Taeguturn Section
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Processing Framework and Match-Up Database MODIS Algorithm Version 3 By
Processing Framework and Match-up Database MODIS Algorithm Version 3 By Robert H. Evans University of Miami Miami, FL 33149-1098 April 30, 1999 Appendix 1 - ATBD A1.1 TABLE OF CONTENTS PREFACE .................................................................................................... 6 1.0 INTRODUCTION ...................................................................................... 7 1.1 Algorithm and Product Identification........................................................................7 1.2 Algorithm Overview..........................................................................................7 1.3 Document Scope ..............................................................................................7 1.4 Applicable Documents and Publications .....................................................................7 2.0 OVERVIEW AND BACKGROUND INFORMATION ......................................... 7 2.1 Experimental Objective ......................................................................................7 2.2 Historical Perspective ........................................................................................8 3.0 DESCRIPTION OF ALGORITHM................................................................. 8 3.1 Introduction based on AVHRR-Oceans Pathfinder .........................................................8 Matchup Databases ..............................................................................................8 3.1.1 Global matchup databases............................................................................................................9 -

Alpine Soil Bacterial Community and Environmental Filters Bahar Shahnavaz
Alpine soil bacterial community and environmental filters Bahar Shahnavaz To cite this version: Bahar Shahnavaz. Alpine soil bacterial community and environmental filters. Other [q-bio.OT]. Université Joseph-Fourier - Grenoble I, 2009. English. tel-00515414 HAL Id: tel-00515414 https://tel.archives-ouvertes.fr/tel-00515414 Submitted on 6 Sep 2010 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. THÈSE Pour l’obtention du titre de l'Université Joseph-Fourier - Grenoble 1 École Doctorale : Chimie et Sciences du Vivant Spécialité : Biodiversité, Écologie, Environnement Communautés bactériennes de sols alpins et filtres environnementaux Par Bahar SHAHNAVAZ Soutenue devant jury le 25 Septembre 2009 Composition du jury Dr. Thierry HEULIN Rapporteur Dr. Christian JEANTHON Rapporteur Dr. Sylvie NAZARET Examinateur Dr. Jean MARTIN Examinateur Dr. Yves JOUANNEAU Président du jury Dr. Roberto GEREMIA Directeur de thèse Thèse préparée au sien du Laboratoire d’Ecologie Alpine (LECA, UMR UJF- CNRS 5553) THÈSE Pour l’obtention du titre de Docteur de l’Université de Grenoble École Doctorale : Chimie et Sciences du Vivant Spécialité : Biodiversité, Écologie, Environnement Communautés bactériennes de sols alpins et filtres environnementaux Bahar SHAHNAVAZ Directeur : Roberto GEREMIA Soutenue devant jury le 25 Septembre 2009 Composition du jury Dr. -

All 12 Wcha Men's-Member Teams to Engage in League
WESTERN COLLEGIATE HOCKEY ASSOCIATION Bruce M. McLeod Commissioner Carol LaBelle-Ehrhardt Assistant Commissioner of Operations Greg Shepherd Supervisor of Officials Administrative Office Western Collegiate Hockey Association November 26, 2012/For Immediate Release 2211 S. Josephine Street, Room 302 Denver, CO 80210 ALL 12 WCHA MEN’S-MEMBER TEAMS TO ENGAGE IN LEAGUE p: 303 871-4491. f: 303 871-4770 [email protected] PLAY NOVEMBER 30-DECEMBER 1 … IT’S UMD AT MTU, UNO AT Doug Spencer Associate Commissioner for UM, BSU AT MSU, UW AT DU, UND AT CC, SCSU AT UAA Public Relations MINNESOTA STATE GAINS THANKSGIVING WCHA SWEEP AT UW; BEMIDJI STATE EARNS THREE Western Collegiate Hockey Association 559 D’Onofrio Drive, Ste. 103 POINTS FROM UAA; SCSU SPLITS AT UMD; WEEKEND RESULTS SEE MINNESOTA SWEEP AT Madison, WI 53719-2096 VERMONT, HOST NEBRASKA OMAHA DOWN UAH TWICE AS LEAGUE TEAMS GO 5-4-1 IN NON- p: 608 829-0100. f: 608 829-0200 [email protected] CONFERENCE PLAY; GOPHERS, UNO MAVERICKS UNBEATEN OVER LAST SIX; LATEST DIVISION 1 MEN’S NATIONAL POLLS HAVE UM NO. 3, DU NO. 5, UND NO. 7/8, UNO NO. 13/14, SCSU NO. HOME OF A COLLEGIATE RECORD 37 14/15, CC NO. 18 … MSU RECEIVES VOTES MEN’S NATIONAL CHAMPIONSHIP TEAMS SINCE 1951 MADISON, Wis. – The first of two consecutive weekends that will feature all 12 Western Collegiate Hockey 1952, 1953, 1955, 1956, 1957, 1958, 1959, 1960, 1961, 1962, 1963, 1964, Association men’s-member teams engaged in conference play will occur this Friday and Saturday, Nov. 1965, 1966, 1968, 1969, 1973, 1974, 30 and Dec. -

