Tunnels, Shaft and Development Headings Blast Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Heavy Equipment
Heavy Equipment Code: 5913 Version: 01 Copyright © 2007. All Rights Reserved. Heavy Equipment General Assessment Information Blueprint Contents General Assessment Information Sample Written Items Written Assessment Information Performance Assessment Information Specic Competencies Covered in the Test Sample Performance Job Test Type: The Heavy Equipment assessment is included in NOCTI’s Teacher assessment battery. Teacher assessments measure an individual’s technical knowledge and skills in a proctored prociency examination format. These assessments are used in a large number of states as part of the teacher licensing and/or certication process, assessing competency in all aspects of a particular industry. NOCTI Teacher tests typically oer both a written and performance component that must be administered at a NOCTI-approved Area Test Center. Teacher assessments can be delivered in an online or paper/pencil format. Revision Team: The assessment content is based on input from subject matter experts representing the state of Pennsylvania. CIP Code 49.0202- Construction/Heavy Career Cluster 2- 47-2073.00- Operating Engineers Equipment/Earthmoving Architecture and Construction and Other Construction Equipment Operation Equipment Operators NOCTI Teacher Assessment Page 2 of 12 Heavy Equipment Wrien Assessment NOCTI written assessments consist of questions to measure an individual’s factual theoretical knowledge. Administration Time: 3 hours Number of Questions: 232 Number of Sessions: This assessment may be administered in one, two, or three -

Montlake Cut Tunnel Expert Review Panel Report
SR 520 Project Montlake Cut Tunnel Expert Review Panel Report EXPERT REVIEW PANEL MEMBERS: John Reilly, P.E., C.P.Eng. John Reilly Associates International Brenda Böhlke, Ph.D., P.G.. Myers Böhlke Enterprise Vojtech Gall, Ph.D., P.E. Gall Zeidler Consultants Lars Christian Ingerslev, P.E. PB Red Robinson, C.E.G., R.G. Shannon and Wilson Gregg Korbin, Ph.D. Geotechnical Consultant John Townsend, C.Eng. Hatch-Mott MacDonald José Carrasquero-Verde, Principal Scientist Herrera Environmental Consultants Submitted to the Washington State Department of Transportation July 17, 2008 SR520, Montlake Cut, Tunnel Alternatives, Expert Review Panel Report July 17h, 2008 Page 2 TABLE OF CONTENTS 1. EXECUTIVE SUMMARY......................................................................................................................5 1.1. INTRODUCTION .......................................................................................................................................5 1.2. ENVIRONMENTAL CONSIDERATIONS ......................................................................................................5 1.3. TUNNELING METHODS CONSIDERED......................................................................................................5 Figure 1 - Immersed Tunnel Construction (General) ......................................................................................6 Figure 2 - Tunnel Boring Machine (Elbe River, Hamburg) ............................................................................6 Figure 3 – Sequential Excavation -

Slope Stability
Slope stability Causes of instability Mechanics of slopes Analysis of translational slip Analysis of rotational slip Site investigation Remedial measures Soil or rock masses with sloping surfaces, either natural or constructed, are subject to forces associated with gravity and seepage which cause instability. Resistance to failure is derived mainly from a combination of slope geometry and the shear strength of the soil or rock itself. The different types of instability can be characterised by spatial considerations, particle size and speed of movement. One of the simplest methods of classification is that proposed by Varnes in 1978: I. Falls II. Topples III. Slides rotational and translational IV. Lateral spreads V. Flows in Bedrock and in Soils VI. Complex Falls In which the mass in motion travels most of the distance through the air. Falls include: free fall, movement by leaps and bounds, and rolling of fragments of bedrock or soil. Topples Toppling occurs as movement due to forces that cause an over-turning moment about a pivot point below the centre of gravity of the unit. If unchecked it will result in a fall or slide. The potential for toppling can be identified using the graphical construction on a stereonet. The stereonet allows the spatial distribution of discontinuities to be presented alongside the slope surface. On a stereoplot toppling is indicated by a concentration of poles "in front" of the slope's great circle and within ± 30º of the direction of true dip. Lateral Spreads Lateral spreads are disturbed lateral extension movements in a fractured mass. Two subgroups are identified: A. -

