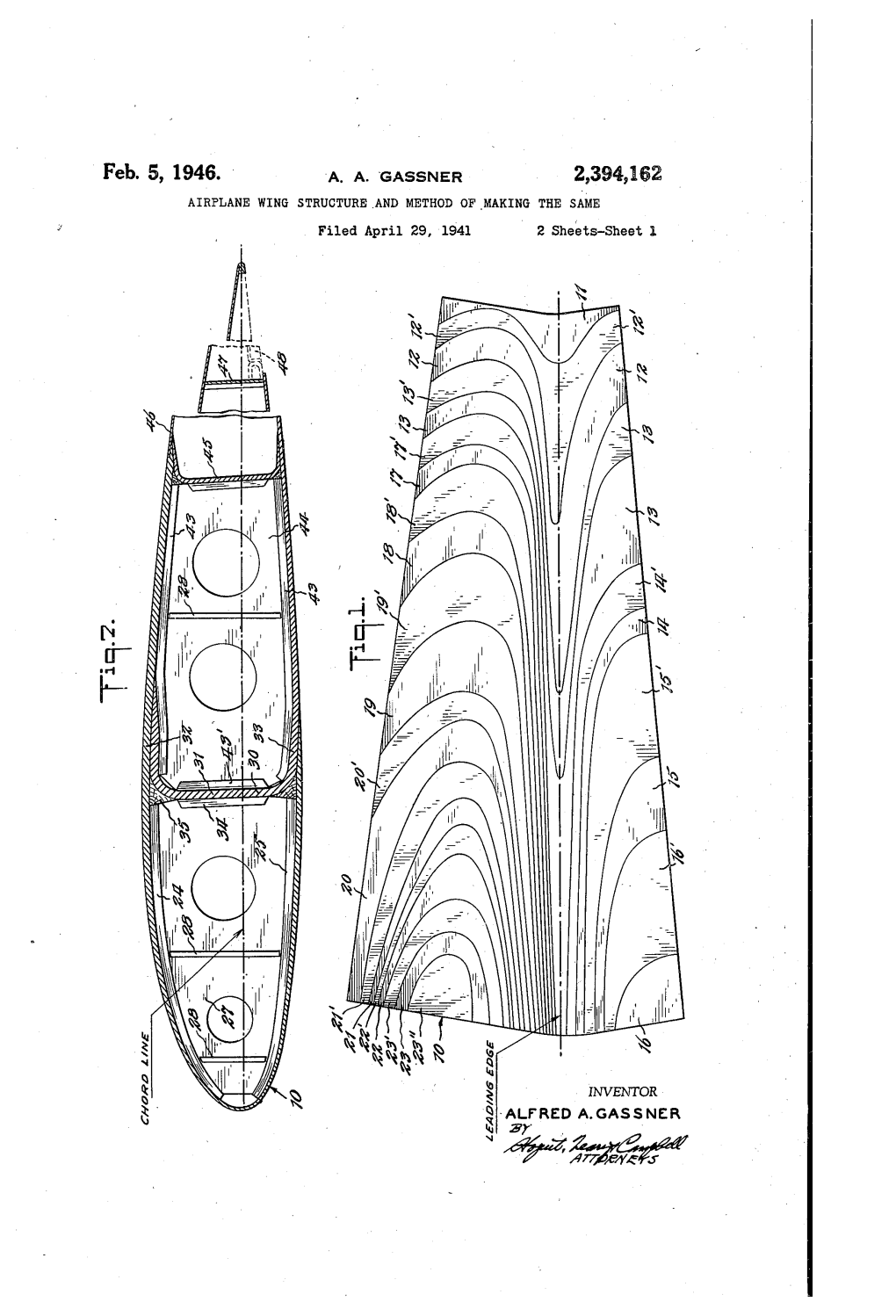
Feb' 5» 1946- ' -A. A. Gassner 2,394,12
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Unit-1 Notes Faculty Name
SCHOOL OF AERONAUTICS (NEEMRANA) UNIT-1 NOTES FACULTY NAME: D.SUKUMAR CLASS: B.Tech AERONAUTICAL SUBJECT CODE: 7AN6.3 SEMESTER: VII SUBJECT NAME: MAINTENANCE OF AIRFRAME AND SYSTEMS DESIGN AIRFRAME CONSTRUCTION: Various types of structures in airframe construction, tubular, braced monocoque, semimoncoque, etc. longerons, stringers, formers, bulkhead, spars and ribs, honeycomb construction. Introduction: An aircraft is a device that is used for, or is intended to be used for, flight in the air. Major categories of aircraft are airplane, rotorcraft, glider, and lighter-than-air vehicles. Each of these may be divided further by major distinguishing features of the aircraft, such as airships and balloons. Both are lighter-than-air aircraft but have differentiating features and are operated differently. The concentration of this handbook is on the airframe of aircraft; specifically, the fuselage, booms, nacelles, cowlings, fairings, airfoil surfaces, and landing gear. Also included are the various accessories and controls that accompany these structures. Note that the rotors of a helicopter are considered part of the airframe since they are actually rotating wings. By contrast, propellers and rotating airfoils of an engine on an airplane are not considered part of the airframe. The most common aircraft is the fixed-wing aircraft. As the name implies, the wings on this type of flying machine are attached to the fuselage and are not intended to move independently in a fashion that results in the creation of lift. One, two, or three sets of wings have all been successfully utilized. Rotary-wing aircraft such as helicopters are also widespread. This handbook discusses features and maintenance aspects common to both fixed wing and rotary-wing categories of aircraft. -

THE BIRTH of the ATLANTIC AIRLINER Part Iva The
THE BIRTH OF THE ATLANTIC AIRLINER (1920-1940) by Rit Staalman Part IVa The Ultimate Propeller Airliner SUMMING UP: 1. Required for an Atlantic Airliner: Low Own Weight (airframe + engines), High Load Capacity, Low Drag. 2. Suitable building material: Dur-Aluminum (favourable weight/strength + durability); suitable construction method: Semi-monocoque, i.e. skin takes part of load. 3. Design:: make wings as small as possible = high wing loads (see earlier). 4. Small wings decrease weight, also lower drag. They require airplane to fly at high speed. (For the Atlantic this is good, because the plane often has to battle high head winds.) High air speed implies that good aerodynamic form is needed. It also implies that high power is needed, especially at take- off with full load. 5. Powerful,/light-weight engines become available in the 1930’s (see appendix). 6.The various flight regimes (take-off, climbing, cruising with different weights) require propellers with adjustable blade angles. These also appear on the market in the same period. So at the beginning of World War II all elements are available for the construction of practical Atlantic airliners. 1930: AMERICA GOES MONO AND METAL 1 1. Boeing Founded by millionaire William Edward Boeing (1881-1956) in 1916 in Seattle, the first aircraft produced by Boeing Aircraft Co.were two biplanes on floats. In 1929 Boeing became part of United Aircraft and Transport until 1934, when the U.S. government ruled that the combination of aircraft factories and airlines was against the anti-trust laws. Claire Egtvedt was chief engineer from the start. -