Athletics Classification Rules and Regulations 2
IPC ATHLETICS International Paralympic Committee Athletics Classifi cation Rules and Regulations January 2016 O cial IPC Athletics Partner www.paralympic.org/athleticswww.ipc-athletics.org @IPCAthletics ParalympicSport.TV /IPCAthletics Recognition Page IPC Athletics.indd 1 11/12/2013 10:12:43 Purpose and Organisation of these Rules ................................................................................. 4 Purpose ............................................................................................................................... 4 Organisation ........................................................................................................................ 4 1 Article One - Scope and Application .................................................................................. 6 International Classification ................................................................................................... 6 Interpretation, Commencement and Amendment ................................................................. 6 2 Article Two – Classification Personnel .............................................................................. 8 Classification Personnel ....................................................................................................... 8 Classifier Competencies, Qualifications and Responsibilities ................................................ 9 3 Article Three - Classification Panels ................................................................................ 11 4 Article Four -
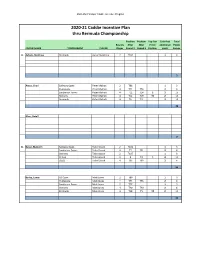
2020-2021 Valspar Points Thru Bermuda Championship
2020-2021 Valspar Caddie Incentive Program 2020-21 Caddie Incentive Plan thru Bermuda Championship Position Position Top Ten Color hat Total Rounds After After Finish additional Points CADDIE NAME TOURNAMENT PLAYER Played Round 2 Round 3 Position points Earned A- Achatz, Matthew Bermuda Aaron Baddeley 2 T102 1 3 3 Antus, Chad Safeway Open Peter Malnati 2 T86 1 3 Puntacana Peter Malnati 4 T21 T24 2 6 Sanderson Farms Peter Malnati 4 T12 T14 2 2 15 Shriners Peter Malnati 4 T12 T19 T5 2 15 Bermuda Peter Malnati 4 T6 T11 2 10 49 Aton, Derell 0 B- Baker, Malcolm Safeway Open Talor Gooch 2 T101 1 3 Sanderson Farms Talor Gooch 4 T7 T31 2 8 Shriners Talor Gooch 2 T107 1 3 CJ Cup Talor Gooch 4 4 T2 5 2 15 ZOZO Talor Gooch 4 T35 T39 2 6 35 Bailey, Lance US Open Matt Jones 2 T89 1 3 Puntacana Matt Jones 4 T44 T45 2 6 Sanderson Farms Matt Jones 2 T77 1 3 Shriners Matt Jones 4 T40 T40 2 6 Bermuda Matt Jones 4 T18 T5 T4 2 15 33 2020-2021 Valspar Caddie Incentive Program Bennett, Lance Safeway Open Luke List 4 T54 T49 2 6 6 Berry, Chris Shriners Brian Gay 2 T81 2 2 Billskoog, Victor 0 2020-2021 Valspar Caddie Incentive Program Bradley, Kyle Safeway Open Hudson Swafford 4 T34 T58 4 Puntacana Hudson Swafford 4 1 2 Win 18 Sanderson Farms Hudson Swafford 2 T110 2 Shriners Hudson Swafford 2 142 2 Bermuda Hudson Swafford 4 T48 T48 4 30 Brennan, Mick Safeway Open Matthew NeSmith 2 T108 1 3 Puntacana Matthew NeSmith 4 T44 T55 2 6 Sanderson Farms Matthew NeSmith 4 T24 T14 2 8 Shriners Matthew NeSmith 4 T40 T14 T8 2 13 30 Brittain, Boston Safeway Open Kelly Kraft -

