Catalytic Hydrogenation Syringe Pump Application Note Using Teledyne Isco Syringe Pumps AN19
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Production of Cyclohexane Through Catalytic Hydrogenation of Benzene
Production of Cyclohexane through Catalytic Hydrogenation of Benzene Background Cyclohexane is industrially produced from Benzene as it is not a naturally available resource. Cyclohexane undergoes oxidation reactions yielding Cyclohexanone and Cyclohexanol which are precursors for the production of Adipic acid and Caprolactum. Caprolactum is the raw material used for producing polymer Nylon-6. Benzene reacts with a mixture of hydrogen and methane in contact with a Nickel based catalyst producing Cyclohexane. The conversion of this vapour phase reaction is almost 99%. Reaction involved: Benzene + Hydrogen Cyclohexane (Vapour Phase) Reactor Used: Catalytic Packed Bed Conversion Reactor Reactor conditions: Outlet Temperature = 497 K, Pressure Drop = 1.02 atm Catalyst Used: Nickel Based Process Description Fresh benzene (370 kmol/h) and excess hydrogen (1470 kmol/h) is preheated to a temperature of 422 K and sent to a packed bed reactor. A vapour phase reaction occurs in the reactor at 497 K which converts benzene to cyclohexane through catalytic hydrogenation of benzene. The conversion of this reaction is about 99%. The reactor products are cooled to 370 K and sent through a pressure reduction valve which reduces the pressure of the stream from 30 atm to 24 atm. A two stage separator separates the product cyclohexane from unreacted hydrogen and methane- first at a high pressure (24 atm) and then at a lower pressure (3 atm). The unreacted hydrogen-methane mixture is recovered from the top of the flash column and is sent to a splitter having a splittling ratio of 9:1. The smaller stream is sent as a recycle stream and mixes with fresh hydrogen, while the rest is drawn out as fuel gas for incinerators. -

Appendix F. Glossary
Appendix F. Glossary 2DEG 2-dimensional electron gas A/D Analog to digital AAAR American Association for Aerosol Research ADC Analog-digital converter AEM Analytical electron microscopy AFM Atomic force microscope/microscopy AFOSR Air Force Office of Scientific Research AIST (Japan) Agency of Industrial Science and Technology AIST (Japan, MITI) Agency of Industrial Science and Technology AMLCD Active matrix liquid crystal display AMM Amorphous microporous mixed (oxides) AMO Atomic, molecular, and optical AMR Anisotropic magnetoresistance ARO (U.S.) Army Research Office ARPES Angle-resolved photoelectron spectroscopy ASET (Japan) Association of Super-Advanced Electronics Technologies ASTC Australia Science and Technology Council ATP (Japan) Angstrom Technology Partnership ATP Adenosine triphosphate B Magnetic flux density B/H loop Closed figure showing B (magnetic flux density) compared to H (magnetic field strength) in a magnetizable material—also called hysteresis loop bcc Body-centered cubic BMBF (Germany) Ministry of Education, Science, Research, and Technology (formerly called BMFT) BOD-FF Bond-order-dependent force field BRITE/EURAM Basic Research of Industrial Technologies for Europe, European Research on Advanced Materials program CAD Computer-assisted design CAIBE Chemically assisted ion beam etching CBE Chemical beam epitaxy 327 328 Appendix F. Glossary CBED Convergent beam electron diffraction cermet Ceramic/metal composite CIP Cold isostatic press CMOS Complementary metal-oxide semiconductor CMP Chemical mechanical polishing -
Chapter 3 CHEMICAL MODIFICATION of OILS and FATS
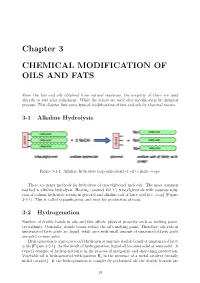
Chapter 3 CHEMICAL MODIFICATION OF OILS AND FATS From the fats and oils obtained from natural resources, the majority of them are used directly or just after refinement. While the others are used after modification by chemical process. This chapter lists some typical modifications of fats and oils by chemical means. 3-1 Alkaline Hydrolysis Figure 3-1-1: Alkaline hydrolysis (saponification) of oil to make soaps. There are many methods for hydrolysis of triacylglycerol molecule. The most common method is alkaline hydrolysis. Heating (around 100˚C)triacylglycerols with aqueous solu- tion of sodium hydroxide results in glycerol and alkaline salt of fatty acid (i.e. soap) (Figure 3-1-1). This is called saponification, and used for production of soap. 3-2 Hydrogenation Number of double bonds in oils and fats affects physical property such as melting point, crystallinity. Generally, double bonds reduce the oil’s melting point. Therefore, oils rich in unsaturated fatty acids are liquid, while ones with small amount of unsaturated fatty acids are solid or semi-solid. Hydrogenation is a process to add hydrogen atoms into double bonds of unsaturated fatty acids (Figure 3-2-1). As the result of hydrogenation, liquid oil becomes solid or semi-solid. A typical example of hydrogenation is in the process of margarine and shortening production. Vegetable oil is hydrogenated with gaseous H2 in the presence of a metal catalyst (usually nickel catalyst). If the hydrogenation is completely performed, all the double bounds are 19 Figure 3-2-1: Hydrogenation. converted to the saturated ones with the same carbon number. -