Aeronautics National Advisory for Committee
AERONAUTICS SEVENTEENTH ANNUAL REPORT OF THE NATIONALADVISORY COMMITTEE FOR AERONAUTICS 1931 INCLUDING TECHNICAL REPORTS ~OS. 365 to 400 lJNI.~ STATES GOVERNMENTPRIN~G OFFIOE WASHINGTON: 1S82 Forde bytheSuperintendentof Documents,Waehlugton.D.C.---------- . Pricewxl(-sw2kram) LETTER OF SUBMITTAL .— To the Congress of the United Stutes: In compliance with the provisions of the act of March 3, 1915, establishing the National Advieory Committee for Aeronautics, I submit herewith the seventeenth annual report of the committee for the fiscal year ended June 30, 1931. It is noted from the committee’s report that the progress in aerodynamic development has been gratifying and that with recent notable additions to equipment the committee now has excellent facilities for the conduct of fuH-scale research on airphmes, propellers, and seaphme floats and hulls. Attention is invited to Part TTof the report presenting a summary of progress in the technical development of aircraft. With the steady improvement in the performance of aircraft, the relative importance of aviation increases as an agency of transportation and of natiomd defense. I cmcur in the committee’s opinion that the continuous prosecution of scientific research will provide the best assurance of further progress in the develop- ment of aircraft for aUpurposes. HERBERTHOOVER. THE TVHITEHOUSE, December 11, 1931. 111 LETTER OF TRANSMITTAL NATIONALADVISORYCOMMITTEEFOEAEROIiAKiTICS, Ta~hin@on, D. C., Nocember 17, 1931. hf E. PRESIDENT: In comphnce with the provisions of the act of Congress approved March 3, 1915 (U. S. C., title 50, sec. 163), I have the honor to transmit herewith the Seventeenth Annual Report of the National Advisory Committee for Aeronautics for the ikal year ended June 30, 1931. -
I Principles of Dynamics
Reg.No: SNS College of Technology, Coimbatore-35. (Autonomous) B.E/B.Tech- Internal Assessment -II Academic Year 2019-2020 (ODD) B Eighth Semester Aeronautical Engineering 16AEOE1 - Basic Aeronautical Engineering Time: 11/2 Hours Maximum Marks: 50 Answer All Questions PART - A (5x 1 = 5Marks) 1. In NACA Four digit airfoil the last two digits indicates a) Maximum camber b) Maximum thickness c) Maximum lift co-efficient d) Position of Maximum Camber 2. If Mach number = 1, then the flow is called a) Sonic b) Subsonic c) Transonic d) Supersonic 3. In a Monocoque structure, the load is resisted by a) Stringer b) Skin c) Longerons d) Cowling 4. Young’s Modulus of Aluminum a) 50 GPa b) 70 GPa c) 100 GPa d) 200 GPa 5. Which one of the following material has strength to weight ratio very high a) Aluminum b) Steel c) Magnesium d) Composite 6. Define Drag and their types. A force acting on aero plan, which is parallel to the direction of relative wind a opposite to thrust direction under level flight. TYPES: Profile Drag, Skin Friction Drag, Interference drag, Form Drag 7. Explain Symmetric and unsymmetrical airfoils. • Symmetric : Upper and lower surfaces are mirror image, A mean 1 camber line is coincident with chord line. A symmetric airfoil will also have a just camber of Zero. • Unsymmetrical: An asymmetric airfoil for which the mean camber line will be above the chord line. 8. Define camber in an airfoil. Camber line: curved line from the leading edge to the trailing edge, which is equivalent between the upper surface and the lower surfaces of the airfoil. -

Air Frame and Systems, Electrics, Powerplant and Emergency Equipments
