Heavy Water: a Manufacturers' Guide for the Hydrogen Century
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Wastewater Technology Fact Sheet: Ammonia Stripping
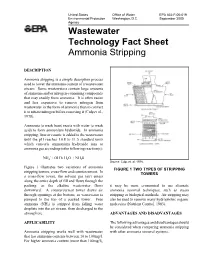
United States Office of Water EPA 832-F-00-019 Environmental Protection Washington, D.C. September 2000 Agency Wastewater Technology Fact Sheet Ammonia Stripping DESCRIPTION Ammonia stripping is a simple desorption process used to lower the ammonia content of a wastewater stream. Some wastewaters contain large amounts of ammonia and/or nitrogen-containing compounds that may readily form ammonia. It is often easier and less expensive to remove nitrogen from wastewater in the form of ammonia than to convert it to nitrate-nitrogen before removing it (Culp et al., 1978). Ammonia (a weak base) reacts with water (a weak acid) to form ammonium hydroxide. In ammonia stripping, lime or caustic is added to the wastewater until the pH reaches 10.8 to 11.5 standard units which converts ammonium hydroxide ions to ammonia gas according to the following reaction(s): + - NH4 + OH 6 H2O + NH38 Source: Culp, et. al, 1978. Figure 1 illustrates two variations of ammonia FIGURE 1 TWO TYPES OF STRIPPING stripping towers, cross-flow and countercurrent. In TOWERS a cross-flow tower, the solvent gas (air) enters along the entire depth of fill and flows through the packing, as the alkaline wastewater flows it may be more economical to use alternate downward. A countercurrent tower draws air ammonia removal techniques, such as steam through openings at the bottom, as wastewater is stripping or biological methods. Air stripping may pumped to the top of a packed tower. Free also be used to remove many hydrophobic organic ammonia (NH3) is stripped from falling water molecules (Nutrient Control, 1983). droplets into the air stream, then discharged to the atmosphere. -

Ozonedisinfection.Pdf
ETI - Environmental Technology Initiative Project funded by the U.S. Environmental Protection Agency under Assistance Agreement No. CX824652 What is disinfection? Human exposure to wastewater discharged into the environment has increased in the last 15 to 20 years with the rise in population and the greater demand for water resources for recreation and other purposes. Disinfection of wastewater is done to prevent infectious diseases from being spread and to ensure that water is safe for human contact and the environment. There is no perfect disinfectant. However, there are certain characteristics to look for when choosing the most suitable disinfectant: • Ability to penetrate and destroy infectious agents under normal operating conditions; • Lack of characteristics that could be harmful to people and the environment; • Safe and easy handling, shipping, and storage; • Absence of toxic residuals, such as cancer-causing compounds, after disinfection; and • Affordable capital and operation and maintenance (O&M) costs. What is ozone disinfection? One common method of disinfecting wastewater is ozonation (also known as ozone disinfection). Ozone is an unstable gas that can destroy bacteria and viruses. It is formed when oxygen molecules (O2) collide with oxygen atoms to produce ozone (O3). Ozone is generated by an electrical discharge through dry air or pure oxygen and is generated onsite because it decomposes to elemental oxygen in a short amount of time. After generation, ozone is fed into a down-flow contact chamber containing the wastewater to be disinfected. From the bottom of the contact chamber, ozone is diffused into fine bubbles that mix with the downward flowing wastewater. See Figure 1 on page 2 for a schematic of the ozonation process. -

