Programming and Using a Sherline CNC Rotary Indexer
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Rotary Table
2020-12-14 13:47 Doc. No. DIU-10D00-OM002-D PRODUCT NAME Rotary Table MODEL / Series / Product Number MSQ DI027773 2020-12-14 13:47 Contents Safety Instructions 2 Outline 18 How to order 18 Specifications 19 Weight 20 Effective torque 20 Internal construction and parts 21 MSQ10 to 50 21 Made to Order 22 Basic circuit 23 Circuit structure 23 Recommended models 23 Mounting 24 Load restrictions 24 Bolts for mounting product 24 Rotation direction and rotation angle 27 Rotating range example 28 Special angle adjustment tool 29 Angle adjustment using the special tool 29 Piping 30 Air supply 30 Setting of rotation time 31 Moment of inertia 31 Calculation formulae for moment of inertia 32 Kinetic energy 33 Auto switch 34 Internal structure and operation principle 34 Mounting of auto switch 34 Auto switch proper mounting position at rotation end 35 Maintenance and Inspection 36 Regular check 36 Replacement procedure of the seal kit 36 Specific product precautions 45 Troubleshooting 48 -1- DI027773 2020-12-14 13:47 Safety Instructions These safety instructions are intended to prevent hazardous situations and/or equipment damage. These instructions indicate the level of potential hazard with the labels of “Caution,” “Warning” or “Danger.” They are all important notes for safety and must be followed in addition to International Standards (ISO/IEC)*1), and other safety regulations. *1) ISO 4414: Pneumatic fluid power -- General rules relating to systems. ISO 4413: Hydraulic fluid power -- General rules relating to systems. IEC 60204-1: Safety of machinery -- Electrical equipment of machines .(Part 1: General requirements) ISO 10218-1992: Manipulating industrial robots -Safety. -
Using a Rotary Table a Rotary Table Can Be Used to Machine Arcs and Circles
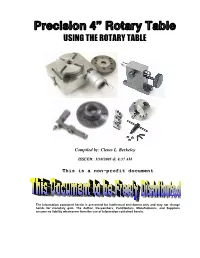
Precision 4” Rotary Table USING THE ROTARY TABLE Compiled by: Cletus L. Berkeley ISSUED: 5/30/2005 @ 8:37 AM This is a non-profit document The information contained herein is presented for intellectual enrichment only and may not change hands for monetary gain. The Author, Researchers, Contributors, Manufacturers, and Suppliers assume no liability whatsoever from the use of information contained herein. The Rotary Table When a rotary table is put on a vertical mill you end up with a machine that is theoretically capable of reproducing itself. This means the capabilities of your mill are governed by the size of the part and the ingenuity of the operator. The purpose of these instructions is to give an insight into properly using this amazing accessory. Equipment used in this discussion: MODEL: 1810 Rotary Table, 4” Precision MODEL: 1811 Dividing Plate Set, 15 & 28-Hole MODEL: 1812 Tailstock MODEL: 1187 Lathe Chuck, 3-Jaw 3” As sold by : littlemachineshop.com Specifications Diameter of Table: 100mm (4”) Center Height (Horizontal Mounting): 73mm (2.874”) Bore Taper: MT2 T-Slot Width: 8mm (0.315”) Locating Key Width: 8mm and 10mm (0.315” and 0.394”) Angle of T-Slot: 90-deg. Height to top of table (Vertical Mounting): 68mm (2.677”) Worm Ratio: 1:72 Worm Gear Module: 1 Table Circumference Graduation: 360-deg. Handwheel Indication: 2-minutes each division Min. Vernier Collar Graduation: 10-seconds each division Flatness of clamping surface: 0.0012". Parallelism of clamping surface to base: 0.0008". Squareness of clamping surface to angle face: 0.0012". Squareness of clamping surface to center slot: 0.0012". -

Vertical Milling Table P/N 1185 (Inch) P/N 1184 (Metric)
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Vertical Milling Table P/N 1185 (Inch) P/N 1184 (Metric) About the Vertical Milling Table When cutting aluminum, run the motor at top speed The vertical milling table can be used to do small milling and take light cuts. jobs on the lathe by moving the part up and down in front 4. Fly cutting is an excellent way of cutting stock from of a cutter in the headstock. This was a technique often flat surfaces. shown in older machining manuals. It can also be a handy fixture on a milling machine table for certain setups. 5. Learn to use a dial indicator. In its original Sherline version, the table was the same as 6. Shims may be required to properly align the machine. the original brass lathe crosslide table, which was 4" long. Normally, standard machine alignment will be good When Sherline changed to a 6" table on the lathe crosslide enough for most work unless it is exceptionally large the same 6" table was used on the vertical milling table. In or has to be extremely accurate. 2004, the vertical mill table was upgraded to our 8" industrial 7. A good milling vise is a must. In most cases, simple slide table, which is also an additional 1/4" thicker than the drill press vises are not accurately machined and are old 4" or 6" tables to offer additional rigidity for milling. difficult to align. They are also designed to take only The table is also pre drilled to accept a stepper motor mount, the straight down loads of drilling, not the lifting and making it easier to convert to computer control should you side forces of milling. -