Traffic Impact Study Proposed GA 53 at New Cut Road Mixed-Use Development Town of Braselton, Jackson County, Georgia
Traffic Impact Study Proposed GA 53 at New Cut Road Mixed-Use Development Town of Braselton, Jackson County, Georgia May 7, 2020 MARC R. ACAMPORA, PE, LLC TRAFFIC ENGINEERING Traffic Impact Study Proposed GA 53 at New Cut Road Mixed-Use Development Town of Braselton, Jackson County, Georgia study prepared for: Mahaffey Pickens Tucker, LLP 1550 North Brown Road, Suite 125 Lawrenceville, Georgia 30043 May 7, 2020 MARC R. ACAMPORA, PE, LLC TRAFFIC ENGINEERING 858 Myrtle Street, NE Atlanta, Georgia 30308 phone: (678) 637-1763 e-mail: [email protected] Contents INTRODUCTION ................................................................................................................................................................... 1 EXISTING TRAFFIC CONDITIONS ........................................................................................................................................... 2 DESCRIPTION OF EXISTING ROADWAYS ............................................................................................................................................. 2 PEDESTRIAN, BICYCLE, AND TRANSIT ACCESSIBILITY ............................................................................................................................. 2 EXISTING TRAFFIC VOLUMES ........................................................................................................................................................... 5 EXISTING INTERSECTION OPERATIONS .............................................................................................................................................. -

Chapter 3 Earthwork
Topic #625-000-007 Plans Preparation Manual, Volume 1 January 1, 2016 Chapter 3 Earthwork 3.1 General ...................................................................................... 3-1 3.2 Classification of Soils ................................................................. 3-3 3.3 Cross Sections - A Design Tool .................................................. 3-3 3.4 Earthwork Quantities .................................................................. 3-4 3.4.1 Method of Calculating ................................................. 3-4 3.4.2 Earthwork Tabulation ................................................. 3-4 3.4.3 Earthwork Accuracy ................................................... 3-5 3.4.3.1 Projects with Horizontal and Vertical Controlled Cross Sections .......................... 3-5 3.4.3.2 Projects without Horizontal and Vertical Controlled Cross Sections .......................... 3-6 3.4.4 Variation in Quantities ................................................ 3-6 3.5 Earthwork Items of Payment ...................................................... 3-7 3.5.1 Guidelines for Selecting Earthwork Pay Items ............ 3-7 3.5.2 Regular Excavation .................................................... 3-8 3.5.3 Embankment .............................................................. 3-9 3.5.4 Subsoil Excavation ..................................................... 3-9 3.5.5 Lateral Ditch Excavation ............................................. 3-9 3.5.6 Channel Excavation ................................................ -

