For Hydrogen Peroxide Production from Hydrogen and Oxygen
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Production of Cyclohexane Through Catalytic Hydrogenation of Benzene
Production of Cyclohexane through Catalytic Hydrogenation of Benzene Background Cyclohexane is industrially produced from Benzene as it is not a naturally available resource. Cyclohexane undergoes oxidation reactions yielding Cyclohexanone and Cyclohexanol which are precursors for the production of Adipic acid and Caprolactum. Caprolactum is the raw material used for producing polymer Nylon-6. Benzene reacts with a mixture of hydrogen and methane in contact with a Nickel based catalyst producing Cyclohexane. The conversion of this vapour phase reaction is almost 99%. Reaction involved: Benzene + Hydrogen Cyclohexane (Vapour Phase) Reactor Used: Catalytic Packed Bed Conversion Reactor Reactor conditions: Outlet Temperature = 497 K, Pressure Drop = 1.02 atm Catalyst Used: Nickel Based Process Description Fresh benzene (370 kmol/h) and excess hydrogen (1470 kmol/h) is preheated to a temperature of 422 K and sent to a packed bed reactor. A vapour phase reaction occurs in the reactor at 497 K which converts benzene to cyclohexane through catalytic hydrogenation of benzene. The conversion of this reaction is about 99%. The reactor products are cooled to 370 K and sent through a pressure reduction valve which reduces the pressure of the stream from 30 atm to 24 atm. A two stage separator separates the product cyclohexane from unreacted hydrogen and methane- first at a high pressure (24 atm) and then at a lower pressure (3 atm). The unreacted hydrogen-methane mixture is recovered from the top of the flash column and is sent to a splitter having a splittling ratio of 9:1. The smaller stream is sent as a recycle stream and mixes with fresh hydrogen, while the rest is drawn out as fuel gas for incinerators. -

Status and Prospects of Organic Redox Flow Batteries Toward Sustainable Energy Storage Jian Luo,† Bo Hu,† Maowei Hu,† Yu Zhao,‡ and T
Review Cite This: ACS Energy Lett. 2019, 4, 2220−2240 http://pubs.acs.org/journal/aelccp Status and Prospects of Organic Redox Flow Batteries toward Sustainable Energy Storage Jian Luo,† Bo Hu,† Maowei Hu,† Yu Zhao,‡ and T. Leo Liu*,† † The Department of Chemistry and Biochemistry, Utah State University, Logan, Utah 84322, United States ‡ Key Laboratory of Marine Chemistry Theory and Technology, Ministry of Education, College of Chemistry and Chemical Engineering, Ocean University of China, Qingdao 266100, China ABSTRACT: Redox flow batteries (RFBs) are regarded a promising technology for large-scale electricity energy storage to realize efficient utilization of intermittent renewable energy. Redox -active materials are the most important components in the RFB system because their physicochemical and electrochemical proper- ties directly determine their battery performance and energy storage cost. Designable, tunable, and potentially low-cost redox- active organic compounds are promising alternatives to traditional redox-active inorganic compounds for RFB applications. Herein, the representative designs of redox-active molecules, recent development of organic RFBs (ORFBs), and advantages/ disadvantages of different ORFB are reviewed. Especially the relationship between redox-active molecules’ physicochemical properties and their battery performance is discussed with an emphasis on the side reactions that cause fading of battery capacity. Finally, we provide an outlook on the development of high-performance ORFBs for practical energy storage -