Hydrogenation Reaction
SOP: How to Run an Atmospheric-Pressure Hydrogenation Reaction Hazards: Hydrogenation reactions pose a significant fire hazard due to the use of flammable reagents and solvents. Such reagents include palladium on carbon (Pd/C), which is highly flammable and can ignite solvents and hydrogen. It is especially dangerous after having been used for the hydrogenation. The presence of hydrogen gas increases the risk of explosion. Special Precautions: Remove any excess clutter and any flammable solvents that are not needed from your fume hood for the reaction. Be prepared for the possibility of a small fire. Do not panic if this occurs, but simply cover the flask or funnel in which there is a fire with a watch glass and it will go out. Have a suitable sized watch glass on hand. Recommended Apparatus: A three-necked flask equipped with a magnetic stirring bar, a nitrogen inlet adapter connected to a nitrogen/vacuum manifold, a glass stopper or rubber septum, and a gas inlet adapter with a stopcock and a balloon filled with hydrogen. Procedure: 1. Put a weighed quantity of the catalyst in the flask. 2. Evacuate and back-fill the flask with nitrogen 3 times. 3. Add your solvent under a countercurrent of nitrogen. CAUTION: Do not pour your solvent from a 4-liter bottle or a 1-liter bottle. Use a small Erlenmeyer flask (for example 125 mL) containing only the needed amount of solvent. 4. Add your substrate to be hydrogenated to the flask. 5. Evacuate and back-fill the flask with hydrogen. 6. If needed, you may replace the balloon with a full one as needed during the reaction. -

Catalytic Hydrogenation and Dehydrogenation Reactions of N-Alkyl-Bis(Carbazole)-Based Hydrogen Storage Materials
catalysts Article Catalytic Hydrogenation and Dehydrogenation Reactions of N-alkyl-bis(carbazole)-Based Hydrogen Storage Materials Joori Jung 1,2,†, Byeong Soo Shin 3,4,†, Jeong Won Kang 4,5,* and Won-Sik Han 1,* 1 Department of Chemistry, Seoul Women’s University, Seoul 01797, Korea; [email protected] 2 REYON Pharmaceutical, Co., Ltd., Anyang 01459, Korea 3 Hyundai Motor Company, Strategy & Technology Division, Ulwang 16082, Korea; [email protected] 4 Department of Chemical and Biological Engineering, Korea University, Seoul 02841, Korea 5 Graduate School of Energy and Environment, Korea University, Seoul 02841, Korea * Correspondence: [email protected] (J.W.K.); [email protected] (W.-S.H.) † These authors contributed equally. Abstract: Recently, there have been numerous efforts to develop hydrogen-rich organic materials because hydrogen energy is emerging as a renewable energy source. In this regard, we designed and prepared four new materials based on N-alkyl-bis(carbazole), 9,90-(2-methylpropane-1,3-diyl)bis(9H- carbazole) (MBC), 9,90-(2-ethylpropane-1,3-diyl)bis(9H-carbazole) (EBC), 9,90-(2-propylpropane-1,3- diyl)bis(9H-carbazole) (PBC), and 9,90-(2-butylpropane-1,3-diyl)bis(9H-carbazole) (BBC), to investi- gate their hydrogen adsorption/hydrogen desorption reactivity depending on the length of the alkyl chain. The gravimetric densities of MBC, EBC, PBC, and BBC were 5.86, 5.76, 5.49, and 5.31 H2 wt %, respectively, again depending on the alkyl chain length. All materials showed complete hydro- genation reactions under ruthenium on an alumina catalyst at 190 ◦C, and complete reverse reactions ◦ and dehydrogenation reactions were observed under palladium on an alumina catalyst at <280 C. -

