Dallas Dhu Distillery Statement of Significance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Whisky Sale
THE WHISKY SALE Wednesday 6 June 2018 Edinburgh THE WHISKY SALE | Edinburgh | Wednesday 6 June 2018 | Edinburgh Wednesday 24753 THE WHISKY SALE Wednesday 6 June 2018 at 11am 22 Queen Street, Edinburgh VIEWING ENQUIRIES CUSTOMER SERVICES IMPORTANT INFORMATION Tuesday 5 June Martin Green Monday to Friday 8.30am The United States Government 10am to 4pm +44 (0) 7775 842 626 to 6.00pm has banned the import of ivory Wednesday 6 June +44 (0) 131 225 2266 +44 (0) 20 7447 7447 into the USA. Lots containing 9am to 11am [email protected] Please see page 2 for bidder ivory are indicated by the information including after-sale symbol Ф printed beside the SALE NUMBER Press Enquiries: collection and shipment lot number in this catalogue. 24753 [email protected] +44 (0) 20 7468 5871 ILLUSTRATIONS CATALOGUE Front cover: Lots 52 Back cover: Lot 146 £10.00 Inside front cover: Lot 16 BIDS Inside back cover: Lot 75 +44 (0) 20 7447 7447 +44 (0) 20 7447 7401 fax [email protected] Please note that bids should be submitted no later than 4pm on the day prior to the sale. New bidders must also provide proof of identity when submitting bids. Failure to do this may result in your bid not being processed. Bidding by telephone will only be accepted on a lot with the lower estimate of £500. Live online bidding is available for this sale Please email [email protected] with ‘live bidding’ in the subject line 48 hours before the auction to register for this service Bonhams 1793 Limited Bonhams International Board Bonhams UK Ltd Directors Registered No. -
Cooling Tower Register
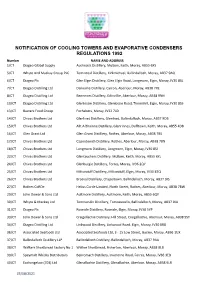
NOTIFICATION OF COOLING TOWERS AND EVAPORATIVE CONDENSERS REGULATIONS 1992 Number NAME AND ADDRESS 1/CTDiageo Global Supply Auchroisk Distillery, Mulben, Keith, Moray, AB55 6XS 5/CTWhyte And Mackay Group PLC Tomintoul Distillery, Kirkmichael, Ballindalloch, Moray, AB37 9AQ 6/CTDiageo Plc Glen Elgin Distillery, Glen Elgin Road, Longmorn, Elgin, Moray, IV30 8SL 7/CTDiageo Distilling Ltd Dailuaine Distillery, Carron, Aberlour, Moray, AB38 7RE 8/CTDiageo Distilling Ltd Benrinnes Distillery, Edinvillie, Aberlour, Moray, AB38 9NN 10/CTDiageo Distilling Ltd Glenlossie Distillery, Glenlossie Road, Thomshill, Elgin, Moray, IV30 8SS 13/CTBaxters Food Group Fochabers, Moray, IV32 7LD 14/CTChivas Brothers Ltd Glenlivet Distillery, Glenlivet, Ballindalloch, Moray, AB37 9DB 15/CTChivas Brothers Ltd Allt A Bhainne Distillery, Glenrinnes, Dufftown, Keith, Moray, AB55 4DB 16/CTGlen Grant Ltd Glen Grant Distillery, Rothes, Aberlour, Moray, AB38 7BS 17/CTChivas Brothers Ltd Caperdonich Distillery, Rothes, Aberlour, Moray, AB38 7BN 18/CTChivas Brothers Ltd Longmorn Distillery, Longmorn, Elgin, Moray, IV30 8SJ 22/CTChivas Brothers Ltd Glentauchers Distillery, Mulben, Keith, Moray, AB55 6YL 24/CTChivas Brothers Ltd Glenburgie Distillery, Forres, Moray, IV36 2QY 25/CTChivas Brothers Ltd Miltonduff Distillery, Miltonduff, Elgin, Moray, IV30 8TQ 26/CTChivas Brothers Ltd Braeval Distillery, Chapeltown, Ballindalloch, Moray, AB37 9JS 27/CTRothes CoRDe Helius Corde Limited, North Street, Rothes, Aberlour, Moray, AB38 7BW 29/CTJohn Dewar & Sons Ltd Aultmore Distillery, -

