Unique Manufacturing Processes in Space Environment
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
5-8 Satellites and “Weightlessness” Objects in Orbit Are Said to Experience Weightlessness
5-8 Satellites and “Weightlessness” Objects in orbit are said to experience weightlessness. They do have a gravitational force acting on them, though! The satellite and all its contents are in free fall, so there is no normal force. This is what leads to the experience of weightlessness. 5-8 Satellites and “Weightlessness” More properly, this effect is called apparent weightlessness, because the gravitational force still exists. It can be experienced on Earth as well, but only briefly: Calculating the Local Force of Gravity So the local gravitational acceleration depends upon your distance from the center of mass. Usually this is your distance from the center of the Earth ConcepTest 5.9 Fly Me Away You weigh yourself on a scale inside an airplane that is flying with constant 1) greater than speed at an altitude of 20,000 feet. 2) less than How does your measured weight in the 3) same airplane compare with your weight as measured on the surface of the Earth? ConcepTest 5.9 Fly Me Away You weigh yourself on a scale inside an airplane that is flying with constant 1) greater than speed at an altitude of 20,000 feet. 2) less than How does your measured weight in the 3) same airplane compare with your weight as measured on the surface of the Earth? At a high altitude, you are farther away from the center of Earth. Therefore, the gravitational force in the airplane will be less than the force that you would experience on the surface of the Earth. ConcepTest 5.10 Two Satellites Two satellites A and B of the same mass 1) 1/8 are going around Earth in concentric 2) 1/4 orbits. -
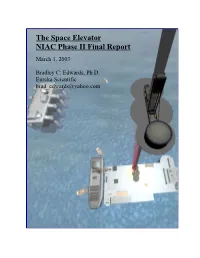
The Space Elevator NIAC Phase II Final Report March 1, 2003
The Space Elevator NIAC Phase II Final Report March 1, 2003 Bradley C. Edwards, Ph.D. Eureka Scientific [email protected] The Space Elevator NIAC Phase II Final Report Executive Summary This document in combination with the book The Space Elevator (Edwards and Westling, 2003) summarizes the work done under a NASA Institute for Advanced Concepts Phase II grant to develop the space elevator. The effort was led by Bradley C. Edwards, Ph.D. and involved more than 20 institutions and 50 participants at some level. The objective of this program was to produce an initial design for a space elevator using current or near-term technology and evaluate the effort yet required prior to construction of the first space elevator. Prior to our effort little quantitative analysis had been completed on the space elevator concept. Our effort examined all aspects of the design, construction, deployment and operation of a space elevator. The studies were quantitative and detailed, highlighting problems and establishing solutions throughout. It was found that the space elevator could be constructed using existing technology with the exception of the high-strength material required. Our study has also found that the high-strength material required is currently under development and expected to be available in 2 years. Accepted estimates were that the space elevator could not be built for at least 300 years. Colleagues have stated that based on our effort an elevator could be operational in 30 to 50 years. Our estimate is that the space elevator could be operational in 15 years for $10B. In any case, our effort has enabled researchers and engineers to debate the possibility of a space elevator operating in 15 to 50 years rather than 300. -

Various Study Papers Download
33 rd Canadian Medical and Biological Engineering Society Conference œ Vancouver œ June 15-18 2010 Topic Area - Physiological systems and models. Plantar Biophotonic Stimulation improves Ocular-motor and Postural Control in Motor Vehicle Accident Patients. Amanmeet Garg a, Michelle Bruner a, Philippe A. Souvestre b, Andrew P. Blaber a a) Department of Biomedical Physiology and Kinesiology, Simon Fraser University, 8888 University Drive, Burnaby, BC, Canada. b) NeuroKinetics Health Services B.C. Inc., Suite 60 Hycroft Centre, 3195 Granville Street, Vancouver, BC, Canada. Introduction: Worldwide road accident related statistics reflect a consistent increase of motor vehicle accidents (MVA). Survivors of motor vehicle accidents experience a range of head injuries from whiplash, concussion, and mild to severe traumatic brain injuries, of which the most severe may result in incapacitation or death. Central sensory-motor controls (SMC), including ocular-visual, ocular-motor, vestibular, and cerebellar systems are primarily affected. Methods: Visual-ocular convergence (VOC) and postural balance (PB) tests are used among others to measure the degree of central sensory-motor controls dysfunction. This retrospective study (n=19) investigates the effect of passive biophotonic stimulation applied to plantar postural sensory afferents on VOC and PB tests conducted during a neurophysiological evaluation. Stabilogram diffusion analysis (SDA) of the centre of pressure trajectory from the PB test was used to determine the amount of stochastic activity and dynamic behavior of postural control (Collins and De Luca, Exp Brain Res 95:308-318, 1993). Results: Visual-ocular convergence was significantly closer (p<0.001) with stimulation (5.3±1.0 cm) than without (11±1.0 cm). -

