment of the milling machine. TASK 2: Describe the types, nomenclature, and use of milling cutters. i MILLING MACHINE OPERATIONS - OD1644 TABLE OF CONTENTS Section Page TITLE................................................................. i TABLE OF CONTENTS..................................................... ii Lesson 1: MILLING MACHINE OPERATIONS............................... 1 Task 1: Describe the setup, operation, and adjustment of the milling machine............................ 1 Task 2: Describe the types, nomenclature, and use of milling cutters....................................... 55 Practical Exercise 1............................................. 70 Answers to Practical Exercise 1.................................. 72 REFERENCES............................................................ 74 ii MILLING MACHINE OPERATIONS - OD1644 When used in this publication "he," "him," "his," and "men" represent both -

Influence of Bio-Oils As Cutting Fluids on Chip Formation and Tool Wear During Drilling Operation of Mild Steel
International Journal of Recent Technology and Engineering (IJRTE) ISSN: 2277-3878, Volume-8 Issue-2, July 2019 Influence of Bio-Oils as Cutting Fluids on Chip Formation and Tool Wear during Drilling Operation of Mild Steel Jyothi P N, Susmitha M, Bharath Kumar M issues with regards to application, recycling and disposal of Abstract: The importance of health and environment has cutting fluids. Improper dispose of cutting fluids can cause forced Machining Industries to reduce the application of environmental and health issues. These issues created a Petroleum-based cutting fluid. But to ease the machining process pathway to the introduction of animal, mineral and vegetable and to increase the tool life, cutting fluids must be used. Research oils. A “Vegetable oil” is a triglyceride extracted from the has been done on vegetable oils as cutting fluids which is easy for disposal and does not affect the environment and the operator’s plant. Vegetable oils are classified into edible and non-edible health [1] . This paper discusses the machinability and tool life oils. Due to growing population and increased demands, using during drilling of a mild steel work piece using Neem, Karanja, of edible oils as lubricants is restricted. Non-edible vegetable blends of 50%Neem-50%Karanja, 33.3%Neem-66.6%Karanja, oils are an effective alternative. All tropical countries which 66.6%Neem-33.3%Karanja as cutting fluid. Results obtained are abundant resources of forests yield a significant quantity using petroleum-based oil are compared with the results obtained of oil seeds. by using above mentioned combination of oils and also with dry cutting conditions. -

Rotary Transfer Machines Hydromat® Hc Product Line
ROTARY TRANSFER MACHINES HYDROMAT® HC PRODUCT LINE Precise | Productive | Reliable The FFG Rotary Transfer Platform Flexible Multi-Machining with Hydromat® Precise, modular and efficient: The FFG group is the The ability to set up working stations horizontally as well as world’s leading manufacturer of rotary transfer machines vertically allows big machining jobs with the highest output and offers the best solutions for workpieces at the high just-in-time. The enormous flexibility of the rotary transfer volume end. machines gives our clients a major advantage in dealing with the growing challenges of today’s global markets: United under the roof of the FFG group: with the rotary 3 The most cost-effective solutions transfer machines of the tradition brands IMAS, Pfiffner and 3 Maximum precision and process reliability in mass production Witzig & Frank, you are always one cycle ahead. 3 High investment security thanks to extensive modularity 3 High reusability thanks to reconfigurable machine systems The rotary transfer machine program covers all applications for 3 High flexibility and variability (simpler retooling, reduced the serial production of complex metal parts. Rotary transfer setup times) machines are designed for the handling of bar and coil materials, 3 High machine availability or automatic part feeding. They guarantee high-precision 3 Low maintenance costs (TCO) machining of each workpiece, being carried out simultaneously 3 Turnkey solutions on each station. Every rotary transfer machine is specified, 3 Process optimisation -