Molecular Modeling of the Reduction Mechanism in the Citrate- Mediated Synthesis of Gold Nanoparticles Isaac Ojea-Jimeneź † and Josep M
Article pubs.acs.org/JPCC Molecular Modeling of the Reduction Mechanism in the Citrate- Mediated Synthesis of Gold Nanoparticles Isaac Ojea-Jimeneź † and Josep M. Campanera‡,* † Centre d’Investigacióen Nanociencià i Nanotecnologia (CIN2, ICN-CSIC), Campus UAB, 08193, Cerdanyola del Valles,̀ Spain ‡ Departament de Fisicoquímica, Facultat de Farmacia,̀ Universitat de Barcelona, Av. Joan XXIII, s/n, Diagonal Sud, 08028 Barcelona, Spain *S Supporting Information ABSTRACT: The synthesis of gold nanoparticles (Au NPs) via the reduction of tetrachloroauric acid by sodium citrate has become a standard procedure in nanotechnology. Simultaneously, gold- mediated reactions are gaining interest due to their catalytic properties, unseen in other metals. In this study, we have investigated the theoretical mechanism of this reaction under three different pH conditions (acid, mild acid, and neutral) and have corroborated our findings with experimental kinetic measurements by UV−vis absorption spectroscopy and transmission electron microscopy (TEM) analysis of the final particle morphology. We have demonstrated that, indeed, the pH of the medium ultimately determines the reaction rate of the reduction, which is the rate-limiting step in the Au NPs formation and involves decarboxylation of the citrate. The pH sets the dominant species of each of the reactants and, consequently, the reaction pathways slightly differ in each pH condition. The mechanism highlights the effect of the number of Cl− ligands in the metallocomplex, which ultimately originates the energetic -

Appendix F. Glossary
Appendix F. Glossary 2DEG 2-dimensional electron gas A/D Analog to digital AAAR American Association for Aerosol Research ADC Analog-digital converter AEM Analytical electron microscopy AFM Atomic force microscope/microscopy AFOSR Air Force Office of Scientific Research AIST (Japan) Agency of Industrial Science and Technology AIST (Japan, MITI) Agency of Industrial Science and Technology AMLCD Active matrix liquid crystal display AMM Amorphous microporous mixed (oxides) AMO Atomic, molecular, and optical AMR Anisotropic magnetoresistance ARO (U.S.) Army Research Office ARPES Angle-resolved photoelectron spectroscopy ASET (Japan) Association of Super-Advanced Electronics Technologies ASTC Australia Science and Technology Council ATP (Japan) Angstrom Technology Partnership ATP Adenosine triphosphate B Magnetic flux density B/H loop Closed figure showing B (magnetic flux density) compared to H (magnetic field strength) in a magnetizable material—also called hysteresis loop bcc Body-centered cubic BMBF (Germany) Ministry of Education, Science, Research, and Technology (formerly called BMFT) BOD-FF Bond-order-dependent force field BRITE/EURAM Basic Research of Industrial Technologies for Europe, European Research on Advanced Materials program CAD Computer-assisted design CAIBE Chemically assisted ion beam etching CBE Chemical beam epitaxy 327 328 Appendix F. Glossary CBED Convergent beam electron diffraction cermet Ceramic/metal composite CIP Cold isostatic press CMOS Complementary metal-oxide semiconductor CMP Chemical mechanical polishing -

