Trucks and Heavy-Duty Vehicles Technical Requirements and Gaps for Lightweight and Propulsion Materials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

UAW Ford Agreements Cvr 1Up.Indd 2 11/15/16 7:07 AM SKILLED TRADES AGREEMENTS and LETTERS of UNDERSTANDING
SKILLED TRADES AGREEMENTS AND LETTERS OF UNDERSTANDING between UAW® and the FORD MOTOR COMPANY Agreements Dated November 5, 2015 133 MICHIGAN (Effective November 23, 2015) ♲ printed on recycled paper PRINTED IN U.S.A. 64353-UAW Ford Skilled Trades Cvr 1up.indd 1 10/26/16 8:24 AM National Ford Department Staff 2015 Negotiations Jimmy Settles Vice President and Director UAW Ford, Aerospace, Chaplaincy and Insurance Greg Drudi Roy Escandon Angelique Peterson- Don Godfrey Jeffrey Faber Mayberry Brett Fox Ford Motor Company and the UAW recognize Darryl Nolen Gregory Poet Kenneth Gafa their respective responsibilities under federal Bob Tiseo Reggie Ransom and state laws relating to fair employment Phil Argento Michael Gammella Lorenzo Robinson practices. Tracy Ausen Raenell Glenn Michael Robison Carol Bagdady R. Brian Goff Nick Rutovic The Company and the Union recognize the Matthew Barnett Ruth Golden Angelo Sacino Monica Bass moral principles involved in the area of civil Jane Granger Les Shaw David Berry rights and have reaffirmed in their Collective Andre Green Michael Shoemaker Carlo Bishop Bargaining Agreement their commitment not Joe Gucciardo Casandra Shortridge Shawn Campbell to discriminate because of race, religion, color, Dan Huddleston Larry Shrader Jerry Carson age, sex, sexual orientation, union activity, Michael Joseph Garry Sommerville Alfonzo Cash Thomas Kanitz national origin, or against any employee with Jeffrey Terry Tiffany Coger Brandon Keatts disabilities. Kevin Tolbert Gerard Coiffard Michael Kerr Vaughan Tolliver Sean -
Laboratory Test Procedure for Fmvss 110T-01
TP-110T-01 December 15, 2005 U.S. DEPARTMENT OF TRANSPORTATION NATIONAL HIGHWAY TRAFFIC SAFETY ADMINISTRATION LABORATORY TEST PROCEDURE FOR FMVSS 110 Tire Selection and Rims for Motor Vehicles With a GVWR of 4,536 Kilograms or Less (For Light Truck Type Vehicles Only) ENFORCEMENT Office of Vehicle Safety Compliance Room 6111, NVS-220 400 Seventh Street, SW Washington, DC 20590 OVSC LABORATORY TEST PROCEDURE NO. 110T TABLE OF CONTENTS PAGE 1. PURPOSE AND APPLICATION................................................................... 1 2. GENERAL REQUIREMENTS....................................................................... 2 3. SECURITY ................................................................................................... 3 4. GOOD HOUSEKEEPING............................................................................. 3 5. TEST SCHEDULING AND MONITORING ................................................... 3 6. TEST DATA DISPOSITION.......................................................................... 3 7. GOVERNMENT FURNISHED PROPERTY (GFP)....................................... 4 8. CALIBRATION OF TEST INSTRUMENTS................................................... 4 9. PHOTOGRAPHIC DOCUMENTATION........................................................ 6 10. DEFINITIONS............................................................................................... 6 11. PRETEST REQUIREMENTS ....................................................................... 8 12. COMPLIANCE TEST EXECUTION............................................................. -