Effects of Heavy Water (D2O) on Human Pancreatic Tumor Cells
ANTICANCER RESEARCH 25: 3407-3412 (2005) Effects of Heavy Water (D2O) on Human Pancreatic Tumor Cells JOHANNES HARTMANN1, YVONNE BADER1, ZSUZSANNA HORVATH1, PHILIPP SAIKO1, MICHAEL GRUSCH1, CHRISTOPH ILLMER1, SIBYLLE MADLENER1, MONIKA FRITZER-SZEKERES1, NICOLE HELLER2, RUDOLF-GIESBERT ALKEN2 and THOMAS SZEKERES1 1Clinical Institute of Medical and Chemical Laboratory Diagnostics, Medical University of Vienna, General Hospital of Vienna, Waehringer Guertel 18-20, A-1090 Vienna, Austria; 2BDD Berolina Drug Development GmbH, Fontanestrasse 84-89, D-15366 Neuenhagen, Germany Abstract. Background: Pancreatic cancer constitutes an carcinomas be removed by surgery. Individuals suffering entity which is difficult to treat and, therefore, mostly fatal. from inoperable tumors receive palliative therapy, including Since heavy water (deuterium oxide, D2O) was shown to be chemotherapy and radiation therapy. However, the active in various cancer cell lines in vitro and in vivo, we now treatment options are very limited and most patients die investigated its effects in human pancreatic tumor cells. within months after diagnosis. Materials and Methods: The cytotoxic effects of D2O were Incubation of tumor cells with various concentrations of examined in three pancreatic cancer cell lines (AsPC-1, D2O leads to inhibition of cell proliferation and might, BxPC-3 and PANC-1). Induction of apoptosis was therefore, help in the chemotherapeutic treatment of human determined by Hoechst/propidium iodide double staining and tumors (1). D2O, known as heavy water, contains a neutron cell cycle distribution was investigated by FACS analysis. and a proton in its hydrogen atoms and shows a variety of Results: Employing a clonogenic assay, D2O yielded IC50 different biological activities from normal (light) water. -

Introduction to Co2 Chemistry in Sea Water
INTRODUCTION TO CO2 CHEMISTRY IN SEA WATER Andrew G. Dickson Scripps Institution of Oceanography, UC San Diego Mauna Loa Observatory, Hawaii Monthly Average Carbon Dioxide Concentration Data from Scripps CO Program Last updated August 2016 2 ? 410 400 390 380 370 2008; ~385 ppm 360 350 Concentration (ppm) 2 340 CO 330 1974; ~330 ppm 320 310 1960 1965 1970 1975 1980 1985 1990 1995 2000 2005 2010 2015 Year EFFECT OF ADDING CO2 TO SEA WATER 2− − CO2 + CO3 +H2O ! 2HCO3 O C O CO2 1. Dissolves in the ocean increase in decreases increases dissolved CO2 carbonate bicarbonate − HCO3 H O O also hydrogen ion concentration increases C H H 2. Reacts with water O O + H2O to form bicarbonate ion i.e., pH = –lg [H ] decreases H+ and hydrogen ion − HCO3 and saturation state of calcium carbonate decreases H+ 2− O O CO + 2− 3 3. Nearly all of that hydrogen [Ca ][CO ] C C H saturation Ω = 3 O O ion reacts with carbonate O O state K ion to form more bicarbonate sp (a measure of how “easy” it is to form a shell) M u l t i p l e o b s e r v e d indicators of a changing global carbon cycle: (a) atmospheric concentrations of carbon dioxide (CO2) from Mauna Loa (19°32´N, 155°34´W – red) and South Pole (89°59´S, 24°48´W – black) since 1958; (b) partial pressure of dissolved CO2 at the ocean surface (blue curves) and in situ pH (green curves), a measure of the acidity of ocean water. -

Deuterium As a Research Tool in the Physical and Biological Sciences
DEUTERIUM AS A RESEARCH TOOL IN THE PHYSICAL AND BIOLOGICAL SCIENCES HERRICK L. JOHNSTON Ohio State University The discovery (1) of deuterium and the production of "heavy water," its chief compound, in a nearly pure state (2), are among the more important scientific achievements of recent years. In less than two years from the production of heavy water in nearly pure condition over three hundred papers reporting investigations on or with deuterium have appeared in scientific journals. While most of these investiga- tions have been of a physical or chemical nature significant results have been reported in investigations of biological character. It is probable that the principal role of deuterium, in future research in all of these fields, will be more that of a research tool than as an object of investigation. Deuterium is not a new chemical element, as the name might imply, but is a special variety of hydrogen atom. It differs from the ordinary (or light) hydrogen, chiefly, in mass. The atomic weight of the ordinary hydrogen is one while that of deuterium, or heavy hydrogen, is two. It resembles the ordinary hydrogen atom in possessing just one unit of positive charge on its nucleus (equal to the number of electrons in the neutral atom) and it is this latter property which determines the chemical character of an atom, and hence its position in the family of elements. The existence of atoms which differ in mass although alike in nuclear charge is common among the elements, and atomic species which are related in this manner are called isotopes. -