Education K-12
Mississippi Department of Education Title 7: Education K-12 Part 61: Manufacturing, Career Pathway Precision Machining Mississippi CTE Unit Plan Resource Page 1 of 120 Precision Machining Mississippi Department of Education Program CIP: 48.0503 Direct inquiries to Doug Ferguson Bill McGrew Instructional Design Specialist Program Coordinator Research and Curriculum Unit Office of Career and Technical Education Mississippi State University Mississippi Department of Education P.O. Drawer DX P.O. Box 771 Mississippi State, MS 39762 Jackson, MS 39205 662.325.2510 601.359.3461 E-mail: [email protected] E-mail: [email protected] Published by Office of Career and Technical Education Mississippi Department of Education Jackson, MS 39205 Research and Curriculum Unit Mississippi State University Mississippi State, MS 39762 Betsey Smith, Curriculum Manager Jolanda Harris, Educational Technologist Kim DeVries, Editor The Research and Curriculum Unit (RCU), located in Starkville, MS, as part of Mississippi State University, was established to foster educational enhancements and innovations. In keeping with the land grant mission of Mississippi State University, the RCU is dedicated to improving the quality of life for Mississippians. The RCU enhances intellectual and professional development of Mississippi students and educators while applying knowledge and educational research to the lives of the people of the state. The RCU works within the contexts of curriculum development and revision, research, assessment, professional development, and industrial training. The Mississippi Department of Education, Office of Career and Technical Education does not discriminate on the basis of race, color, religion, national origin, sex, age, or disability in the provision of educational programs and services or employment opportunities and benefits. -
Tribological Considerations of Cutting Fluids in Machining Environment: a Review
Vol. 38, No. 4 (2016) 463-474 Tribology in Industry www.tribology.fink.rs RESEARCH Tribological Considerations of Cutting Fluids in Machining Environment: A Review a a a a b A. Anand , K. Vohra , M.I. Ul Haq , A. Raina , M.F. Wani a Department of Mechanical Engineering, SMVD University, Katra, Jammu & Kashmir, India, b Centre for Tribology , National Institute of Technology, Srinagar, Jammu & Kashmir, India. Keywords: A B S T R A C T Tribology The paper presents a review to highlight the tribological aspects of Cutting fluids cutting fluids in machining environment. In this study, different Lubrication machining processes viz. turning, grinding, drilling and milling have Machining been considered with a special focus on grinding process. The cutting fluids are primarily used as coolants and lubricants in the various Corresponding author: machining processes. Different cutting fluids and the health hazards associated with their use have also been represented in this research A. Anand article. The paper also highlights the role of work materials and the Department of Mechanical Engineering, cutting tool materials from tribology point of view. The literature SMVD University, revealed that the development of biocompatible cutting fluids, recycling Katra, J&K, India. of cutting fluids, cutting fluids for high temperature tribological E-mail: [email protected] applications, studying the wetability characteristics with addition of nanoparticles, etc. can be taken up as study in order to enhance the tribological properties of the cutting fluids. © 2016 Published by Faculty of Engineering 1. INTRODUCTION emphasis on the role of tribology in the areas of energy conservation. It has been observed that In today’s competitive world, manufacturers and nearly 5.5 percent of U.S. -
Field Machining