Kinetic Study of the Selective Hydrogenation of Acetylene Over Supported Palladium Under Tail-End Conditions
catalysts Article Kinetic Study of the Selective Hydrogenation of Acetylene over Supported Palladium under Tail-End Conditions Caroline Urmès 1,2, Jean-Marc Schweitzer 2, Amandine Cabiac 2 and Yves Schuurman 1,* 1 IRCELYON CNRS, UMR 5256, Univ Lyon, Université Claude Bernard Lyon 1, 2 avenue Albert Einstein, 69626 Villeurbanne Cedex, France; [email protected] 2 IFP Energies nouvelles, Etablissement de Lyon, Rond-point de l’échangeur de Solaize, BP3, 69360 Solaize, France; [email protected] (J.-M.S.); [email protected] (A.C.) * Correspondence: [email protected]; Tel.: +33-472445482 Received: 9 January 2019; Accepted: 31 January 2019; Published: 14 February 2019 Abstract: The kinetics of the selective hydrogenation of acetylene in the presence of an excess of ethylene has been studied over a 0.05 wt. % Pd/α-Al2O3 catalyst. The experimental reaction conditions were chosen to operate under intrinsic kinetic conditions, free from heat and mass transfer limitations. The data could be described adequately by a Langmuir–Hinshelwood rate-equation based on a series of sequential hydrogen additions according to the Horiuti–Polanyi mechanism. The mechanism involves a single active site on which both the conversion of acetylene and ethylene take place. Keywords: power-law; Langmuir–Hinshelwood; kinetic modeling; Pd/α-Al2O3 1. Introduction Ethylene is the largest of the basic chemical building blocks with a global market estimated at more than 140 million tons per year with an increasing growth rate. It is used mainly as precursor for polymers production, for instance polyethylene, vinyl chloride, ethylbenzene, or even ethylene oxide synthesis. -

Reactions of Alkenes and Alkynes
05 Reactions of Alkenes and Alkynes Polyethylene is the most widely used plastic, making up items such as packing foam, plastic bottles, and plastic utensils (top: © Jon Larson/iStockphoto; middle: GNL Media/Digital Vision/Getty Images, Inc.; bottom: © Lakhesis/iStockphoto). Inset: A model of ethylene. KEY QUESTIONS 5.1 What Are the Characteristic Reactions of Alkenes? 5.8 How Can Alkynes Be Reduced to Alkenes and 5.2 What Is a Reaction Mechanism? Alkanes? 5.3 What Are the Mechanisms of Electrophilic Additions HOW TO to Alkenes? 5.1 How to Draw Mechanisms 5.4 What Are Carbocation Rearrangements? 5.5 What Is Hydroboration–Oxidation of an Alkene? CHEMICAL CONNECTIONS 5.6 How Can an Alkene Be Reduced to an Alkane? 5A Catalytic Cracking and the Importance of Alkenes 5.7 How Can an Acetylide Anion Be Used to Create a New Carbon–Carbon Bond? IN THIS CHAPTER, we begin our systematic study of organic reactions and their mecha- nisms. Reaction mechanisms are step-by-step descriptions of how reactions proceed and are one of the most important unifying concepts in organic chemistry. We use the reactions of alkenes as the vehicle to introduce this concept. 129 130 CHAPTER 5 Reactions of Alkenes and Alkynes 5.1 What Are the Characteristic Reactions of Alkenes? The most characteristic reaction of alkenes is addition to the carbon–carbon double bond in such a way that the pi bond is broken and, in its place, sigma bonds are formed to two new atoms or groups of atoms. Several examples of reactions at the carbon–carbon double bond are shown in Table 5.1, along with the descriptive name(s) associated with each. -