Thought Experiments in Teaching Free-Fall Weightlessness: a Critical Review and an Exploration of Mercury’S Behavior in “Falling Elevator”
OPEN ACCESS EURASIA Journal of Mathematics Science and Technology Education ISSN: 1305-8223 (online) 1305-8215 (print) 2017 13(5):1283-1311 DOI 10.12973/eurasia.2017.00671a Thought Experiments in Teaching Free-Fall Weightlessness: A Critical Review and an Exploration of Mercury’s Behavior in “Falling Elevator” Jasmina Balukovic Druga Gimnazija, Sarajevo, BOSNIA and HERZEGOVINA Josip Slisko Benemérita Universidad Autónoma de Puebla, MEXICO Adrián Corona Cruz Benemérita Universidad Autónoma de Puebla, MEXICO Received 9 May2016 ▪ Revised 7 June 2016 ▪ Accepted 7 June 2016 ABSTRACT Different “thought experiments” dominate teaching approaches to weightlessness, reducing students’ opportunities for active physics learning, which should include observations, descriptions, explanations and predictions of real phenomena. Besides the controversy related to conceptual definitions of weight and weightlessness, we report another controversy regarding the position of the person that weighs herself or himself in a freely-falling elevator, a “thought experiment” commonly used for introducing the concept of weightlessness. Two XIX-century “thought experiments”, one from America and one from Russia, show that they have a long tradition in physics teaching. We explored experimentally a “thought experiment” that deals with the behavior of a mercury drop in a freely-falling elevator. Our experimental results show that the mercury drop neither took the expected spherical shape nor performed oscillatory motions predicted by theory. Teachers should encourage -

Human Adaptation and Safety in Space
SICSA SPACE ARCHITECTURE SEMINAR LECTURE SERIES PART II : HUMAN ADAPTATION AND SAFETY IN SPACE www.sicsa.uh.edu LARRY BELL, SASAKAWA INTERNATIONAL CENTER FOR SPACE ARCHITECTURE (SICSA) GERALD D.HINES COLLEGE OF ARCHITECTURE, UNIVERSITY OF HOUSTON, HOUSTON, TX The Sasakawa International Center for SICSA routinely presents its publications, Space Architecture (SICSA), an research and design results and other organization attached to the University of information materials on its website Houston’s Gerald D. Hines College of (www.sicsa.uh.edu). This is done as a free Architecture, offers advanced courses service to other interested institutions and that address a broad range of space individuals throughout the world who share our systems research and design topics. In interests. 2003 SICSA and the college initiated Earth’s first MS-Space Architecture This report is offered in a PowerPoint format with degree program, an interdisciplinary 30 the dedicated intent to be useful for academic, credit hour curriculum that is open to corporate and professional organizations who participants from many fields. Some wish to present it in group forums. The document students attend part-time while holding is the second in a series of seminar lectures that professional employment positions at SICSA has prepared as information material for NASA, affiliated aerospace corporations its own academic applications. We hope that and other companies, while others these materials will also be valuable for others complete their coursework more rapidly who share our -
2020 International Space Station U.S. National Laboratory Additive Manufacturing in Space Workshop ______Virtual Event Discussion Summary September 10, 2020
2020 International Space Station U.S. National Laboratory Additive Manufacturing in Space Workshop __________________________________________________________ Virtual Event Discussion Summary September 10, 2020 The 2020 International Space Station (ISS) U.S. National Laboratory Additive Manufacturing in Space Workshop held on July 28, 2020 was hosted by the Center for the Advancement of Science in Space (CASIS), manager of the ISS National Lab. 2020 Additive Manufacturing in Space Workshop Summary Contents I. EXECUTIVE SUMMARY ........................................................................................................................... 3 II. INTRODUCTION ...................................................................................................................................... 4 Workshop Objectives and Plan .................................................................................................................. 4 III. WORKSHOP DETAILS .............................................................................................................................. 5 Agenda ....................................................................................................................................................... 5 Breakout Sessions ...................................................................................................................................... 5 IV. MAIN SESSION PRESENTATIONS ........................................................................................................... -