National Primary Drinking Water Regulations
National Primary Drinking Water Regulations Potential health effects MCL or TT1 Common sources of contaminant in Public Health Contaminant from long-term3 exposure (mg/L)2 drinking water Goal (mg/L)2 above the MCL Nervous system or blood Added to water during sewage/ Acrylamide TT4 problems; increased risk of cancer wastewater treatment zero Eye, liver, kidney, or spleen Runoff from herbicide used on row Alachlor 0.002 problems; anemia; increased risk crops zero of cancer Erosion of natural deposits of certain 15 picocuries Alpha/photon minerals that are radioactive and per Liter Increased risk of cancer emitters may emit a form of radiation known zero (pCi/L) as alpha radiation Discharge from petroleum refineries; Increase in blood cholesterol; Antimony 0.006 fire retardants; ceramics; electronics; decrease in blood sugar 0.006 solder Skin damage or problems with Erosion of natural deposits; runoff Arsenic 0.010 circulatory systems, and may have from orchards; runoff from glass & 0 increased risk of getting cancer electronics production wastes Asbestos 7 million Increased risk of developing Decay of asbestos cement in water (fibers >10 fibers per Liter benign intestinal polyps mains; erosion of natural deposits 7 MFL micrometers) (MFL) Cardiovascular system or Runoff from herbicide used on row Atrazine 0.003 reproductive problems crops 0.003 Discharge of drilling wastes; discharge Barium 2 Increase in blood pressure from metal refineries; erosion 2 of natural deposits Anemia; decrease in blood Discharge from factories; leaching Benzene -

HEAVY WATER and NONPROLIFERATION Topical Report
HEAVY WATER AND NONPROLIFERATION Topical Report by MARVIN M. MILLER MIT Energy Laboratory Report No. MIT-EL 80-009 May 1980 COO-4571-6 MIT-EL 80-009 HEAVY WATER AND NONPROLIFERATION Topical Report Marvin M. Miller Energy Laboratory and Department of Nuclear Engineering Massachusetts Institute of Technology Cambridge, Massachusetts 02139 May 1980 Prepared For THE U.S. DEPARTMENT OF ENERGY UNDER CONTRACT NO. EN-77-S-02-4571.A000 NOTICE This report was prepared as an account of work sponsored by the United States Government. Neither the United States nor the United States Department of Energy, nor any of their employees, nor any of their contractors, subcontractors, or their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or useful- ness of any information, apparatus, product or process disclosed or represents that its use would not infringe privately owned rights. A B S T R A C T The following report is a study of various aspects of the relationship between heavy water and the development of the civilian and military uses of atomic energy. It begins with a historical sketch which traces the heavy water storyfrom its discovery by Harold Urey in 1932 through its coming of age from scientific curiosity to strategic nuclear material at the eve of World War II and finally into the post-war period, where the military and civilian strands have some- times seemed inextricably entangled. The report next assesses the nonproliferation implications of the use of heavy water- moderated power reactors; several different reactor types are discussed, but the focus in on the natural uranium, on- power fueled, pressure tube reactor developed in Canada, the CANDU. -