Nuclear Services / Installation and Modification Services Field Machining Background WEMS offers multiple approaches for severance cutting and weld-end preparation for any size, Westinghouse, through its subsidiary WEC thickness or diameter pipe, regardless of material Equipment and Machining Solutions (WEMS), type, access, hazardous field conditions or space specializes in machining projects that include restrictions. WEMS uses MDM methods for stud first-of-a-kind tool design, manufacturing, testing, and bolt removal, and abrasive water-jet cutting qualification and field deployment. and plasma cutting for unique situations. EDM is used for applications such as boat sampling and Description applications requiring more precise tolerances Some of the specialty machining projects include: and/or surface finishes. • Alloy 600 crack • Spent-fuel canister Benefits mitigation utilizing machining reaming and electrical • Steam chest Canister Machining: Specialized tools designed discharge machining machining and developed for installing canister lids, including the weld-prep machining required. (EDM) • Steam generator • Flange facing replacements (SGRs) Steam Generator Replacements: Machine weld • Governor/throttle for PWRs preparation for installing new steam generators, valve machining • Stud and thread including primary reactor coolant piping and • Inlet sleeve repair repair secondary piping. • Reactor vessel head • Superheat/re-heat (RVH) upper head header machining temperature reduction • Top hat machining (UHTR) and upflow • Turbine shell -

Safety Data Sheet Product No. 812-650, 812-653 Cutting Fluid, Soluble Oil Issue Date (05-12-14) Review Date (08-31-17)
Safety Data Sheet Product No. 812-650, 812-653 Cutting Fluid, Soluble Oil Issue Date (05-12-14) Review Date (08-31-17) Section 1: Product and Company Identification Product Name: Cutting Fluid, Soluble Oil Synonym: SO Soluble Oil Company Name Ted Pella, Inc., P.O. Box 492477, Redding, CA 96049-2477 Inside USA and Canada 1-800-237-3526 (Mon-Thu. 6:00AM to 4:30PM PST; Fri 6:00AM to 4:00PM PST) Outside USA and Canada 1-530-243-2200 (Mon-Thu. 6:00AM to 4:30PM PST; Fri 6:00AM to 4:00PM PST) CHEMTREC USA and Canada Emergency Contact Number 1-800-424-9300 24 hours a day CHEMTREC Outside USA and Canada Emergency Contact Number +1-703-741-5970 24 hours a day Section 2: Hazard Identification 2.1 Classification of the substance or mixture OSHA/HCS status: This material is not considered hazardous by the OSHA Hazard Communication Standard (29 CFR 1910.1200). Not classified. GHS Pictograms: Void GHS Categories: Void 2.2 Label elements Hazard Pictograms: None Signal Word: None Hazard Statements: No known significant effects or critical hazards. Precautionary Statements: NA 2.3 Other hazards Defatting to the skin. Health Effects: NFPA Hazard Rating: Health: 2; Fire: 1; Reactivity: 0 HMIS® Hazard Rating: Health: 1; Fire: 1; Reactivity: 0 (0=least, 1=Slight, 2=Moderate, 3=High, 4=Extreme) Results of PBT and vPvB assessment: PBT: ND vPvB: ND Emergency overview Appearance: Clear Blue Liquid. Immediate effects: Warning! Causes eye irritation. Potential health effects Primary Routes of entry: Skin, ingestion. Signs and Symptoms of Overexposure: ND Eyes: Causes eye irritation. -

SDB 412/2 Small Diameter Beveler Datasheet
SDB 412 I.D. MOUNT END PREP RUGGED CONSTRUCTION • Compact, heavy duty cast aluminum housing is tough yet lightweight • Precision tapered roller bearings and self lubricating bushings maximize machine life • Special heat treated ring and pinion gears for demanding pipe prepping applications • High strength, large diameter mandrel FACE shaft and wide surface chuck legs maximize rigidity BEVEL • Right angle air motor placement minimizes clearance requirements COUNTERBORE • DESCRIPTION Corrosion and wear resistant finish applied to external components Wachs SDB 412/2 is a hand held beveling machine that delivers maximum power and performance FAST SETUP for fast, accurate O.D. weld preps on pipe and • Quick change extension legs use tube from 4” thru 12” (101 - 305mm) up to captivated fasteners to mount 1.125” (29mm) wall. The SDB 412 is designed to firmly to mandrel face, bevel and counterbore simultaneously on carbon, stainless and high alloy steels. A • One adjustment, expandable I.D. mount three leg chuck automatically centers proven workhorse, it sets up quickly