Catalytic Hydrogenation, Hydrodeoxygenation, and Hydrocracking Processes of a Lignin Monomer Model Compound Eugenol Over Magneti
catalysts Article Catalytic Hydrogenation, Hydrodeoxygenation, and Hydrocracking Processes of a Lignin Monomer Model Compound Eugenol over Magnetic Ru/C–Fe2O3 and Mechanistic Reaction Microkinetics Ana Bjeli´c 1,2, Miha Grilc 1,* , Sašo Gyergyek 3, Andraž Kocjan 4 , Darko Makovec 3 and Blaž Likozar 1 1 Department of Catalysis and Chemical Reaction Engineering, National Institute of Chemistry, Hajdrihova 19, 1001 Ljubljana, Slovenia; [email protected] (A.B.); [email protected] (B.L.) 2 Faculty of Chemistry and Chemical Technology, University Ljubljana, Veˇcnapot 113, 1001 Ljubljana, Slovenia 3 Department of Synthesis of Materials, Jožef Stefan Institute, Jamova Cesta 39, 1001 Ljubljana, Slovenia; [email protected] (S.G.); [email protected] (D.M.) 4 Department of Nanostructured Materials, Jožef Stefan Institute, Jamova Cesta 39, 1001 Ljubljana, Slovenia; [email protected] * Correspondence: [email protected]; Tel.: +386-1-4760-283 Received: 13 September 2018; Accepted: 25 September 2018; Published: 28 September 2018 Abstract: Conversion of waste lignocellulosic (LC) biomass, a widely-available low-cost feedstock, into value-added biobased chemicals (and biofuels) has been gaining much attention recently. Therefore, the present lignin valorisation study was aimed at developing magnetically-separable highly-active catalysts for hydrodeoxygenation (HDO), also proposing surface chemical kinetics. Five carbonaceous substrate-deposited Ru were synthesised and tested for the HDO of monomer moiety eugenol. Their annealing temperatures differed, specifically between 300 and 750 ◦C, while one was not subjected to calcination. Experiments revealed the substantial influence of annealing temperature on the product distribution. Namely, fresh nonannealed nanocomposites were not active for hydrogenolysis. By further pretreatment increase, hydrogenation and, exclusively, the deoxygenation of saturated cyclic species, were enhanced, these being more promoted considering rates and yields than commercial carbon-supported ruthenium. -

Organic Chemistry I: Reactions and Overview
Organic Chemistry I: Reactions and Overview Andrew Rosen Editor: Raghav Malik January 13, 2013 Contents I Library of Synthetic Reactions 3 II Organic Trends and Essentials 4 1 The Basics: Bonding and Molecular Structure 4 1.1 Resonance Stability . 4 2 Families of Carbon Compounds 4 2.1 Strength of London Dispersion Forces (Polarizability) . 4 2.2 Degree of Unsaturation . 4 3 An Introduction to Organic Reactions and Their Mechanisms 4 3.1 Comparing Acid Strengths . 4 4 Nomenclature and Conformations of Alkanes and Cycloalkanes 5 4.1 Ring Flipping . 5 5 Stereochemistry 5 5.1 Naming Enantiomers via the -R and -S System . 5 5.2 Stereochemistry Examples . 6 6 Ionic Reactions - Overview 6 6.1 General Nucleophilic Substitution Reactions . 6 6.2 Carbocation Stability . 6 6.3 Factors Aecting the Rates of SN 1 and SN 2 Reactions . 6 6.4 Elimination Reactions . 7 6.5 Summary . 7 7 Alkenes and Alkynes I - Overview 8 7.1 The E-Z System . 8 7.2 Relative Stabilities of Alkenes . 8 7.3 Factors Aecting Elimination Reactions . 8 7.4 Acid-Catalyzed Dehydration of Alcohols . 8 1 III Reaction Mechanisms 9 8 Ionic Reactions - Mechanisms 9 8.1 The SN 2 Reaction . 9 8.2 The SN 1 Reaction . 10 8.3 The E2 Reaction . 10 8.4 The E1 Reaction . 11 9 Alkenes and Alkynes I - Mechanisms 11 9.1 Acid-Catalyzed Dehydration of Secondary or Tertiary Alcohols: An E1 Reaction . 11 9.2 Acid-Catalyzed Dehydration of Primary Alcohols: An E2 Reaction . 12 9.3 Synthesis of Alkynes from Vic-Dihalides . -