Air Frame and Systems, Electrics, Powerplant and Emergency Equipments AirFrame and Systems – Fuselage What are the most frequent used materials in a monocoque or semi-monocoque structure? A) Steel. B) Aluminium or magnesium alloy. C) Wood. D) Composite fibres A framework of truss type fuselage is used in: A) Medium range commuter type turbo-props B) Heavy wide bodied subsonic turbo-fan aircraft C) Light training aircraft mainly D) Supersonic aircraft A semi-monocoque fuselage has... in the longitudinal direction. Together with the frames, they resist... moments and axial forces. The skin panels are loaded mainly in... A) Stringers, bending, shear. B) Stringers, bending, buckling. C) Bars, buckling, bending. D) Spars, torsion, shear. Aircraft structures consists mainly of: A) Light alloy steel sheets with copper rivets and titanium or steel materials at points requiring high strength. B) Magnesium alloy sheets with aluminium rivets and titanium or steel at points requiring high strength. C) Aluminium sheets and rivets with titanium or steel materials at points requiring high strength. D) Aluminium alloy sheets and rivets with titanium or steel materials at points requiring high strength. What is the purpose of the stringers? A) To produce stress risers. B) To absorb the torsional and compressive stresses. C) To support the primary control surfaces. D) To prevent buckling and bending by supporting and stiffening the skin. The primary purpose of the fuselage is to: A) Provide access to the cockpit. B) House the crew and payload. C) Support the wings. D) Keep out adverse weather. Fatigue life of the fuselage is mostly based on: A) Number of cycles at maximum differential. -
Pub Date Abstract
DOCUMENT RESUME ED 058 456 VT 014 597 TITLE Exploring in Aeronautics. An Introductionto Aeronautical Sciences. INSTITUTION National Aeronautics and SpaceAdministration, Cleveland, Ohio. Lewis Research Center. REPORT NO NASA-EP-89 PUB DATE 71 NOTE 398p. AVAILABLE FROMSuperintendent of Documents, U.S. GovernmettPrinting Office, Washington, D.C. 20402 (Stock No.3300-0395; NAS1.19;89, $3.50) EDRS PRICE MF-$0.65 HC-$13.16 DESCRIPTORS Aerospace Industry; *AerospaceTechnology; *Curriculum Guides; Illustrations;*Industrial Education; Instructional Materials;*Occupational Guidance; *Textbooks IDENTIFIERS *Aeronatics ABSTRACT This curriculum guide is based on a year oflectures and projects of a contemporary special-interestExplorer program intended to provide career guidance and motivationfor promising students interested in aerospace engineering and scientific professions. The adult-oriented program avoidstechnicality and rigorous mathematics and stresses real life involvementthrough project activity and teamwork. Teachers in high schoolsand colleges will find this a useful curriculum resource, w!th manytopics in various disciplines which can supplement regular courses.Curriculum committees, textbook writers and hobbyists will also findit relevant. The materials may be used at college level forintroductory courses, or modified for use withvocationally oriented high school student groups. Seventeen chapters are supplementedwith photographs, charts, and line drawings. A related document isavailable as VT 014 596. (CD) SCOPE OF INTEREST NOTICE The ERIC Facility has assigned this document for processing to tri In our judgement, thisdocument is also of interest to the clearing- houses noted to the right. Index- ing should reflect their special points of view. 4.* EXPLORING IN AERONAUTICS an introduction to Aeronautical Sciencesdeveloped at the NASA Lewis Research Center, Cleveland, Ohio. -