High Integrity Die Casting Processes
HIGH INTEGRITY DIE CASTING PROCESSES EDWARD J. VINARCIK JOHN WILEY & SONS, INC. This book is printed on acid-free paper. ࠗϱ Copyright ᭧ 2003 by John Wiley & Sons, New York. All rights reserved Published by John Wiley & Sons, Inc., Hoboken, New Jersey Published simultaneously in Canada No part of this publication may be reproduced, stored in a retrieval system or transmitted in any form or by any means, electronic, mechanical, photocopying, recording, scanning or otherwise, except as permitted under Section 107 or 108 of the 1976 United States Copyright Act, without either the prior written permission of the Publisher, or authorization through payment of the appropriate per-copy fee to the Copyright Clearance Center, Inc., 222 Rosewood Drive, Danvers, MA 01923, (978) 750-8400, fax (978) 750-4470, or on the web at www.copyright.com. Requests to the Publisher for permission should be addressed to the Permissions Department, John Wiley & Sons, Inc., 111 River Street, Hoboken, NJ 07030, (201) 748-6011, fax (201) 748-6008, e-mail: [email protected]. Limit of Liability/Disclaimer of Warranty: While the publisher and author have used their best efforts in preparing this book, they make no representations or warranties with respect to the accuracy or completeness of the contents of this book and specifically disclaim any implied warranties of merchantability or fitness for a particular purpose. No warranty may be created or extended by sales representatives or written sales materials. The advice and strategies contained herein may not be suitable for your situation. You should consult with a professional where appropriate. Neither the publisher nor author shall be liable for any loss of profit or any other commercial damages, including but not limited to special, in- cidental, consequential, or other damages. -

A Miniature Triaxial Rock Deformation Apparatus for 4D Synchrotron X-Ray Microtomography ISSN 1600-5775
research papers Mjo¨lnir: a miniature triaxial rock deformation apparatus for 4D synchrotron X-ray microtomography ISSN 1600-5775 Ian Butler,* Florian Fusseis, Alexis Cartwright-Taylor and Michael Flynn School of Geosciences, University of Edinburgh, James Hutton Road, The King’s Buildings, Edinburgh EH9 3FE, Received 4 June 2020 United Kingdom. *Correspondence e-mail: [email protected] Accepted 26 August 2020 An X-ray transparent experimental triaxial rock deformation apparatus, here Edited by P. A. Pianetta, SLAC National named ‘Mjo¨lnir’, enables investigations of brittle-style rock deformation and Accelerator Laboratory, USA failure, as well as coupled thermal, chemical and mechanical processes relevant to a range of Earth subsurface environments. Designed to operate with Keywords: synchrotron X-ray microtomography; cylindrical samples up to 3.2 mm outside-diameter and up to 10 mm length, experimental geoscience; rock deformation. Mjo¨lnir can attain up to 50 MPa confining pressure and in excess of 600 MPa axial load. The addition of heaters extends the experimental range to Supporting information: this article has temperatures up to 140C. Deployment of Mjolnir on synchrotron beamlines supporting information at journals.iucr.org/s indicates that full 3D datasets may be acquired in a few seconds to a few minutes, meaning full 4D investigations of deformation processes can be undertaken. Mjo¨lnir is constructed from readily available materials and components and complete technical drawings are included in the supporting information. 1. Introduction The accumulation of damage in rocks and their ultimate failure under deviatoric stress is a significant process in a range of natural and engineered settings within the Earth’s sub- surface. -

Nikken Rotary Tables for Okuma
NIKKEN ROTARY TABLES FOR OKUMA CAT2014-OKUMA-RT FEB.2014 Contact us for more information on our products lines. Okuma Captain Series Lathes Live & Static Tooling Catalog Tooling System Catalog Live & Static Tooling OKUMA CAPTAIN SERIES LATHES L370-M, L370-MW, L470-M, GENOS L-300M, GENOS L-200M CAT2013-OK-CAP CAT2011-TC Okuma LBEX Series Lathes Live Tooling Catalog Taper Plus Catalog TAPER PLUS TOOL HOLDERS Taper and Flange Contact Toolholders Dual Contact holders for high precision and higher rigidity! CAT2014-TAPERPLUS JAN. 2014 CAT2014-OK-LBEX CAT2014-TAPERPLUS Nikken Rotary Table Features TABLE OF CONTENTS Nikken Rotary Features Pg. 4-5 Okuma Interface Numbers Pg. 6-7 VERTICAL HORIZONTAL Genos M Series MA-Series Horizontal Machine Centers Okuma M460-VE | M560-V Pg. 8 Okuma MA-500HA/B | MA-600HA/B | MA-800HB Pg. 40 CNC180/202, 260/302 CNC321T, 401T, 601T 5AX-130, 201 MB-Series Horizontal Machine Centers MB-V Series Okuma MB-4000H | MB-5000H | MB-8000H Pg. 42 Okuma MB-46VA/B | MB56-VA/B | MB-66VA/B Pg. 12 CNC260T, 321T, 401T, 601T CNC180/202, 260/302, 321, 401, B350, B450 5AX-130, 201, 230, 250 Standard Multi-Spindle Units Pg. 46 MA-Series Vertical Motor Style Options Pg. 47 MA-550VB | MA-650VB Pg. 24 CNC260/302, 321, 401, B350, B450 of Contents Table 5AX-130, 201, 230, 250 Tailstock & Support Table Accessories Pg. 48 Millac Series Nikken Controller Specifications Pg. 49 Okuma 761V | 852V | 1052VII Pg. 32 CNC302, 321, 401, 601, B350, B450 Rotary Table Dimensions Pg. 50 5AX-250, 350 5-Axis Table Dimensions Pg. -