Catalytic Hydrogenation of Carbon Monoxide and Dioxide Over Steel
Catalytic Hydrogenation of Carbon Monoxide and Dioxide over Steel BUFORD D. SMITH and ROBERT R. WHITE University of Michigan, Ann Arbor, Michigan The hydrogenation of carbon monoxide and carbon dioxide on various steel catalysts was studied in the temperature range of 800" to 1,300'F. and at pressures from 5 to 30 atm. The feed gases (3.75 to 20 SCFH) were passed over a catalyst bed of 1/8-h. steel balls supported in a brass-lined reactor 0.81 in. in dim. The percentage of carbon oxides in the feed was 30% in the runs using a Hz-COZ feed and varied from 15 to 38% in the runs with a H,-CO feed. The effects of temperature, pressure, feed composition, space velocity, and mass velocity were studied. Carbon deposition did not affect the activity of the catalyst and could be removed readily. The catalytic hydrogenation of carbon monoxide and carbon dioxide has re- ceived intensive study since the turn of TABLE1. STEEL CATALYSTCOMPOSITIONS (WEIGHT %) the century. In 1897 and 1902 Sabatier and Senderens (15, 16) reported their S. A. E. number original work on the synthesis of methane Constituent C1013 440 302 from hydrogen-carbon monoxide and Carbon 0.13-0.18 0.86-0.94 0.08-0.20 hydrogen-carbon dioxide mixtures in the Chromium - 16.5-18.0 17.0-19.0 presence of both reduced nickel and Manganese 0.50-0.80 0.30-0.60 2.0 reduced cobalt catalysts. In 1923 Fisher Silicon - 0.60 max. 1.0 max. and Tropsch (8) disclosed that iron was Sulfur 0.05 max. -

3.6. HYDROGENATION Unsaturated Alkenes Can Be Converted Into
3.6. HYDROGENATION Unsaturated alkenes can be converted into saturated alkanes by the addition of hydrogen atoms across the double bond. This reaction is usually catalyzed by a nickel or platinum catalyst, and the hydrogen is usually added in the form of diatomic hydrogen gas: Pt, Pd or Ni Wikimedia Hydrogenation reactions are carried out on a variety of food molecules but particularly vegetable oils. Margarine, vegetable shortening and a majority of bakery products (crackers, cookies, pies, chips) contain partially hydrogenated vegetable oil. The vegetable oils are hydrogenated in order to raise their melting point above room temperature. Thus hydrogenating vegetable oils converts them into solids at room temperature. This is convenient, since it allows vegetable oils to be converted into such products as Crisco, margarine, etc. (In fact margarine is just Crisco with some food coloring and food flavoring added.) Small amounts of finely powdered Pt (platinum), Pd (palladium) or Ni (nickel) are added as catalysts to catalyze the hydrogenation of polyunsaturated oils. Manufacturers of partially hydrogenated vegetable oils do not attempt to hydrogenate all the double bonds in margarine: this would produce a hard brittle fat. They add enough hydrogen to partially hydrogenate the polyunsaturated vegetable triglycerides, leaving some of the double bonds in the triglyceride. This turns the oil into a soft solid, with melting point just slightly above room temperature. It was noticed many years ago that the metal catalysts act to catalyze the conversion of cis double bonds into trans double bonds on the unhydrogenated double bonds. Nearly all of the double bonds found in naturally occurring triglycerides are cis (i.e. -

Chemical Engineering Vocabulary
Chemical Engineering Vocabulary Maximilian Lackner Download free books at MAXIMILIAN LACKNER CHEMICAL ENGINEERING VOCABULARY Download free eBooks at bookboon.com 2 Chemical Engineering Vocabulary 1st edition © 2016 Maximilian Lackner & bookboon.com ISBN 978-87-403-1427-4 Download free eBooks at bookboon.com 3 CHEMICAL ENGINEERING VOCABULARY a.u. (sci.) Acronym/Abbreviation referral: see arbitrary units A/P (econ.) Acronym/Abbreviation referral: see accounts payable A/R (econ.) Acronym/Abbreviation referral: see accounts receivable abrasive (eng.) Calcium carbonate can be used as abrasive, for example as “polishing agent” in toothpaste. absorbance (chem.) In contrast to absorption, the absorbance A is directly proportional to the concentration of the absorbing species. A is calculated as ln (l0/l) with l0 being the initial and l the transmitted light intensity, respectively. absorption (chem.) The absorption of light is often called attenuation and must not be mixed up with adsorption, an effect at the surface of a solid or liquid. Absorption of liquids and gases means that they diffuse into a liquid or solid. abstract (sci.) An abstract is a summary of a scientific piece of work. AC (eng.) Acronym/Abbreviation referral: see alternating current academic (sci.) The Royal Society, which was founded in 1660, was the first academic society. acceleration (eng.) In SI units, acceleration is measured in meters/second Download free eBooks at bookboon.com 4 CHEMICAL ENGINEERING VOCABULARY accompanying element (chem.) After precipitation, the thallium had to be separated from the accompanying elements. TI (atomic number 81) is highly toxic and can be found in rat poisons and insecticides. accounting (econ.) Working in accounting requires paying attention to details.