Competing in the Global Truck Industry Emerging Markets Spotlight
KPMG INTERNATIONAL Competing in the Global Truck Industry Emerging Markets Spotlight Challenges and future winning strategies September 2011 kpmg.com ii | Competing in the Global Truck Industry – Emerging Markets Spotlight Acknowledgements We would like to express our special thanks to the Institut für Automobilwirtschaft (Institute for Automotive Research) under the lead of Prof. Dr. Willi Diez for its longstanding cooperation and valuable contribution to this study. Prof. Dr. Willi Diez Director Institut für Automobilwirtschaft (IfA) [Institute for Automotive Research] [email protected] www.ifa-info.de We would also like to thank deeply the following senior executives who participated in in-depth interviews to provide further insight: (Listed alphabetically by organization name) Shen Yang Senior Director of Strategy and Development Beiqi Foton Motor Co., Ltd. (China) Andreas Renschler Member of the Board and Head of Daimler Trucks Division Daimler AG (Germany) Ashot Aroutunyan Director of Marketing and Advertising KAMAZ OAO (Russia) Prof. Dr.-Ing. Heinz Junker Chairman of the Management Board MAHLE Group (Germany) Dee Kapur President of the Truck Group Navistar International Corporation (USA) Jack Allen President of the North American Truck Group Navistar International Corporation (USA) George Kapitelli Vice President SAIC GM Wuling Automobile Co., Ltd. (SGMW) (China) Ravi Pisharody President (Commercial Vehicle Business Unit) Tata Motors Ltd. (India) © 2011 KPMG International Cooperative (“KPMG International”), a Swiss entity. Member firms of the KPMG network of independent firms are affiliated with KPMG International. KPMG International provides no client services. All rights reserved. Competing in the Global Truck Industry – Emerging Markets Spotlight | iii Editorial Commercial vehicle sales are spurred by far exceeded the most optimistic on by economic growth going in hand expectations – how can we foresee the with the rising demand for the transport potentials and importance of issues of goods. -

2020 Transit Connect Specs
2020 Transit Connect Specs Use the menu to select and view information related to wheels, exterior colors and interior trim. Key product specifications include vehicle dimensions and capacities, detailed engine information, transmission gear ratios and more. 2020 Transit Connect Dimensions/ Weights/ Capacities Specs Gross Combination Weight Passenger Weight Accessory Reserve Capacity Rating (GCWR) (ARC) Calculation Passenger/ Cargo/ Fuel Gross Vehicle Weight (GVW) Capacity Base Curb Weight Gross Vehicle Weight Rating Payload Body Dimensions (GVWR) Tongue Weight Cargo Dimensions Maximum Payload Weight Rating Trailer Weight Gross Axle Weight Maximum Payload Weight Truck “Nominal Tonnage” Gross Axle Weight Rating Ratings (GAWR) Vehicle Class Ratings by Option Content Weight GVWR Gross Combination Weight (GCW) Option Weights Weight Distribution Passenger Dimensions Weight Ratings 2020 Transit Connect Body Dimensions Specs Dimensions/ Weights/ Capacities Inches (unless otherwise noted) Model Cargo Van SWB/LWB Passenger Wagon Description Overall Length 174.2/190.0 190.0 Wheelbase 104.8/120.6 120.6 Overall Width (with mirrors) 84.1/84.1 84.1 Overall Width (without mirrors) 72.2/72.2 72.2 Overall Height 72.0/72.0 71.6 Front Overhang 34.8/34.8 34.8 Rear Overhang 34.6/34.6 34.6 Front Track 61.4/61.4 61.4 Rear Track 61.7/61.7 61.7 Minimum Running Ground 5.4/5.6 5.7 Clearance Front Axle Clearance 7.0/7.1 7.0 Sliding Side Door Opening 44.4/44.4 37.6 Height(1) Sliding Side Door Opening 24.2/32.8 32.8 Width Rear Door Opening Height 47.3/45.5 45.4 Rear Door Opening Width 49.2/49.2 47.0 Loading Height at Rear Door 23.0/22.9 22.4 (curb) Turning Diameter (curb-to- 38.3/40.0 40.0 curb) (feet) (1) Wagon measured to 2nd-row seat in fold and dive position. -