ATHLETICS Medal Events Male Female Mixed Total 93 74 1 (Universal Relay) 168 Detailed Medal Events List at the End of This Chapter
ATHLETICS Medal Events Male Female Mixed Total 93 74 1 (Universal Relay) 168 Detailed Medal Events List at the end of this chapter Athlete Quota Male Female Gender Free Total 630 470 0 1100 Allocation of Qualification Slots An athlete may only obtain a maximum of one qualification slot. The qualification slot is allocated to the NPC not to the individual athlete. In case of a Bipartite Commission Invitation the slot is allocated to the individual athlete not to the NPC. Maximum Quota Allocation per NPC An NPC can be allocated a maximum of forty-five (45) male qualification slots and thirty-five (35) female qualification slots. Exceptions may be granted through the Bipartite Commission Invitation Allocation method. If an NPC is unable to use all of the allocated qualification slots in a given gender, the unused slots cannot be transferred to the other gender. They will be reallocated in the respective gender to other NPCs through the Bipartite Invitation Commission Allocation method. Athlete Eligibility To be eligible for selection by an NPC, athletes must: . hold an active World Para Athletics Athlete Licence for the 2020 season; . have achieved one (1) Minimum Entry Standard (MES) performance at a World Para Athletics Recognised Competition (IPC Competition, WPA Sanctioned Competition, or WPA Approved Competition) for each of their respective events between 1 October 2018 and 2 August 2020 in accordance with the IPC Athlete Licensing Programme Policies valid Tokyo 2020 Paralympic Games – Qualification Regulations Athletics for the 2018-2020 seasons – exceptions may be made via the Bipartite Commission Invitation Allocation method; and . -

English Federation of Disability Sport National Junior Athletics Information and Standards
English Federation of Disability Sport National Junior Athletics Information and standards 1 Contents Introduction 3 EFDS track groupings 4 EFDS field groupings 5 Events available 6 National field weights 8 National standards track 11 National standard field 13 2 Introduction This booklet has been produced with the intention of enabling athletes, coaches, teachers and parents to compare EFDS Profiles and Athletics Groupings with IPC Athletics Classes, the enclosed information is a guide for EFDS Events and IS NOT AN IPC CLASSIFICATION. You can find out further information on classification using the following links: www.englandathletics.org/disability-athletics/eligibility-and-classification UK Classification will allow athletes to: - Enter Parallel Success events across UK - Register times on the UK Rankings (www.thepowerof10.info) - Be eligible for Sainsbury’s School Games selection - Receive monthly Paralympic newsletter from British Athletics For athletes interested in joining an athletics club and seeking a UK Classification please contact. - Shelley Holroyd (England North & East) [email protected] - Job King (England Midlands & South) [email protected] Or complete the following online form. www.englandathletics.org/parallelsuccess The document contains information regarding the events available to athletes, the specific weights for throwing implements relevant to the EFDS Field and Age Groups as well as the qualifying standards for the National Junior Athletics Championships. Our aim is to provide as much information and support as possible so that athletes, regardless of their ability can continue to participate within the sport of athletics. We are committed to delivering multi- disability events that cater for both the needs of the disability community and the relevant NGB pathway for talented athletes. -

Inclusive Coaching Guidance for Ambulant Athletes
Inclusive Coaching Guidance for Ambulant Athletes Building confidence and supporting coaches to include athletes of all abilities Compiled and written by Alison O’Riordan for England Athletics Photos by Job King & Alison O’Riordan Start Inclusive Coaching Guidance for Ambulant Athletes 2 Inclusive Coaching Guidance for Ambulant Athletes This document contains information to support coaches to do what they do best - coach athletics to athletes of all abilities! It has an event group focus as below: • Ambulant sprints • Ambulant jumps • Ambulant throws • Ambulant endurance It is an interactive guidance document and is designed so you can move in and out of the sections you are interested in. Please note when clicking on the links that some may open in a window behind the current window. www.englandathletics.org www.englandathletics.org www.englandathletics.org/east Inclusive Coaching Guidance for Ambulant Athletes 3 Contents 1 Introduction/Access 2 Consistent coaching principles 2.1 Adaption & Inclusion 3 Classification Information 3.1 Classification –what the letters and numbers mean 4 Disabled Athlete Pathway 4.1 Paralympic Pathway 5 Event Specific Information 5.1 Ambulant Sprinting, Jumping, Throwing & Endurance 5.2 Wheelchair (seated) throwing and racing 6 Introductory Coaching Considerations 6.1 Coaching Ambulant Sprints – An introduction Ambulant Sprints – Sports Specific Rules 6.2 Coaching Ambulant Jumps – An Introduction Ambulant Jumps – Sports Specific Rules Ambulant Long Jump – Athletics 365 6.3 Coaching Ambulant Throws – An Introduction -