Fundamentals of Site Grading Design
188.pdf A SunCam online continuing education course Fundamentals of Site Grading Design by Joshua A. Tiner, P.E. 188.pdf Fundamentals of Site Grading A SunCam online continuing education course Table of Contents A. Introduction B. Basics • Background: • Existing Conditions: • Contour Lines: • Spot Elevations / Spot Grades: • Other Standard Annotations: • Slope • Plan Setup • Limit of Disturbance / Transition between Existing and New Grades • The Inverse Slope/Contour Calculation Method C. Design Parameters and Other Limitations • Design Parameters • Positive Drainage • Rules of Thumb o Maximum Access Drive Slope: 8% o Maximum Parking Lot Slope: 5% o Maximum Slope in Maintainable Grassed Landscaped Areas 3:1 o Maximum Slope in Stabilized Landscaped Areas 2:1 o Slopes exceeding 2:1 o Minimum Slope of Asphalt: 1.5% o Minimum Slope of Concrete: 0.75% o Minimum Slope of Concrete Curb: 0.75% o Loading Dock grading: 2.0% for 60’ • ADA Requirements • Cut-Fill Analysis • Rock Ledge walls D. Other Grading Features • Berms • Swales • Ridge Lines • Retaining Walls E. Problem Areas and Other Locations of Importance • Landscaped Islands and Peninsulas • ADA Parking Spaces • Longitudinal Islands with Sidewalks • Flush Ramps • Drainage Outfall Location • Setting the Finished Floor • Property Line grading F. Summary and Conclusion www.SunCam.com Copyright 2014 Joshua A. Tiner, P.E. Page 2 of 24 188.pdf Fundamentals of Site Grading A SunCam online continuing education course A. Introduction This course is developed to identify the fundamentals of site grading design to those who are not experienced with site grading design, as well as a refresher to anyone who has worked in Civil Engineering and/or Land Development. -
Overview of Underground Mining Business
IR-DAY2018 1 Komatsu IR-DAY 2018 Overview of Underground mining business September 14th, 2018 Masayuki Moriyama Senior Executive Officer President, Mining Business Division Chairman, Komatsu Mining Corp. IR-DAY2018 Various Mineral Resources 2 • Mineral resources are generated through several geologic effects. • Coal is usually categorized as Soft Rock, while other minerals such as Ferrous and Non-Ferrous are called as Hard Rock. # Generation of deposits Major Mineral Resources Platinum, Chromium, Magmatic deposit Titanium, Magnetite Generated Hard Igneous ① from Rock rock Magma Gold, Copper, Silver, Lead, Zinc, Hydrothermal Tin, Tungsten, deposit Molybdenum, Uranium Sedimentation/Weathering/ Erosion Sedime Hematite, Nickel, ② ntary Boxite, Lithium, etc rock Geothermal effect/Crustal rising Soft Rock *1 ③ Coal - ※1 Coal is not defined as “rock” in geological respect. Generation process of IR-DAY2018 Mineral Resources (1/2) 3 • Minerals derived from magma were generated in the depths of underground. 1) In case deposits exist beneath and relatively near from ground level, Open Pit Mining/Strip Mining methods are adopted. 2) In case deposits exist in the depths below geological formations, Underground Mining methods are adopted. 3) Open pit mines might shift to underground methods as they get deeper. 1.Magmatic deposit 2.Hydrothermal deposit 1) Typical minerals: 1) Typical minerals: Platinum, Chromium, Titanium, Gold, Copper, Silver, Lead, Zinc, Tin, Magnetite, etc. Tungsten, Molybdenum, Uranium, etc. 2) Generation process 2) Generation process ・In case Magma is slowly cooled, ・Hydrothermal mineral solution melted metal sulfide (containing Platinum, (containing metal elements) had been Chromium, Titanium or others) had been pushed up by high vapor pressure, separated and concentrated by specific precipitated and filled chasms in and gravity and generated deposit. -
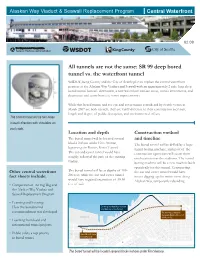
SR 99 Deep Bored Tunnel Vs. the Waterfront Tunnel
Alaskan Way Viaduct & Seawall Replacement Program Central Waterfront 02.09 All tunnels are not the same: SR 99 deep bored tunnel vs. the waterfront tunnel WSDOT, King County and the City of Seattle plan to replace the central waterfront portion of the Alaskan Way Viaduct and Seawall with an approximately 2 mile-long deep bored tunnel beneath downtown, a new waterfront surface street, transit investments, and downtown and waterfront city street improvements. While this bored tunnel and the cut-and-cover tunnel considered by Seattle voters in March 2007 are both tunnels, they are vastly different in their construction methods, length and degree of public disruption, and environmental effects. The bored tunnel will be two lanes in each direction with shoulders on each side. Location and depth Construction method The bored tunnel will be located several and timeline blocks inshore under First Avenue, The bored tunnel will be drilled by a large bypassing the Battery Street Tunnel. tunnel boring machine, and most of the The cut-and-cover tunnel would have construction operations will occur from roughly followed the path of the existing one location near the stadiums. The tunnel viaduct. boring machine will be a new machine built specifically for this tunnel. Constructing Other central waterfront The bored tunnel will be at depths of 100- the cut-and-cover tunnel would have fact sheets include: 200 feet, while the cut-and-cover tunnel meant digging up the entire street along would have required excavation of 30-50 Alaskan Way, temporarily rebuilding • Comparison of the Big Dig and feet of soil. -
Practical Shaft Sinking
PRA C T I C AL SH A FT SI N KI N G B Y D NAL CI O DSO M . E. FRAN S N , l C IfiEF ENGI NEER THE T . A. GI LLESPI E COM PANY SEC’OND EDITION Corrected with two new Appendices M cG R AW — H I L L B OOK C OM PA N Y 239 WEST 39TH STREET NEW YORK , T E T L ND N E 6 S R E O O C . BOUVERIE , , 1 91 2 Co ri ht 19 10 1912 b the C RAW- I L B oox COMPANY py g , , , y M G H L The Plimton Press Norwood Ma . p ss U. S. A. PREFACE TO THE FIRST ED I TI ON THE subject matter of this book was published as a Min s and Mimrals u 1909 series of articles in e , d ring and 1 s i 1 9 0. It is reproduced , with ome alterations and add n u Mr. tio s , thro gh the courtesy of Rufus J Foster, manager, M d Min r ine an als. r B . v s e and M . Eugene Wilson , editor of The writer also wishes to acknowledge his indebtedness to t Mines and Mine mls r H H . Soe M . k, who was editor of when most of the articles came out . e e 1 910. S ptemb r, PREFACE TO SECOND EDI TI ON SINCE the text of the fi rst edition of Practical Shaft ” o n u Sinking was written , cement gr ut has bee sed in several American shafts to cut off flows of water encountered in sinking , and its further use for this purpose will undoubtedly i become more common . -