The Somali Crisis: Failed State and International Interventions
Istituto Affari Internazionali IAI WORKING PAPERS 12 | 15 – May 2012 The Somali Crisis: Failed State and International Interventions Rossella Marangio Abstract The long-lasting Somali conflict is profoundly linked to the country’s historical development and its socio-cultural specificities. The political milieu and the struggle for power in Somalia reflect the cleavage between tradition and modernity. This rift has led to a legitimacy vacuum, which has made it difficult for the warring parties to find enough common ground for a compromise. Furthermore, external influences, at both regional and international levels, have contributed to the fragmentation of the political arena, due notably to the emphasis on the use of force as the principal tool for acquiring or maintaining power. In this unfolding crisis, regional pressures and rivalries, international interventions, economic and strategic interests as well as piracy, corruption and Islamic extremism all play an interlocking role. In view of this, a new approach to the crisis is badly needed. The EU, in particular, should promote a new strategy based on three components: enhancement of social cohesion through local cooperation programmes, state-building and development. Keywords : Somalia / Civil conflict / Society / European Union / Military intervention / European Union Training Mission (EUTM) Somalia / Piracy / European Naval Force Somalia- Operation Atalanta (EUNAVFOR Atalanta) / Regional Maritime Capacity Building (RMCB) / African Union Mission in Somalia (AMISOM) © 2012 IAI IAI Working Papers 1215 The Somali Crisis: Failed State and International Interventions The Somali Crisis: Failed State and International Interventions by Rossella Marangio ∗ Introduction The civil war in Somalia has been ravaging the country for two decades. The difficulties in achieving peace have highlighted the powerlessness of the international community. -

Owner's Manual
OWNER’S MANUAL The Best Protection For Your Journey™ MADE IN THE Hitch Ball U.S.A. Not Included 90-00-0600 - 600 lb. max tongue weight / 6,000 lb. max trailer weight 90-00-1000 - 1,000 lb. max tongue weight / 10,000 lb. max trailer weight 90-00-1200 - 1,200 lb. max tongue weight / 12,000 lb. max trailer weight 90-00-1400 - 1,400 lb. max tongue weight / 14,000 lb. max trailer weight ** Your model # can be found on the stickers on either spring arm. Make a note of it here for future reference ** DEALERS: PLEASE PASS THIS MANUAL ON TO THE END USER AFTER HITCH INSTALLATION. EqualizerHitch.com READ ENTIRE MANUAL BEFORE STARTING INSTALLATION Table of Contents Page Parts Breakdown . .4-5 Important Safety Information . 6 Important Hitch Information . .7 Step 1: Getting Things Ready . .8 Step 2: Install the Hitch Ball. 9 Step 3: Attach Hitch Head to Shank . 10 Step 4: Sway Bracket Assembly . 12 Step 5: Spring Arm Setup . 15 Step 6: Weight Distribution Setup . 16 Step 7: Weight Distribution Adjustments . 18 Step 8: Trailer Pitch Adjustment. 21 Step 9: Final Tightening . 22 Step 10: Regular Maintenance . 23 Service Tech Check List . 24 Appendix A: Troubleshooting Guide. 25 Customer Support . 26 Appendix B: Weight Distribution Adjustments . 27 Warranty . 29 TOOLS NEEDED FOR INSTALLATION The following tools will allow you to install the hitch properly: 1-1/8” Box-end wrench (Shank Bolts) 1-1/8” Socket wrench (Shank Bolts) 3/4” Box-end or socket wrench (Link Plates and L-brackets) 5/8” Socket or box-end wrench (Angle Set Bolt) Measuring tape Pencil Torque wrench capable of 320 ft-lbs of torque. -

Honda Odyssey Specifications
Honda Odyssey Specifications Engineering DESCRIPTION LX EX SE EX-L TOURING TOURING ELITE Engine Type: V-6 • • • • • • Engine Block / Cylinder Head: Aluminum-Alloy • • • • • • Horsepower (SAE net): 248 @ 5700 rpm • • • • • • Torque (SAE net): 250 lb-ft @ 4800 rpm • • • • • • Displacement: 3471 cc • • • • • • Redline: 6300 rpm • • • • • • Bore and Stroke: 89 mm x 93 mm • • • • • • Compression Ratio: 10.5 : 1 • • • • • • Valve Train: 24-Valve SOHC i-VTEC® • • • • • • Multi-Point Fuel Injection • • • • • • Drive-by-Wire Throttle System • • • • • • Eco Assist™ System • • • • • • Variable Cylinder Management™ (VCM®) • • • • • • Active Control Engine Mount System (ACM) • • • • • • Active Noise Cancellation™ (ANC) • • • • • • Direct Ignition System with Immobilizer • • • • • • 100K +/- Miles No Scheduled Tune-Ups1 • • • • • • CARB Emissions Rating2 : ULEV-2 • • • • • • Transmissions DESCRIPTION LX EX SE EX-L TOURING TOURING ELITE 6-Speed Automatic Transmission • • • • • • 6-Speed Automatic Transmission GEAR : RATIO 1st : 3.359 2nd : 2.095 3rd : 1.485 4th : 1.065 5th : 0.754 6th : 0.556 Reverse : 2.269 Final Drive : 4.250 Body / Suspension / Chassis DESCRIPTION LX EX SE EX-L TOURING TOURING ELITE Unit-Body Construction • • • • • • MacPherson Strut Front Suspension • • • • • • Multi-Link Double Wishbone Rear Suspension • • • • • • Electric Power-Assisted Rack-and-Pinion Steering (EPS) • • • • • • Stabilizer Bar (Front): 25.4 mm • • • • • • Steering Wheel Turns, Lock-to-Lock: 3.5 • • • • • • Steering Ratio: 16.4 • • • • • • Turning Diameter, Curb-to-Curb: -