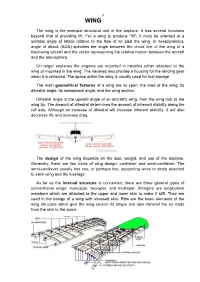
The Wing Is the Principal Structural Unit of the Airplane. It Has Several Functions Beyond That of Providing Lift. for a Wing To
1 WING The wing is the principal structural unit of the airplane. It has several functions beyond that of providing lift. For a wing to produce "lift", it must be oriented at a suitable angle of attack relative to the flow of air past the wing. In aerodynamics, angle of attack (AOA) specifies the angle between the chord line of the wing of a fixed-wing aircraft and the vector representing the relative motion between the aircraft and the atmosphere. On larger airplanes the engines are mounted in nacelles either attached to the wing or mounted in the wing. The nacelles also provide a housing for the landing gear when it is retracted. The space within the wing is usually used for fuel storage. The main geometrical features of a wing are its span; the area of the wing; its dihedral angle; its sweepback angle; and the wing section. Dihedral angle is the upward angle of an aircraft's wing, from the wing root to the wing tip. The amount of dihedral determines the amount of inherent stability along the roll axis. Although an increase of dihedral will increase inherent stability, it will also decrease lift, and increase drag. The design of the wing depends on the size, weight, and use of the airplane. Generally, there are two kinds of wing design: cantilever and semi-cantilever. The semi-cantilever usually has one, or perhaps two, supporting wires or struts attached to each wing and the fuselage. As far as the internal structure is concerned, there are three general types of conventional wings: monospar, two-spar, and multispar. -

Of Light Aircraft
I I I , 1 NASA CONTRACTOR ~ i REPORT I Id 00 lb c t OL U * vb 4 z A STUDY OF NACAAND NASA PUBLISHED INFORMATION OF PERTINENCE IN THE DESIGN OF LIGHT AIRCRAFT Volume I - Structures by Fredm-ck 0. Smetma Prepared by NORTH CAROLINA STATE UNIVERSITY Raleigh, N. C. for Langley Research Center NATIONAL AERONAUTICS AND SPACE ADMINISTRATION WASHINGTON,D. C. A STUDY OF NACA AND NASA PUBLISHED INFOR.MATION OF PERTINENCE IN THE DESIGN OF LIGHT AIRCRAFT Volume I - Structures By Frederick 0. Smetana Distribution of this report is provided in the interestof information exchange. Responsibility for the contents resides in the author or organization that prepared it. Prepared under Contract No. 1-7265 by DEPARTMENT OF MECHANICAL AND AEROSPACE ENGINEERJNG NORTH CAROLINA STATE UNIVERSITY Raleigh, N.C. for Langley Research Center NATIONAL AERONAUTICS AND SPACE ADMINISTRATION For sale by the Clearinghouse for Federal Scientific and Technical information Springfield, Virginia 22151 - Price $3.00 Acknowledgements Examination will show that the preparation of this report involved a great many lengthyeditorial tasks. Many figures were prepared,reports had tobe secured, account kept of thosereviewed, typescript' proofread, etc. Mr. Delbert C. Summey was principallyresponsible for these functions. His contribution is herewith gratefully acknowledged. Mr- Joseph W. Stickle of theLangley Research Center, who acted as technical monitor, mademany valuable suggestions relative to' the conduct of the work. His contribution is also acknowledged. iii "--_ Table of Contents Page GeneralIntroduction ........................... 1 GeneralConclusions ........................... 4 A Study of NACA and NASA Published Information of Pertinence inthe Designand Construction of Light Aircraft Structures ...... 6 Appendix ................................ -