Hilbert-Kunz Functions of Surface Rings of Type ADE Arxiv:1604.08435V1
Dissertation zur Erlangung des Doktorgrades (Dr. rer. nat.) des Fachbereichs Mathematik/Informatik der Universität Osnabrück Hilbert-Kunz functions of surface rings of type ADE vorgelegt von Daniel Brinkmann Osnabrück eingereicht: Mai 2013 arXiv:1604.08435v1 [math.AC] 28 Apr 2016 veröffentlicht: August 2013 Betreuer: Prof. Dr. Holger Brenner Contents Introduction5 The goal of this thesis and a sketch of the most important ideas5 Summary of the thesis 10 Acknowledgements 15 Notations and conventions 15 Chapter 1. A survey on Hilbert-Kunz theory 17 1.1. The algebraic viewpoint of Hilbert-Kunz theory 17 1.2. The geometric viewpoint of Hilbert-Kunz theory 31 1.2.1. Generalities on vector bundles 31 1.2.2. Frobenius 33 1.2.3. Syzygy bundles 34 1.2.4. Stability 37 1.2.5. Relation to Hilbert-Kunz theory 40 1.2.6. Curves of degree three 42 1.3. Related invariants and further readings 44 1.3.1. Limit Hilbert-Kunz multiplicity 44 1.3.2. F-Signature 46 1.3.3. Further readings 46 Chapter 2. Examples of Hilbert-Kunz functions and Han’s δ function 49 2.1. Examples of Hilbert-Kunz functions 49 2.2. Han’s δ function 55 2.3. The behaviour of the Hilbert-Kunz multiplicity in families 67 2.3.1. The family F1 68 2.3.2. The family FU 70 2.3.3. The family FV 72 2.3.4. The family FW 73 Chapter 3. Matrix factorizations and representations as first syzygy modules 77 3.1. Properties of maximal Cohen-Macaulay modules 77 3.1.1. -

Live Scoring for Tournament Golf Skyhawk Invitational Player
3/14/2017 Player Leaderboard Live Scoring for Tournament Golf Skyhawk Invitational 174.223.3.150 Leaderboards: Old Individual | Old Team | New Individual | New Team | New Team with Players Player Leader Board * player is participating as an individual rather than as a team member. Course:Callaway Gardens Lake View: Lake View NAIA Par 72 5804 yards position scoring all rnds total player team current start to par thru today 1 2 score 1 1 Courtney Lowery Point University +1 F +3 70 75 145 2 T3 Sam Burrus Lee University +2 F 2 76 70 146 3 2 Anne Hedegaard Lee University +5 F +2 75 74 149 T4 T14 Tara Rodenhurst Lindsey Wilson Coll. +8 F 1 81 71 152 T4 T7 Alexa Rippy Trevecca Nazarene U. +8 F +2 78 74 152 T4 6 Caroline Moore Lee University +8 F +3 77 75 152 7 T3 Annika Gino Lee University +9 F +5 76 77 153 8 T3 Megan Gaylor Milligan College +10 F +6 76 78 154 9 T10 Heidi Hinz Thomas University +13 F +5 80 77 157 T10 9 Kayla Chapman Truett McConnell +14 F +7 79 79 158 T10 T7 Haverly Harrold Lee University +14 F +8 78 80 158 12 T19 Ann Sullivan Milligan College +15 F +4 83 76 159 T13 T24 Raquel Romero Cumberland U. +17 F +5 84 77 161 T13 T19 Morgan Stuckey Cumberland U. +17 F +6 83 78 161 T15 T29 Kristen Sculley Thomas University +18 F +5 85 77 162 T15 T10 Caroline Parrish Thomas University +18 F +10 80 82 162 T15 T10 Sarah Son Milligan College +18 F +10 80 82 162 18 T33 Cassidy Gibson Milligan College +19 F +5 86 77 163 T19 T14 Rachael McMahan Trevecca Nazarene U. -