4Th and 5Th Axis Rotary Table
4th and 5th Axis Rotary Table Team: Dakota Bass Ricky Riedl Nicole Slagle Irene Yee Sponsors: Martin Koch Dr. Jose Macedo Mechancical Engineering Department California Polytechnic State University San Luis Obispo 2016 1 Statement of Disclaimer Since this project is a result of a class assignment, it has been graded and accepted as fulfillment of the course requirements. Acceptance does not imply technical accuracy or reliability. Any use of information in this report is done at the risk of the user. These risks may include catastrophic failure of the device or infringement of patent or copyright laws. California Polytechnic State University at San Luis Obispo and its staff cannot be held liable for any use or misuse of the project. 2 Contents Executive Summary ........................................................................................................................ 8 1. Introduction ................................................................................................................................. 9 1.1 Sponsor Background ............................................................................................................. 9 1.2 Formal Project Definition ..................................................................................................... 9 1.3 Objectives ............................................................................................................................. 9 1.4 Project Management ............................................................................................................ -

Analysis and Simulation of Trunnion-Type Numerical Control Rotary Table
2016 International Conference on Mechanics Design, Manufacturing and Automation (MDM 2016) ISBN: 978-1-60595-354-0 Analysis and Simulation of Trunnion-type Numerical Control Rotary Table Zi-Xuan WANG1,a, Tian-Biao YU1,b, Ji ZHAO1,c,*, Qiang MA1,d, Shi-Xuan LIU2,e 1School of Mechanical Engineering and Automation, Northeastern University, NO. 3-11, Wenhua Road, Heping District, Shenyang, 110819, People’s Republic of China 2FAW-Volkswagen Automotive Co. Ltd., NO. 5, Anqing Road, Lvyuan District, Changchun, 130013, People’s Republic of China [email protected], [email protected], [email protected], [email protected], [email protected] *Corresponding author Keywords: Trunnion type table, Finite element simulation, Statics analysis, Dynamics analysis, Kinematics analysis. Abstract. The combination of trunnion type numerical control rotary table and three-axis machine tools can achieve the work of five-axis machine center. The key part of trunnion-type numerical control rotary table, trunnion, was studied by statics analysis, modal analysis and harmonic response analysis. The maximum deformation, vibration performance and other parameters, which may do harm to the accuracy, were investigated. Meanwhile, the dynamics and kinematics analyses of rotary table virtual prototype were conducted. The results of simulation and analyses provide theoretical basis and important references for the optimization design and manufacturing. Introduction In recent years, machine tools need better properties, such as high speed, high precision, high efficiency and complex, to meet the high processing requirements [1-3]. The common machine tools fail to meet these demands. So five-axis machining center will lead the development trend of machine tools. -
Presenting Cnc Ball Screw Machines
Miniature Machine Tools & Accessories Catalog PRESENTING CNC BALL SCREW MACHINES Chucker Lathe Ball Screw Lathe Ball Screw Mill 11th Edition P/N 5325 TABLE OF CONTENTS 2" Rigid Column Spacers .................................................. 34 Rigid Column Bases .......................................................... 34 Why Sherline Tools Are Right for You 5400 Mill Column Base with 2000 Ram ........................... 34 t Sherline, our goal has been to produce a high quality Compound Riser .............................................................. 18 the fact that new accessories work just as well on Sherline on’t be intimidated by the large Multi-Direction Upgrade for 5000-Series Mills ................ 35 line of miniature machine tools at a price that offers Radius Cutting Attachment .............................................. 19 A tools made over thirty years ago or today. Sherline has the Dnumber of accessories we offer. Milling Vise ...................................................................... 35 the customer a great value. Accuracy and versatility have Knurling Tool Holder ....................................................... 19 Rotating Mill Vise Base .................................................... 35 most complete line of small precision machine tools and We suggest you buy only what you Bump Knurl Tool Holder ................................................. 19 been prime requirements in the design process. As a result, need, when you have a job where 4-Jaw Chuck Hold-Down Set .......................................... -