Question Bank Question Bank
Question Bank Question Bank Vol 1 Vol 1 JaR-FCL JaR-FCL type examples type examples Copyright 2012 Pooleys Flight Equipment Ltd Copyright 2012 Pooleys Flight Equipment Ltd ISBN. 0-902037-49-8 ISBN. 0-902037-49-8 First Edition published 2000 First Edition published 2000 Reprinted 2012 Reprinted 2012 This book is intended as a training aid and not a mandatory document.All rights reserved. This book is intended as a training aid and not a mandatory document.All rights reserved. No part of this book may be reproduced or transmitted in any form by any means, No part of this book may be reproduced or transmitted in any form by any means, electronic or mechanical, including photocopying, recording or by any information storage electronic or mechanical, including photocopying, recording or by any information storage and retrieval system, without permission from the publisher in writing. and retrieval system, without permission from the publisher in writing. Pooleys Flight equipment Ltd Pooleys Flight equipment Ltd Telephone: +44(0)208 953 4870 Telephone: +44(0)208 953 4870 Facsimile: +44(0)208 953 2512 Facsimile: +44(0)208 953 2512 Email: [email protected] Email: [email protected] Website: www.pooleys.com Website: www.pooleys.com Question Bank Question Bank Vol 1 Vol 1 by Mike Burton by Mike Burton General Knowledge General Knowledge Systems Systems Powerplants Powerplants Instruments Instruments Electrics Electrics Electronics Electronics Mass & Balance Mass & Balance Performance Performance Principles of Flight Principles of Flight Propellers Propellers Preface Preface The questions contained within this book are representative of the questions that The questions contained within this book are representative of the questions that may be encountered in the J.A.R examination. -

Airframe & Aircraft Components By
Airframe & Aircraft Components (According to the Syllabus Prescribed by Director General of Civil Aviation, Govt. of India) FIRST EDITION AIRFRAME & AIRCRAFT COMPONENTS Prepared by L.N.V.M. Society Group of Institutes * School of Aeronautics ( Approved by Director General of Civil Aviation, Govt. of India) * School of Engineering & Technology ( Approved by Director General of Civil Aviation, Govt. of India) Compiled by Sheo Singh Published By L.N.V.M. Society Group of Institutes H-974, Palam Extn., Part-1, Sec-7, Dwarka, New Delhi-77 Published By L.N.V.M. Society Group of Institutes, Palam Extn., Part-1, Sec.-7, Dwarka, New Delhi - 77 First Edition 2007 All rights reserved; no part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior written permission of the publishers. Type Setting Sushma Cover Designed by Abdul Aziz Printed at Graphic Syndicate, Naraina, New Delhi. Dedicated To Shri Laxmi Narain Verma [ Who Lived An Honest Life ] Preface This book is intended as an introductory text on “Airframe and Aircraft Components” which is an essential part of General Engineering and Maintenance Practices of DGCA license examination, BAMEL, Paper-II. It is intended that this book will provide basic information on principle, fundamentals and technical procedures in the subject matter areas relating to the “Airframe and Aircraft Components”. The written text is supplemented with large number of suitable diagrams for reinforcing the key aspects. I acknowledge with thanks the contribution of the faculty and staff of L.N.V.M. -
Airframes and Systems