Human Adaptation to Space
Human Adaptation to Space From Wikipedia, the free encyclopedia Human physiological adaptation to the conditions of space is a challenge faced in the development of human spaceflight. The fundamental engineering problems of escaping Earth's gravity well and developing systems for in space propulsion have been examined for well over a century, and millions of man-hours of research have been spent on them. In recent years there has been an increase in research into the issue of how humans can actually stay in space and will actually survive and work in space for long periods of time. This question requires input from the whole gamut of physical and biological sciences and has now become the greatest challenge, other than funding, to human space exploration. A fundamental step in overcoming this challenge is trying to understand the effects and the impact long space travel has on the human body. Contents [hide] 1 Importance 2 Public perception 3 Effects on humans o 3.1 Unprotected effects 4 Protected effects o 4.1 Gravity receptors o 4.2 Fluids o 4.3 Weight bearing structures o 4.4 Effects of radiation o 4.5 Sense of taste o 4.6 Other physical effects 5 Psychological effects 6 Future prospects 7 See also 8 References 9 Sources Importance Space colonization efforts must take into account the effects of space on the body The sum of mankind's experience has resulted in the accumulation of 58 solar years in space and a much better understanding of how the human body adapts. However, in the future, industrialization of space and exploration of inner and outer planets will require humans to endure longer and longer periods in space. -

The Space Sector in 2014 and Beyond
The Space Economy at a Glance 2014 © OECD 2014 Chapter 1 The space sector in 2014 and beyond Chapter 1 reviews major trends in the space sector. It first provides a review of the “space economy” in 2014. It then focuses on an original analysis of global value chains in the space sector, including a spotlight on fifty years of European space co-operation. The chapter also looks at new dynamics in the sector, which may impact incumbents and new entrants, with a focus on innovation in industrial processes and the development of small satellites. 15 1. THE SPACE SECTOR IN 2014 AND BEYOND Defining the “space economy” in 2014 Straddling the defence and aerospace industries, the space sector has for decades been a relatively discrete sector, developed to serve strategic objectives in many OECD and non-OECD economies, with security applications, science and space exploration. The space sector, like many other high-tech sensitive domains, is now attracting much more attention around the world, as governments and private investors seek new sources of economic growth and innovation. The “space economy” has become an intriguing domain to examine, bringing interesting innovation capacities as well as new commercial opportunities. Over the past decade, the number of public and private actors involved in space activities worldwide has increased, spurring even further the development of the nascent space economy. Despite strong headwinds in many related sectors (e.g. defence), the space sector overall has not been significantly affected by the world economic crisis. It remains a strategic sector for many countries, relatively sheltered because of national imperatives (e.g. -

Spaceflight Induced Changes in the Central Nervous System
DOI: 10.5772/intechopen.74232 ProvisionalChapter chapter 5 Spaceflight InducedInduced ChangesChanges inin thethe CentralCentral NervousNervous System Alex P. Michael Additional information isis available atat thethe endend ofof thethe chapterchapter http://dx.doi.org/10.5772/intechopen.74232 Abstract Although once a widely speculated about and largely theoretical topic, spaceflightinduced intracranial hypertension is more accepted as a distinct clinical phenomenon; yet, the under- lying physiological mechanisms are still poorly understood. In the past, many terms were used to describe the symptoms of malaise, nausea, vomiting, and vertigo though longer duration spaceflights have increased the prevalence of overlapping symptoms of headache and visual disturbance. Spaceflight-induced visual pathology is thought to be a manifesta- tion of increased intracranial pressure (ICP) because of its similar presentation to cases of known intracranial hypertension on Earth as well as the documentation of increased ICP by lumbar puncture in symptomatic astronauts upon return to gravity. The most likely mecha- nisms of spaceflight-induced increased ICP include a cephalad shift of body fluids, venous outflow obstruction, blood-brain barrier breakdown, and disruption to CSF flow. The rela- tive contribution of increased ICP to the symptoms experienced during spaceflight is cur- rently unknown though as other factors recently posited to contribute include local effects on ocular structures, individual differences in metabolism, and the vasodilator effects of carbon dioxide. Spaceflight-induced intracranial hypertension must be distinguished from other pathologies with similar symptomatology. The following chapter discusses the pro- posed physiologic causes and the pathological manifestations of increased ICP in the space- flight environment and provides considerations for future long-term space travel. -