Part 1 — Aircraft Types by Manufacturer (Encode) Partie 1 — Types D’Aéronef Par Constructeur (Codage) Parte 1 — Tipos De Aeronave, Por Fabricantes (Cifrado) Часть 1
1-1 PART 1 — AIRCRAFT TYPES BY MANUFACTURER (ENCODE) PARTIE 1 — TYPES D’AÉRONEF PAR CONSTRUCTEUR (CODAGE) PARTE 1 — TIPOS DE AERONAVE, POR FABRICANTES (CIFRADO) ЧАСТЬ 1. ТИПЫ ВОЗДУШНЫХ СУДОВ ПО ОБОЗНАЧЕНИЮ ИЗГОТОВИТЕЛЯ ( КОДИРОВАНИЕ ) MANUFACTURER/MODEL DESIGNATOR WTC DESCRIPTION MANUFACTURER/MODEL DESIGNATOR WTC DESCRIPTION CONSTRUCTEUR/MODÈLE INDICATIF WTC DESCRIPTION CONSTRUCTEUR/MODÈLE INDICATIF WTC DESCRIPTION FABRICANTE/MODELO DESIGNADOR WTC DESCRIPCIÓN FABRICANTE/MODELO DESIGNADOR WTC DESCRIPCIÓN ИЗГОТОВИТЕЛЬ /МОДЕЛЬ УСЛ . WTC ВОЗДУШНОГО ИЗГОТОВИТЕЛЬ /МОДЕЛЬ УСЛ . WTC ВОЗДУШНОГО ОБОЗНАЧЕНИЕ ОБОЗНАЧЕНИЕ (ANY MANUFACTURER) ACE Aircraft type not (yet) assigned a designator ZZZZ - - Junior Ace JACE L L1P Airship SHIP - - Super Ace SACE L L1P Balloon BALL - - ACEAIR Glider GLID - - A-200 Aeriks 200 ARKS L L1P Microlight aircraft ULAC - - A-200 Aeris 200 ARKS L L1P Microlight autogyro GYRO - - Aeriks 200 ARKS L L1P Microlight helicopter UHEL - - Aeris 200 ARKS L L1P Sailplane GLID - - Ultralight aircraft ULAC - - ACES HIGH Ultralight autogyro GYRO - - Cuby 2 CUB2 L L1P Ultralight helicopter UHEL - - ACRO SPORT 328 SUPPORT SERVICES Acro-Sport 1 ACRO L L1P Dornier 328JET J328 M L2J Acro-Sport 2 ACR2 L L1P Cougar COUG L L1P 3XTRIM Junior Ace JACE L L1P 3X-47 Ultra UL45 L L1P Super Ace SACE L L1P 3X-55 Trener TR55 L L1P Super Acro-Sport ACRO L L1P 3X-LS Navigator 600 TR55 L L1P 450 Ultra UL45 L L1P ACS 550 Trener TR55 L L1P ACS-100 Sora SORA L L1P Trener TR55 L L1P AD AEROSPACE Ultra UL45 L L1P T-211 T211 L L1P A-41 ADA VNS-41 CE22 L A2P -

Doping Control Guide for Testing Athletes in Para Sport
DOPING CONTROL GUIDE FOR TESTING ATHLETES IN PARA SPORT JULY 2021 INTERNATIONAL PARALYMPIC COMMITTEE 2 1 INTRODUCTION This guide is intended for athletes, anti-doping organisations and sample collection personnel who are responsible for managing the sample collection process – and other organisations or individuals who have an interest in doping control in Para sport. It provides advice on how to prepare for and manage the sample collection process when testing athletes who compete in Para sport. It also provides information about the Para sport classification system (including the types of impairments) and the types of modifications that may be required to complete the sample collection process. Appendix 1 details the classification system for those sports that are included in the Paralympic programme – and the applicable disciplines that apply within the doping control setting. The International Paralympic Committee’s (IPC’s) doping control guidelines outlined, align with Annex A Modifications for Athletes with Impairments of the World Anti-Doping Agency’s International Standard for Testing and Investigations (ISTI). It is recommended that anti-doping organisations (and sample collection personnel) follow these guidelines when conducting testing in Para sport. 2 DISABILITY & IMPAIRMENT In line with the United Nations Convention on the Rights of Persons with Disabilities (CRPD), ‘disability’ is a preferred word along with the usage of the term ‘impairment’, which refers to the classification system and the ten eligible impairments that are recognised in Para sports. The IPC uses the first-person language, i.e., addressing the athlete first and then their disability. As such, the right term encouraged by the IPC is ‘athlete or person with disability’.