Investigation of Class 2B Trucks (Vehicles of 8,500 to 10,000 Lbs GVWR)
ORNL/TM-2002/49 Investigation of Class 2b Trucks (Vehicles of 8,500 to 10,000 lbs GVWR) March 2002 Stacy C. Davis Lorena F. Truett DOCUMENT AVAILABILITY Reports produced after January 1, 1996, are generally available free via the U.S. Department of Energy (DOE) Information Bridge: Web site: http://www.osti.gov/bridge Reports produced before January 1, 1996, may be purchased by members of the public from the following source: National Technical Information Service 5285 Port Royal Road Springfield, VA 22161 Telephone: 703-605-6000 (1-800-553-6847) TDD: 703-487-4639 Fax: 703-605-6900 E-mail: [email protected] Web site: http://www.ntis.gov/support/ordernowabout.htm Reports are available to DOE employees, DOE contractors, Energy Technology Data Exchange (ETDE) representatives, and International Nuclear Information System (INIS) representatives from the following source: Office of Scientific and Technical Information P.O. Box 62 Oak Ridge, TN 37831 Telephone: 865-576-8401 Fax: 865-576-5728 E-mail: [email protected] Web site: http://www.osti.gov/contact.html This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. -
2 Forward Vehicle Dynamics
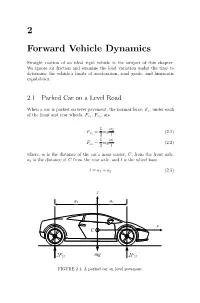
2 Forward Vehicle Dynamics Straight motion of an ideal rigid vehicle is the subject of this chapter. We ignore air friction and examine the load variation under the tires to determine the vehicle’s limits of acceleration, road grade, and kinematic capabilities. 2.1 Parked Car on a Level Road When a car is parked on level pavement, the normal force, Fz, under each of the front and rear wheels, Fz1 , Fz2 ,are 1 a F = mg 2 (2.1) z1 2 l 1 a F = mg 1 (2.2) z2 2 l where, a1 is the distance of the car’s mass center, C,fromthefrontaxle, a2 is the distance of C from the rear axle, and l is the wheel base. l = a1 + a2 (2.3) z a2 a1 x C 2Fz2 mg 2Fz1 FIGURE 2.1. A parked car on level pavement. 40 2. Forward Vehicle Dynamics Proof. Consider a longitudinally symmetrical car as shown in Figure 2.1. It can be modeled as a two-axel vehicle. A symmetric two-axel vehicle is equivalent to a rigid beam having two supports. The vertical force under the front and rear wheels can be determined using planar static equilibrium equations. Fz =0 (2.4) XMy =0 (2.5) Applying the equilibrium equationsX 2Fz +2Fz mg =0 (2.6) 1 2 − 2Fz a1 +2Fz a2 =0 (2.7) − 1 2 provide the reaction forces under the front and rear tires. 1 a2 Fz1 = mg 2 a1 + a2 1 a = mg 2 (2.8) 2 l 1 a1 Fz2 = mg 2 a1 + a2 1 a = mg 1 (2.9) 2 l Example 39 Reaction forces under wheels. -