with a self SDB 412 sets up quickly with self centering centering mandrel and chuck assembly that and squares the machine mandrel and quick change extension legs mounts to the pipe I.D. The SDB 412’s design • Four tool rotating head with large tool means one person can set up, operate and locking set screws create perfect weld preps in minutes. • Install or adjust tool bits in seconds • Only 2 hand tools required for setup, VERSATILE DESIGN both included Like the smaller SDB 103 and 206, the SDB 412 is highly versatile. It’s ideal for machining EASY OPERATION thin wall pipe, heavy wall tube, prepping tees, • Convenient on/off motor valve with elbows and valves and (with the optional FF adjustable hand grip speed control kit) flange facing. -
Development of an Electrochemical Micromachining (Μecm) Machine
Development of an Electrochemical Micromachining (µECM) machine A Thesis Submitted for the Degree of doctor of Philosophy By Alexandre SPIESER College of Engineering, Design and Physical Sciences Brunel University London, United Kingdom March 2015 i ABSTRACT Electrochemical machining (ECM) and especially electrochemical micromachining (µECM) became an attractive area of research due to the fact that this process does not create any defective layer after machining and that there is a growing demand for better surface integrity on different micro applications such as microfluidics systems and stress- free drilled holes in the automotive and aerospace sectors. Electrochemical machining is considered as a non-conventional machining process based on the phenomenon of electrolysis. This process requires maintaining a small gap - the interelectrode gap (IEG) - between the anode (workpiece) and the cathode (tool-electrode) in order to achieve acceptable machining results (i.e. accuracy, high aspect ratio with appropriate material removal rate and efficiency). This work presents the design of a next generation µECM machine for the automotive, aerospace, medical and metrology sectors. It has 3 axes of motion (X, Y and Z) and a spindle allowing the tool-electrode to rotate during machining. The linear slides for each axis use air bearings with linear DC brushless motors and 2nm- resolution encoders for ultra-precise motion. The control system is based on the Power PMAC motion controller from Delta Tau. The electrolyte tank is located at the rear of the machine and allows the electrolyte to be changed quickly. A pulse power supply unit (PSU) and a special control algorithm have been implemented. -
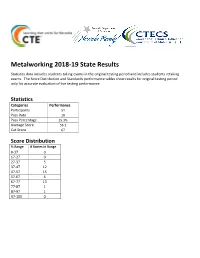
Metalworking Statistics
Metalworking 2018-19 State Results Statistics data includes students taking exams in the original testing period and includes students retaking exams. The Score Distribution and Standards performance tables show results for original testing period only for accurate evaluation of live testing performance. Statistics Categories Performance Participants 51 Pass Rate 18 Pass Percentage 35.3% Average Score 56.1 Cut Score 67 Score Distribution % Range # Scores in Range 0-17 0 17-27 0 27-37 5 37-47 12 47-57 15 57-67 4 67-77 13 77-87 1 87-97 1 97-100 0 Metalworking 1) Content Standard 1.0 - Identify Lab Organization and Safety Procedures 67.75% 1) Performance Standard 1.1 : Demonstrate General Lab Safety Rules and Procedures 75.91% 1) 1.1.1 Describe general shop safety rules and procedures (i.e., safety test) 72.55% 3) 1.1.3 Comply with the required use of safety glasses, ear protection, gloves, and shoes during lab/shop activities (i.e., personal protection equipment PPE) 71.57% 5) 1.1.5 Operate lab equipment according to safety guidelines 80.85% 7) 1.1.7 Utilize proper ventilation procedures for working within the lab/shop area 84.31% 8) 1.1.8 Identify marked safety areas 92.16% 9) 1.1.9 Identify the location and the types of fire extinguishers and other fire safety equipment; demonstrate knowledge of the procedures for using fire extinguishers and other fire safety equipment 54.9% 12) 1.1.12 Identify and wear appropriate clothing for lab/shop activities 43.14% 15) 1.1.15 Locate and interpret material safety data sheets (MSDS) 88.24% 2) Performance