Space Resources : Social Concerns / Editors, Mary Fae Mckay, David S
Frontispiece Advanced Lunar Base In this panorama of an advanced lunar base, the main habitation modules in the background to the right are shown being covered by lunar soil for radiation protection. The modules on the far right are reactors in which lunar soil is being processed to provide oxygen. Each reactor is heated by a solar mirror. The vehicle near them is collecting liquid oxygen from the reactor complex and will transport it to the launch pad in the background, where a tanker is just lifting off. The mining pits are shown just behind the foreground figure on the left. The geologists in the foreground are looking for richer ores to mine. Artist: Dennis Davidson NASA SP-509, vol. 4 Space Resources Social Concerns Editors Mary Fae McKay, David S. McKay, and Michael B. Duke Lyndon B. Johnson Space Center Houston, Texas 1992 National Aeronautics and Space Administration Scientific and Technical Information Program Washington, DC 1992 For sale by the U.S. Government Printing Office Superintendent of Documents, Mail Stop: SSOP, Washington, DC 20402-9328 ISBN 0-16-038062-6 Technical papers derived from a NASA-ASEE summer study held at the California Space Institute in 1984. Library of Congress Cataloging-in-Publication Data Space resources : social concerns / editors, Mary Fae McKay, David S. McKay, and Michael B. Duke. xii, 302 p. : ill. ; 28 cm.—(NASA SP ; 509 : vol. 4) 1. Outer space—Exploration—United States. 2. Natural resources. 3. Space industrialization—United States. I. McKay, Mary Fae. II. McKay, David S. III. Duke, Michael B. IV. United States. -
Weightlessness and Rocket Propulsion
Weightlessness and Rocket Propulsion 1 Risks of Long Term Space Flight and How to Mi?gate Them 2 How do we measure radiaon? In SI units, the amount of radiaon absorbed is measured in Grays (Gy): 1 Gy = 1 joule of energy absorbed per kilogram of material (Another unit you see is “rad”, where 1 rad = 0.01 Gy) For human dosage, we typically talk about mGy. Radiaon deposits energy in uniQue ways into biological systems. milliSieverts (mSv) describes the biological eQuivalent radiaon dosage. (an older unit called the “rem”) This number has the same units as Grays, but it does not measure the same thing. Sieverts take into account the type of radiaon and the biological damage it can cause. 3 How do we measure radiaon? Let’s look at some typical numbers: An average six month stay aboard the ISS: Dose will be higher for astronauts • 80 mSv (solar max) par?cipang in space walks. (Note: • 160 mSv (solar min) NASA avoids spacewalks during • 1 mSv is approximately eQuivalent to 3 high risk periods) chest X-rays (Note: the radiaon is different) • NASA limits exposure to 200 mSv/yr • NCRP limits flight crews to 500 mSv/yr Typical radiaon dose on Earth is 2 mSv/yr due to background radiaon. hap://www.epa.gov/rpdweb00/understand/calculate.html This will vary with al?tude, proximity to nuclear power, local geology, and other 4 factors. What is NASA doing to protect astronauts? NASA follows the protec?on prac?ces that are recommended by the US Naonal Academy of Space Science Board and the US Council on Radiaon Protec?on and Measurement. -

Defending Planet Earth: Near-Earth Object Surveys and Hazard Mitigation Strategies Final Report
PREPUBLICATION COPY—SUBJECT TO FURTHER EDITORIAL CORRECTION Defending Planet Earth: Near-Earth Object Surveys and Hazard Mitigation Strategies Final Report Committee to Review Near-Earth Object Surveys and Hazard Mitigation Strategies Space Studies Board Aeronautics and Space Engineering Board Division on Engineering and Physical Sciences THE NATIONAL ACADEMIES PRESS Washington, D.C. www.nap.edu PREPUBLICATION COPY—SUBJECT TO FURTHER EDITORIAL CORRECTION THE NATIONAL ACADEMIES PRESS 500 Fifth Street, N.W. Washington, DC 20001 NOTICE: The project that is the subject of this report was approved by the Governing Board of the National Research Council, whose members are drawn from the councils of the National Academy of Sciences, the National Academy of Engineering, and the Institute of Medicine. The members of the committee responsible for the report were chosen for their special competences and with regard for appropriate balance. This study is based on work supported by the Contract NNH06CE15B between the National Academy of Sciences and the National Aeronautics and Space Administration. Any opinions, findings, conclusions, or recommendations expressed in this publication are those of the author(s) and do not necessarily reflect the views of the agency that provided support for the project. International Standard Book Number-13: 978-0-309-XXXXX-X International Standard Book Number-10: 0-309-XXXXX-X Copies of this report are available free of charge from: Space Studies Board National Research Council 500 Fifth Street, N.W. Washington, DC 20001 Additional copies of this report are available from the National Academies Press, 500 Fifth Street, N.W., Lockbox 285, Washington, DC 20055; (800) 624-6242 or (202) 334-3313 (in the Washington metropolitan area); Internet, http://www.nap.edu.