A New Heavy-Duty Vehicle Visual Classification and Activity Estimation Method for Regional Mobile Source Emissions Modeling
A NEW HEAVY-DUTY VEHICLE VISUAL CLASSIFICATION AND ACTIVITY ESTIMATION METHOD FOR REGIONAL MOBILE SOURCE EMISSIONS MODELING A Thesis Presented to The Academic Faculty by Seungju Yoon In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the School of Civil and Environmental Engineering Georgia Institute of Technology August 2005 A NEW HEAVY-DUTY VEHICLE VISUAL CLASSIFICATION AND ACTIVITY ESTIMATION METHOD FOR REGIONAL MOBILE SOURCE EMISSIONS MODELING Approved: Dr. Michael O. Rodgers, Advisor Dr. Randall L. Guensler Dr. Michael D. Meyer Dr. Michael P. Hunter Dr. Jennifer H. Ogle July 15, 2005 ACKNOWLEDGEMENTS Many people sacrificed time and energy allowing me to complete this thesis. Thanks to all of you. Most of all, my wife Juhyun and my son Taehyuan deserve much credit for encouragement and patience throughout this process. Two other people deserve special acknowledgment in helping me finish my degree and dissertation. Drs. Michael O. Rodgers and Randall L. Guensler have allowed and encouraged me to finish this research and guided me to see the bigger and important issues. To family, advisors, and fellow students, you all assisted in large and small ways for which I will always be indebted. iii TABLE OF CONTENTS ACKNOWLEDGEMENTS............................................................................................... iii LIST OF TABLES........................................................................................................... viii LIST OF FIGURES .............................................................................................................x -

Registration Manual Issued by Nebraska Game and Parks
Rhonda Lahm, Julie Maaske, Director Deputy Director NEBRASKA COUNTY TREASURER’S MANUAL R E G I S T R A T I O N Provided by Nebraska Department of Motor Vehicles Driver and Vehicle Records Division 301 Centennial Mall South P.O. Box 94789 Lincoln, NE 68509-4789 www.dmv.nebraska.gov Help Desk (402) 471-3918 Toll Free (800) 972-6299 Fax Number (402) 471-8694 Betty Johnson, Administrator Deb Sabata Program Manager Cindy Incontro, Sandy Wood, Business Applications Support Administrative Assistant Technician Supervisor TABLE OF CONTENTS Chapter 1 - Definitions Definitions............................................................................................................ 1-1 Chapter 2 - Registrations Motor Vehicles Exempt from Registration .......................................................... 2-1 Registration - Vehicle .......................................................................................... 2-2 Registration - Boat ............................................................................................... 2-4 Proof of Financial Responsibility ........................................................................ 2-5 Nebraska Insurance Database .............................................................................. 2-9 Registration Renewal ......................................................................................... 2-11 Registration Procedure – Owner Retains Salvage ............................................. 2-13 Passenger........................................................................................................... -

The Syrian Conflict: a Systems Conflict Analysis
The ARK Group is a network of stabilisation and conflict transformation The Syrian conflict: consultancies that provides research- KDF Documents informed analysis and policy recommendations, as well as evidence- A systems conflict analysis based interventions in conflict-affected states on behalf of public and private sector clients. Working with and through local communities, we seek to understand and then mitigate the negative effects of conflict and instability to enhance community safety and promote human security, development and economic opportunity. Cover © Lens of a Young Damascene Back-cover © Lens of a Young Damascene ARK Group DMCC February 2016 The Syrian conflict: A systems conflict analysis ARK Group DMCC February 2016 ARK is a consultancy company specialising in the provision of policy-relevant research and the design and management of conflict prevention and transforma- tion programmes to prevent and mitigate instability and promote positive social change and development. For more information about ARK or this paper, please contact: [email protected]. Copyright © 2016 ARK GROUP DMCC CONTENTS 4 Acronyms 5 Acknowledgements 6 Executive summary 8 Introduction 8 Understanding the Syrian conflict 10 Analytical framework and report structure 11 What is a systems conflict analysis? 11 How to read this report 3 12 Brief contextual overview 16 Stakeholders analysis: conflict actors and interests 16 Local stakeholders: pro-regime 19 Local stakeholders: pro-opposition 22 Local stakeholders: the Islamic State in Iraq and the