(1) Title: Gas-Phase Oxidation and Disproportionation of Nitric Oxide
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Community Repository of Fukui 1 Title (1) Title: Gas-phase oxidation and disproportionation of nitric oxide (2) Running title: Gas-phase oxidation and disproportionation of NO (3) Authors: Hirokazu Tsukahara*, Takanobu Ishida†, Mitsufumi Mayumi* *Department of Pediatrics, Faculty of Medicine, Fukui Medical University, Fukui 910-1193, Japan †Department of Chemistry, State University of New York at Stony Brook, New York 11794-3400, USA (4) Correspondence: Hirokazu Tsukahara, M.D., Ph.D. Department of Pediatrics, Faculty of Medicine, Fukui Medical University, Fukui 910-1193, Japan Telephone: 81-776-61-3111 (ex. 2316), FAX: 81-776-61-8129 E-mail: [email protected] 2 Introduction Nitrogen and oxygen together comprise over 98% of the air we breathe. Nitric oxide (NO) is a simple molecule, consisting of a single nitrogen bonded to one oxygen atom, which makes its chemistry accessible to study in great detail.1,2 However, it is only recently that mammalian cells were discovered to produce NO as a short-lived intercellular messenger.3,4 NO participates in blood pressure control, neurotransmission and inflammation. Moreover, NO is the biologically active species released from a variety of cardiovascular drugs such as nitroglycerin and isosorbide dinitrate.5 One important function of NO is in the macrophage-dependent killing of invaders, and possibly cancer cells, indicating the potential of this free radical to mediate cytotoxic and pathological effects.6 When inhaled, NO acts as a selective pulmonary vasodilator. There is intense clinical interest in inhalation of low doses of NO (less than 1 to 80 ppm) in the treatment of diseases characterized by pulmonary hypertension and hypoxemia (Table I).7,8 The inhaled NO therapy is fairly inexpensive, but it seems that it is not indicated for everybody with regards to the paradigm of its efficiency and potential toxicity. -
Chapter 3 CHEMICAL MODIFICATION of OILS and FATS
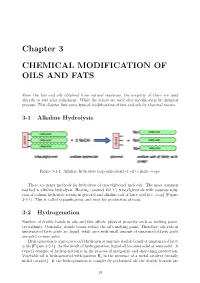
Chapter 3 CHEMICAL MODIFICATION OF OILS AND FATS From the fats and oils obtained from natural resources, the majority of them are used directly or just after refinement. While the others are used after modification by chemical process. This chapter lists some typical modifications of fats and oils by chemical means. 3-1 Alkaline Hydrolysis Figure 3-1-1: Alkaline hydrolysis (saponification) of oil to make soaps. There are many methods for hydrolysis of triacylglycerol molecule. The most common method is alkaline hydrolysis. Heating (around 100˚C)triacylglycerols with aqueous solu- tion of sodium hydroxide results in glycerol and alkaline salt of fatty acid (i.e. soap) (Figure 3-1-1). This is called saponification, and used for production of soap. 3-2 Hydrogenation Number of double bonds in oils and fats affects physical property such as melting point, crystallinity. Generally, double bonds reduce the oil’s melting point. Therefore, oils rich in unsaturated fatty acids are liquid, while ones with small amount of unsaturated fatty acids are solid or semi-solid. Hydrogenation is a process to add hydrogen atoms into double bonds of unsaturated fatty acids (Figure 3-2-1). As the result of hydrogenation, liquid oil becomes solid or semi-solid. A typical example of hydrogenation is in the process of margarine and shortening production. Vegetable oil is hydrogenated with gaseous H2 in the presence of a metal catalyst (usually nickel catalyst). If the hydrogenation is completely performed, all the double bounds are 19 Figure 3-2-1: Hydrogenation. converted to the saturated ones with the same carbon number. -

Disproportionation and Transalkylation of Alkylbenzenes Over Zeolite Catalysts
Applied Catalysis A: General 181 (1999) 355±398 Disproportionation and transalkylation of alkylbenzenes over zeolite catalysts Tseng-Chang Tsaia, Shang-Bin Liub, Ikai Wangc,* aRe®ning and Manufacturing Research Center, Chinese Petroleum Corporation, Chiayi 600, Taiwan bInstitute of Atomic and Molecular Sciences, Academia Sinica, PO Box 23-166, Taipei 106, Taiwan cDepartment of Chemical Engineering, National Tsing-Hua University, Hsinchu 300, Taiwan Received 13 June 1998; received in revised form 3 October 1998; accepted 5 November 1998 Abstract Disproportionation and transalkylation are important processes for the interconversion of mono-, di-, and tri-alkylbenzenes. In this review, we discuss the recent advances in process technology with special focus on improvements of para-isomer selectivity and catalyst stability. Extensive patent search and discussion on technology development are presented. The key criteria for process development are identi®ed. The working principles of para-isomer selectivity improvements involve the reduction of diffusivity and the inactivation of external surface. In conjunction with the fundamental research, various practical modi®cation aspects particularly the pre-coking and the silica deposition techniques, are extensively reviewed. The impact of para-isomer selective technology on process economics and product recovery strategy is discussed. Furthermore, perspective trends in related research and development are provided. # 1999 Elsevier Science B.V. All rights reserved. Keywords: Disproportionation; Transalkylation; -