Tritium Immobilization and Packaging Using Metal Hydrides
AECL-71S1 ATOMIC ENERGY flPnSy L'ENERGIE ATOMIQUE OF CANADA LIMITED V^^JP DU CANADA LIMITEE TRITIUM IMMOBILIZATION AND PACKAGING USING METAL HYDRIDES Immobilisation et emballage du tritium au moyen d'hydrures de meta! W.J. HOLTSLANDER and J.M. YARASKAVITCH Chalk River Nuclear Laboratories Laboratoires nucl6aires de Chalk River Chalk River, Ontario April 1981 avril ATOMIC ENERGY OF CANADA LIMITED Tritium Immobilization and Packaging Using Metal Hydrides by W.J. Holtslander and J.M. Yaraskavitch Chemical Engineering Branch Chalk River Nuclear Laboratories Chalk River, Ontario KOJ 1J0 1981 April AECL-7151 L'ENERGIE ATOMIQUE DU CANADA, LIMITEE Immo ;ilisation et emballage du tritium au moyen d'hydrures de mëtâT par W.J. Holtslander et J.M. Yaraskavitch Résumé Le tritium provenant des réacteurs CANDU â eau lourde devra être emballé et stocké de façon sûre. Il sera récupéré sous la forme élémentaire T2. Les tritiures de métal sont des composants efficaces pour immobiliser le tritium comme solide non réactif stable et ils peuvent en contenir beaucoup. La technologie nécessaire pour préparer les hydrures des métaux appropriés, comme le titane et le zirconium,a été développée et les propriétés des matériaux préparés ont été évaluées. La conception des emballages devant contenir les tritiures de métal, lors du transport et durant le stockage à long terme, est terminée et les premiers essais ont commencé. Département de génie chimique Laboratoires nucléaires de Chalk River Chalk River, Ontario KOJ 1J0 Avril 1981 AECL-7151 ATOMIC ENERGY OF CANADA LIMITED Tritium Immobilization and Packaging Using Metal Hydrides by W.J. Holtslander and J.M. -

“Mining” Water Ice on Mars an Assessment of ISRU Options in Support of Future Human Missions
National Aeronautics and Space Administration “Mining” Water Ice on Mars An Assessment of ISRU Options in Support of Future Human Missions Stephen Hoffman, Alida Andrews, Kevin Watts July 2016 Agenda • Introduction • What kind of water ice are we talking about • Options for accessing the water ice • Drilling Options • “Mining” Options • EMC scenario and requirements • Recommendations and future work Acknowledgement • The authors of this report learned much during the process of researching the technologies and operations associated with drilling into icy deposits and extract water from those deposits. We would like to acknowledge the support and advice provided by the following individuals and their organizations: – Brian Glass, PhD, NASA Ames Research Center – Robert Haehnel, PhD, U.S. Army Corps of Engineers/Cold Regions Research and Engineering Laboratory – Patrick Haggerty, National Science Foundation/Geosciences/Polar Programs – Jennifer Mercer, PhD, National Science Foundation/Geosciences/Polar Programs – Frank Rack, PhD, University of Nebraska-Lincoln – Jason Weale, U.S. Army Corps of Engineers/Cold Regions Research and Engineering Laboratory Mining Water Ice on Mars INTRODUCTION Background • Addendum to M-WIP study, addressing one of the areas not fully covered in this report: accessing and mining water ice if it is present in certain glacier-like forms – The M-WIP report is available at http://mepag.nasa.gov/reports.cfm • The First Landing Site/Exploration Zone Workshop for Human Missions to Mars (October 2015) set the target -