Sherline 4530C Metric Lathe 3.5"X8"
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Miniature Lathe and Milling Machine Assembly and Instruction Guide Eighth Edition P/N 5326 ©2017, Sherline Products Inc. Full One-Year Warranty on Sherline’s 3.5" Metal Lathe, Vertical Milling Machine, and Accessories If within one year from the date of purchase a new* Sherline power tool fails due to a defect in material or workmanship, Sherline will repair it free of charge. In addition, it has always been our policy to replace all parts at no cost, regardless of age, which are determined to have been incorrectly manufactured or assembled and have failed due to this cause rather than because of improper use or excessive wear caused by continuous use in a production environment. 90-Day Warranty on CNC and Computer-Related Components If a new* CNC or computer-related component sold by Sherline fails within 90 days of purchase Sherline will repair it free of charge. These components include, but are not limited to, controllers, driver boxes, stepper motor cables, computers, and other computer-related components. Right of Inspection Sherline will inspect the machine or part and will be the sole judge of the merit of the claim. Freight charges for returning a machine are not covered. Merchandise which has been abused or misused is not subject to warranty protection. Disassembly of a machine or accessory beyond normal maintenance procedures described in this manual may void the warranty. Before attempting major repairs, call the factory for advice and instructions. Warranty service is available by simply returning the machine, defective assembly, or part to: Sherline Products, Inc., 3235 Executive Ridge, Vista, CA 92081-8527 Please write, fax, call, or email to let us know that you are retuning a part and to receive a return authorization number. -

Operating Instructions for the Sherline Vertical Milling Machine CNC System Sherline Linux (Ubuntu V
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Operating Instructions for the Sherline Vertical Milling Machine CNC System Sherline Linux (Ubuntu v. 10.04) with P/N 8540/8541, 8020/8021, 8600/8601, 8620/8621 LinuxCNC version 2.6.10, updated 5/15/19 EMC2 is now referred to as LinuxCNC PRECAUTIONS Finding the most current instructions 1. Do not connect or disconnect stepper motors when the The most up-to-date version of these instructions can always be found on the Sherline website at www.sherline. driver box is powered up. Always turn off power to com/cnc-instructions. The following instructions refer to the driver box before plugging unplugging a stepper systems utilizing the Ubuntu version of Linux and the EMC2 motor. Improperly connecting or disconnecting a g-code control program. Older instructions for using the motor can damage it. Debian version of Linux 4.xx and the EMC distributed by 2. Before turning on the computer and booting up Sherline starting January1, 2005 or the initial versions of EMC2, make sure the power switch for the stepper 2.xx Redhat Linux will remain posted there as well. motors on the side of the computer (or on the 8760 Why we switched to Ubuntu and EMC2 driver box) is in the “OFF” position. After EMC2 The Debian version of Linux, along with the EMC is fully loaded it is then OK to turn on power to (Enhanced Machine Controller) software has been the stepper motors. Controls within EMC2 prevent distributed by Sherline since January, 2005. -
Vertical Milling Column
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Refer to SHERLINE INSTRUCTION GUIDE (P/N 5326) for milling setup and operations. Vertical Milling Column mounted on a Sherline lathe Vertical Milling Column P/N 3050 (Inch), P/N 3053 (Metric) P/N 3480 (Inch), P/N 3485 (Metric) with Zero Adjustable Handwheel With this attachment the Sherline lathe can be quickly Helpful Hints and easily converted into a small milling machine. The 1. This is a small, light duty mill, and should not be used attachment consists of a dovetailed vertical column with to remove vast amounts of unnecessary stock that could a solid aluminum base that attaches to the bed of the lathe be easily removed with a hacksaw. Get stock as close in place of the headstock. The headstock then mounts to to size as possible before starting. a dovetailed saddle on the vertical column. The saddle is raised and lowered to control the depth of cut by turning 2. Loads involved for milling are higher than for lathe a handwheel. Calibrations on the handwheel enable depth turning. The vibration level is also higher, therefore, control to .001". Parts to be machined are mounted on more attention must be paid to gib adjustments. They the lathe’s 2.75" x 6.00" crosslide. The headstock may be should be kept snug. locked in position by means of a screw on the back of the 3. End mills must run true and must be sharp. Holding saddle. (See P/N 4517 and 4033 on the exploded view.) end mills in a drill chuck is a poor method.