Project Management, and the Design of Shaft-Sinking Projects
I Project management, and the design of shaft-sinking projects by H.W. Read* and L.G.D. Napierf Synopsis Introduction Astute corporate executives, under constant pressure of changing and challenging economic Change is endemic in our Traditionally, shaft-sinking projects have been constraints, are re-evaluating their mission society. Future change managed by conventional operational will be aa:elerated by an statements, and in many cases are becoming explosion in technology, techniques, and have often involved large cost more sharply focused in what their business communication, and and time overruns. This paper proposes that the activity should be. 'What are we actually political thought. To project-management system has a better chance required to produce?' is the question that is meet these challenges, of success. The characteristics, techniques, and being asked. Activities that are not in the main rapid structural changes application of project management are examined. stream are being pruned and, under the severe have been taking place Experience gained on numerous shaft-sinking in mining organizations strain of capital budgeting requirements, they projects has increased confidence in the efficacy both here and abroad. have started looking for better and more cost- The management qf of the project-management concept. effective ways of creating and expanding their shqft-sinking prqjects is Shaft sinking in South Africa is as old as the production facilities. a case in point. Shqft mining industry itself!. For over one hundred In addition, organizations now operate in an sinking is a seminal years, mining houses have been involved in the environment that is even more turbulent than element in the sustained sinking of shafts. -

Drill and Blast Tunneling Practices
Drill and Blast Tunneling Practices Gerhard Girmscheid1 and Cliff Schexnayder, F.ASCE2 Abstract: High-performance drill and blast methods for tunnel construction require that each of the individual working elements that constitute the construction process are optimized and considered as a system of sequential and parallel activities. The advantage of integrating the logistic backup systems facilitates an increase in performance. To achieve increased production, it is necessary to improve the drilling, explosive loading, temporary ground support installation—rock bolts, steel mesh, shotcrete, steel sets, lagging, mucking, and logistics. Better blast techniques, partial robotilization, and integration of all systems and processes is also necessary. DOI: 10.1061/͑ASCE͒1084-0680͑2002͒7:3͑125͒ CE Database keywords: Drilling; Blast; Tunnel Construction. Introduction due to the use of standard equipment. Compared with TBM tech- Tunneling, especially tunnel excavation by tunnel boring ma- nology, the performance ͑rate of advance͒ for drill and blast ex- chines ͑TBMs͒ has increased in the last three decades. Twenty- cavation is lower in most cases. The total labor cost for drill and five years ago, the question was, ‘‘Can the tunnel be excavated by blast tunneling is high, but the total investment cost is less as TBM?’’ Today the question has become, ‘‘Can you afford not to compared with use of a TBM. excavate with a TBM?’’ Therefore, when a project is being ana- This can be summarized as follows: Based on research at the lyzed the drill and blast-tunneling method is in intensive eco- Swiss Federal Institute of Technology, TBM technology shows an nomic competition with TBM tunneling. excellent cost efficiency in the case of tunnels longer than ap- In principle the TBM method ͑Table 1͒ is a highly mechanized proximately three kilometers. -

Chapter 3: Construction Methods and Activities
Chapter 3: Construction Methods and Activities 3.1 INTRODUCTION This chapter describes the construction methods and activities for the Hudson Tunnel Project’s Preferred Alternative. The Preferred Alternative has two overarching components: (1) the construction of a new trans-Hudson tunnel (the Hudson River Tunnel) and associated surface and rail system improvements; and (2) the rehabilitation of the existing North River Tunnel. To ensure that the passenger rail system continues to operate at existing service levels during construction, the new tunnel would be constructed and put into operation before the rehabilitation of the North River Tunnel occurs. The Project Sponsor that will advance the Project through final design and construction, including compliance with mitigation measures, has not yet been identified. The Project Sponsor may include one or more of the Port Authority of New York & New Jersey (PANYNJ), the National Railroad Passenger Corporation (Amtrak), New Jersey Transit Corporation (NJ TRANSIT), and/or another entity that has not yet been determined. This chapter provides an overview of the likely construction methods that would be used for the Preferred Alternative, a discussion of locations where construction would occur, and a description of the potential sequencing and schedule for construction. For the new Hudson River Tunnel, this includes construction of surface tracks in New Jersey from Secaucus to the new tunnel portal in North Bergen; a new tunnel consisting of two tracks in two separate tubes beneath the Palisades, the Hudson River, and the waterfront area in Manhattan; and track modifications near Penn Station New York (PSNY) in Manhattan; and construction of ventilation shafts and fan plants in both Hoboken and Manhattan.1 The rehabilitation of the North River Tunnel includes conventional demolition and construction methods to replace tunnel elements and rail systems.