Hydrogenation Reaction
SOP: How to Run an Atmospheric-Pressure Hydrogenation Reaction Hazards: Hydrogenation reactions pose a significant fire hazard due to the use of flammable reagents and solvents. Such reagents include palladium on carbon (Pd/C), which is highly flammable and can ignite solvents and hydrogen. It is especially dangerous after having been used for the hydrogenation. The presence of hydrogen gas increases the risk of explosion. Special Precautions: Remove any excess clutter and any flammable solvents that are not needed from your fume hood for the reaction. Be prepared for the possibility of a small fire. Do not panic if this occurs, but simply cover the flask or funnel in which there is a fire with a watch glass and it will go out. Have a suitable sized watch glass on hand. Recommended Apparatus: A three-necked flask equipped with a magnetic stirring bar, a nitrogen inlet adapter connected to a nitrogen/vacuum manifold, a glass stopper or rubber septum, and a gas inlet adapter with a stopcock and a balloon filled with hydrogen. Procedure: 1. Put a weighed quantity of the catalyst in the flask. 2. Evacuate and back-fill the flask with nitrogen 3 times. 3. Add your solvent under a countercurrent of nitrogen. CAUTION: Do not pour your solvent from a 4-liter bottle or a 1-liter bottle. Use a small Erlenmeyer flask (for example 125 mL) containing only the needed amount of solvent. 4. Add your substrate to be hydrogenated to the flask. 5. Evacuate and back-fill the flask with hydrogen. 6. If needed, you may replace the balloon with a full one as needed during the reaction. -

Gas-Phase Boudouard Disproportionation Reaction Between Highly Vibrationally Excited CO Molecules
Chemical Physics 330 (2006) 506–514 www.elsevier.com/locate/chemphys Gas-phase Boudouard disproportionation reaction between highly vibrationally excited CO molecules Katherine A. Essenhigh, Yurii G. Utkin, Chad Bernard, Igor V. Adamovich *, J. William Rich Nonequilibrium Thermodynamics Laboratories, Department of Mechanical Engineering, The Ohio State University, Columbus, OH 43202, USA Received 3 September 2006; accepted 21 September 2006 Available online 30 September 2006 Abstract The gas-phase Boudouard disproportionation reaction between two highly vibrationally excited CO molecules in the ground elec- tronic state has been studied in optically pumped CO. The gas temperature and the CO vibrational level populations in the reaction region, as well as the CO2 concentration in the reaction products have been measured using FTIR emission and absorption spectroscopy. The results demonstrate that CO2 formation in the optically pumped reactor is controlled by the high CO vibrational level populations, rather than by CO partial pressure or by flow temperature. The disproportionation reaction rate constant has been determined from the measured CO2 and CO concentrations using the perfectly stirred reactor (PSR) approximation. The reaction activation energy, 11.6 ± 0.3 eV (close to the CO dissociation energy of 11.09 eV), was evaluated using the statistical transition state theory, by comparing the dependence of the measured CO2 concentration and of the calculated reaction rate constant on helium partial pressure. The dispro- À18 3 portionation reaction rate constant measured at the present conditions is kf =(9±4)· 10 cm /s. The reaction rate constants obtained from the experimental measurements and from the transition state theory are in good agreement. -

BENZENE Disclaimer
United States Office of Air Quality EPA-454/R-98-011 Environmental Protection Planning And Standards June 1998 Agency Research Triangle Park, NC 27711 AIR EPA LOCATING AND ESTIMATING AIR EMISSIONS FROM SOURCES OF BENZENE Disclaimer This report has been reviewed by the Office of Air Quality Planning and Standards, U.S. Environmental Protection Agency, and has been approved for publication. Mention of trade names and commercial products does not constitute endorsement or recommendation of use. EPA-454/R-98-011 ii TABLE OF CONTENTS Section Page LIST OF TABLES.....................................................x LIST OF FIGURES.................................................. xvi EXECUTIVE SUMMARY.............................................xx 1.0 PURPOSE OF DOCUMENT .......................................... 1-1 2.0 OVERVIEW OF DOCUMENT CONTENTS.............................. 2-1 3.0 BACKGROUND INFORMATION ...................................... 3-1 3.1 NATURE OF POLLUTANT..................................... 3-1 3.2 OVERVIEW OF PRODUCTION AND USE ......................... 3-4 3.3 OVERVIEW OF EMISSIONS.................................... 3-8 4.0 EMISSIONS FROM BENZENE PRODUCTION ........................... 4-1 4.1 CATALYTIC REFORMING/SEPARATION PROCESS................ 4-7 4.1.1 Process Description for Catalytic Reforming/Separation........... 4-7 4.1.2 Benzene Emissions from Catalytic Reforming/Separation .......... 4-9 4.2 TOLUENE DEALKYLATION AND TOLUENE DISPROPORTIONATION PROCESS ............................ 4-11 4.2.1 Toluene Dealkylation -