RADIOLYTIC GENERATION of GASES in REACTORS by V
S 2-8 BAR.C-1438 OO ti*ici tjmn RADIOLYTIC GENERATION OF GASES IN REACTORS by V. Ramshcsh und K. S. Vcnkateswurlu Water Chemistry Division 1988 B.A.R.C. - 1438 GOVERNMENT OF INDIA ATOMIC ENERGY COMMISSION CO •3- U RADIOLYTIC GENERATION OF GASES IN REACTORS by V. Ramshesh and K.S. Venkateswarlu Water Chemistry Division BHABHA ATOMIC RESEARCH CENTRE BOMBAY, INDIA 1988 B.A.R.C. - 1438 IN1S Subject Category : B1400; E3100; E3400 Descriptors WATER RADIOLYSIS G VALUE OXYGEN HYDROGEN HYDROGEN PEROXIDE GASES PHV/R TYPE REACTORS BWR TYPE REACTORS GADOLINIUM NITRATES BORIC ACID ABSTRACT Water or heavy water is used in different circuits in a reactor.Their most common use is as a moderator and/or as a coolant.Light water is used at other places such as in end shield,calandria vault etc,.In the process they are exposed to intense ionizing radiation and undergo radiolytic degradation.The molecular products of radiolysis are hydrogen,hydrogen peroxide and oxygen.As is commonly known if hydrogen is formed beyond a certain level,in the presence of oxygen it may lead to combustion or even explosion.Thus one should comprehend the basic principles of radiolysis and see whether the concentration of these gases under various conditions can be worked out.This report attempts to analyse in depth the radiolytic generation of gases in reactor systems. RADIOLYTIC GENERATION OF GASES IN REACTORS BY V.Ramshesh and K.S.Venkateswarlu \ 1.PRODUCTS OF RADIOLYSIS \ When water* is exposed to radiation,the first step is the production of excited water molecules which then -

Usgs Water Data
USGS WATER RESOURCES ONLINE PLACES TO START USGS Water home page http://water.usgs.gov/ USGS Water data page http://water.usgs.gov/data/ USGS Publications Warehouse http://pubs.er.usgs.gov/ USGS National Real-Time Water Quality http://nrtwq.usgs.gov/ USGS Water Science Centers http://xx.water.usgs.gov/ (where “xx” is two-letter State code) USGS WATER DATA NWIS-Web http://waterdata.usgs.gov/ NWIS-Web is the general online interface to the USGS National Water Information System (NWIS). Discrete water-sample and time-series data from 1.5 million sites in all 50 States. Results from 5 million water samples with 90 million water-quality results are available from a wide variety of retrieval methods including standard and customized map interfaces. Time-series retrievals include instantaneous measurements back to October 2007, soon to include the longer historical record. BioData http://aquatic.biodata.usgs.gov/ Access to results from more than 15,000 macroinvertebrate, algae, and fish community samples from more than 2,000 sites nationwide. StreamStats http://streamstats.usgs.gov/ssonline.html A map-based tool that allows users to easily obtain streamflow statistics, drainage-basin characteristics, and other information for user-selected sites on streams. Water Quality Portal http://www.waterqualitydata.us/ A cooperative service sponsored by USGS, EPA, and NWQMC that integrates publicly available water-quality data from the USGS NWIS database and the EPA STORET data warehouse. NAWQA Data Warehouse http://water.usgs.gov/nawqa/data.html A collection of chemical, biological, and physical water quality data used in the National Water Quality Assessment (NAWQA) program, drawn partly from NWIS and BioData. -

51. Astrobiology: the Final Frontier of Science Education
www.astrosociety.org/uitc No. 51 - Summer 2000 © 2000, Astronomical Society of the Pacific, 390 Ashton Avenue, San Francisco, CA 94112. Astrobiology: The Final Frontier of Science Education by Jodi Asbell-Clarke and Jeff Lockwood What (or Whom) Are We Looking For? Where Do We Look? Lessons from Our Past The Search Is On What Does the Public Have to Learn from All This? A High School Curriculum in Astrobiology Astrobiology seems to be all the buzz these days. It was the focus of the ASP science symposium this summer; the University of Washington is offering it as a new Ph.D. program, and TERC (Technical Education Research Center) is developing a high school integrated science course based on it. So what is astrobiology? The NASA Astrobiology Institute defines this new discipline as the study of the origin, evolution, distribution, and destiny of life in the Universe. What this means for scientists is finding the means to blend research fields such as microbiology, geoscience, and astrophysics to collectively answer the largest looming questions of humankind. What it means for educators is an engaging and exciting discipline that is ripe for an integrated approach to science education. Virtually every topic that one deals with in high school science is embedded in astrobiology. What (or Whom) Are We Looking For? Movies and television shows such as Contact and Star Trek have teased viewers with the idea of life on other planets and even in other galaxies. Illustration courtesy of and © 2000 by These fictional accounts almost always deal with intelligent beings that have Kathleen L.