Airframes and Systems I. Fuselage II. Cockpit and Cabin Window III. Wing IV. Stabilizing surfaces V. Landing gear VI. Flight controls (construction and operation) VII. Hydraulics VIII. Air Driven System (Piston Engine) IX. Air Driven System (Turbo propeller And Jet Aircraft) X. Non-pneumatic operated de-ice and anti-ice systems XI. Fuel System Fuselage: 1.What are the most frequent used materials in a monocoque or semi-monocoque structure? A) Wood. B) Composite fibres. C) Aluminium or magnesium alloy. D) Steel. A framework of truss type fuselage is used in: A) Supersonic aircraft B) Medium range commuter type turbo-props C) Heavy wide bodied subsonic turbo-fan aircraft D) Light training aircraft mainly A semi-monocoque fuselage has... in the longitudinal direction. Together with the frames, they resist... moments and axial forces. The skin panels are loaded mainly in... A) Bars, buckling, bending. B) Stringers, bending, shear. C) Spars, torsion, shear. D) Stringers, bending, buckling. Aircraft structures consists mainly of: A) Magnesium alloy sheets with aluminium rivets and titanium or steel at points requiring high strength. B) Light alloy steel sheets with copper rivets and titanium or steel materials at points requiring high strength. C) Aluminium alloy sheets and rivets with titanium or steel materials at points requiring high strength. D) Aluminium sheets and rivets with titanium or steel materials at points requiring high strength. What is the purpose of the stringers? A) To absorb the torsional and compressive stresses. B) To support the primary control surfaces. C) To produce stress risers. D) To prevent buckling and bending by supporting and stiffening the skin. -

Abstracts. from the Scientific and Technical Press
ABSTRACTS. FROM THE SCIENTIFIC AND TECHNICAL PRESS. Issued by the Directorates of Scientific Research and Technical Development, Air Ministry (Prepared by R.T.P.3.) No. 101. APRIL, 1942. Notices and abstracts from the Scientific and Technical Press are prepared primarily for the information of Scientific and Technical Staffs. Particular attention is paid to the work carried out in foreign countries, on the assumption that the more accessible British work (for example that published by the Aeronautical Research Committee) is already known to these Staffs. Requests from scientific and technical staffs for further information of transla tions should be addressed to R.T.P.3, Ministry of Aircraft Production, and not to the Royal Aeronautical Society. Only a limited number of the articles quoted from foreign journals are trans lated and usually only the original can be supplied on loan. If, however, translation is required, application should be made in writing to R.T.P.3, the requests being considered in accordance with existing facilities. NOTE.—As far as possible, the country of origin quoted in the items refers to the original source. INDEX TO ABSTRACTS No. 101 Theory and Practice of Warfare ... ... ... ... ... ... ... ... ... 1-5 Aerodynamics and Hydrodynamics ... ... ... ••• ... ... 6-11 Aircraft and Airscrews (incl. Structure) ... ... ... ... ... ... ... 12-20 Materials and Elasticity ... ... ... 21-37 Engines and Accessories 38-51 Fuels and Lubricants 52-57 Instruments 58-65 Production and Training 66-69 The Anti-Tank Armament of the Fighter Aeroplane. (C. Rougeron, Inter. A via., No. 807, 16/3/42, pp. 1.4.) (101/1 Switzerland.) In order to obtain a satisfactory firing accuracy in aerial fighting, the distance of attack must be as small as possible, as a result of which the projectile with :i high muzzle velocity hits the opposing aircraft's armour with a force differing only little from its energy upon leaving the barrel.