Catalytic Hydrogenation and Dehydrogenation Reactions of N-Alkyl-Bis(Carbazole)-Based Hydrogen Storage Materials
catalysts Article Catalytic Hydrogenation and Dehydrogenation Reactions of N-alkyl-bis(carbazole)-Based Hydrogen Storage Materials Joori Jung 1,2,†, Byeong Soo Shin 3,4,†, Jeong Won Kang 4,5,* and Won-Sik Han 1,* 1 Department of Chemistry, Seoul Women’s University, Seoul 01797, Korea; [email protected] 2 REYON Pharmaceutical, Co., Ltd., Anyang 01459, Korea 3 Hyundai Motor Company, Strategy & Technology Division, Ulwang 16082, Korea; [email protected] 4 Department of Chemical and Biological Engineering, Korea University, Seoul 02841, Korea 5 Graduate School of Energy and Environment, Korea University, Seoul 02841, Korea * Correspondence: [email protected] (J.W.K.); [email protected] (W.-S.H.) † These authors contributed equally. Abstract: Recently, there have been numerous efforts to develop hydrogen-rich organic materials because hydrogen energy is emerging as a renewable energy source. In this regard, we designed and prepared four new materials based on N-alkyl-bis(carbazole), 9,90-(2-methylpropane-1,3-diyl)bis(9H- carbazole) (MBC), 9,90-(2-ethylpropane-1,3-diyl)bis(9H-carbazole) (EBC), 9,90-(2-propylpropane-1,3- diyl)bis(9H-carbazole) (PBC), and 9,90-(2-butylpropane-1,3-diyl)bis(9H-carbazole) (BBC), to investi- gate their hydrogen adsorption/hydrogen desorption reactivity depending on the length of the alkyl chain. The gravimetric densities of MBC, EBC, PBC, and BBC were 5.86, 5.76, 5.49, and 5.31 H2 wt %, respectively, again depending on the alkyl chain length. All materials showed complete hydro- genation reactions under ruthenium on an alumina catalyst at 190 ◦C, and complete reverse reactions ◦ and dehydrogenation reactions were observed under palladium on an alumina catalyst at <280 C. -

Kinetic Investigation of Catalytic Disproportionation of Superoxide Ions in the Non- Aqueous Electrolyte Used in Li-Air Batteries
BNL-107735-2015-JA Kinetic Investigation of Catalytic Disproportionation of Superoxide Ions in the Non- aqueous Electrolyte used in Li-Air Batteries Qiang Wang1, Dong Zheng1, Meaghan E. McKinnon1 Xiao-Qing Yang2 and Deyang Qu* 1 1, Department of chemistry, University of Massachusetts Boston, 100 Morrissey Blvd., Boston, MA 02125 USA 2, Chemistry Department, Brookhaven National Laboratory, Upton, NY, 11973, USA 22 Abstract Superoxide reacts with carbonate solvents in Li-air batteries. Tris(pentafluorophenyl)borane is - found to catalyse a more rapid superoxide (O2 ) disproportionation reaction than the reaction between superoxide and propylene carbonate (PC). With this catalysis, the negative impact of the - reaction between the electrolyte and O2 produced by the O2 reduction can be minimized. A simple kinetic study using ESR spectroscopy was reported to determine reaction orders and rate constants for the reaction between PC and superoxide, and the disproportionation of superoxide catalyzed by Tris(pentafluorophenyl)borane and Li ions. The reactions are found to be first order and the rate constants are 0.033 s-1M-1, 0.020 s-1M-1 and 0.67 s-1M-1 for reactions with PC, Li ion and Tris(pentafluorophenyl)borane, respectively. Keywords: superoxide disproportionation; Lewis Acid Catalyst; Li-air battery; reaction rate constant. 1 Introduction: Li-O2 battery chemistry has aroused significant interests due to its high theoretical specific capacity, which far exceeds state-of-art Li-ion batteries, due to the cathode active material (O2) being abundant in the air. However, before Li-air chemistry becomes applicable, there are many * Corresponding author: Tel: +1 617 287 6035; Fax: +1 617 287 6185: e-mail: [email protected] 1 technical obstacles that need to be addressed.