Glenglassaugh's Revival
Malt Maniacs E-pistle #2011- By ralfy, Isle of Man This article is brought to you by 'Malt Maniacs'; an international collective of more than two dozen fiercely independent malt whisky aficionados. Since 1997 we have been enjoying and discussing the pleasures of single malt whisky with like-minded whisky lovers from all over the world. In 2010 our community had members from 16 countries; The United Kingdom, Sweden, Germany, Holland, Belgium, France, Switzerland, Italy, Greece, The U.S.A., Canada, India, Japan, Taiwan, Australia & South Africa. More information on: www.maltmaniacs.org. Glenglassaugh's revival. A chat with Distillery Boss, Stuart Nickerson At a moment in time when expensive marketing dominates the public message of Scotch Whisky it is both refreshing and insightful to have the opportunity to chat with an Industry professional like Stuart Nickerson, Director of Glenglassaugh Distillery near Port Soy in Scotland who covers many roles in his job of running a small, craft-orientated and Independent Distillery which continues to do things the old-school way, something which experienced whisky drinkers are increasingly more aware of in terms of intrinsic quality and worth. I am happy to introduce a wee question and answers session with Stuart which helps to enhance our perspective on what's behind the amber-nectar which we all enjoy so much - could you introduce yourself to the whisky-fans ! • The story really starts when I left University back in 1979 (BSc in Chemical Engineering from Heriot-Watt University in Edinburgh – seems like a lifetime ago (and is) and started working with a company in Fife who, amongst other things manufactured by- products plants for the whisky industry. -

Speyside the Land of Whisky
The Land of Whisky A visitor guide to one of Scotland’s five whisky regions. Speyside Whisky The practice of distilling whisky No two are the same; each has has been lovingly perfected its own proud heritage, unique throughout Scotland for centuries setting and its own way of doing and began as a way of turning things that has evolved and been rain-soaked barley into a drinkable refined over time. Paying a visit to spirit, using the fresh water from a distillery lets you discover more Scotland’s crystal-clear springs, about the environment and the streams and burns. people who shape the taste of the Scotch whisky you enjoy. So, when To this day, distilleries across the you’re sitting back and relaxing country continue the tradition of with a dram of our most famous using pure spring water from the export at the end of your distillery same sources that have been tour, you’ll be appreciating the used for centuries. essence of Scotland as it swirls in your glass. From the source of the water and the shape of the still to the Home to the greatest wood of the cask used to mature concentration of distilleries in the the spirit, there are many factors world, Scotland is divided into five that make Scotch whisky so distinct whisky regions. These are wonderfully different and varied Highland, Lowland, Speyside, Islay from distillery to distillery. and Campbeltown. Find out more information about whisky, how it’s made, what foods to pair it with and more: www.visitscotland.com/whisky For more information on travelling in Scotland: www.visitscotland.com/travel Search and book accommodation: www.visitscotland.com/accommodation 05 15 03 06 Speyside 07 04 08 16 01 Speyside is home to some of Speyside you’re never far from a 10 Scotland’s most beautiful scenery distillery or two. -

Das Land Des Whiskys Eine Einführung in Die Fünf Whisky-Regionen Schottlands Schottland
Das Land des Whiskys Eine Einführung in die fünf Whisky-Regionen Schottlands Schottland Highland Speyside Islay Lowland Campbeltown Whisky Die Kunst der Whisky- Keine gleicht der anderen – jede Brennerei wurde in Schottland Brennerei ist stolz auf ihre eigene über Jahrhunderte mit Liebe Geschichte, ihre einzigartige perfektioniert. Alles begann damit, Lage und ihre ganz eigene Art, dass regengetränkte Gerste den Whisky herzustellen, die mit frischem Wasser aus den sich im Laufe der Zeit entwickelt glasklaren schottischen Quellen, und verfeinert hat. Besuchen Sie Flüssen und Bächen in eine eine Brennerei und erfahren Sie trinkbare Spirituose verwandelt mehr über die Umgebung und die wurde. Menschen, die den Geschmack des schottischen Whiskys formen, Bis zum heutigen Tag setzen den Sie genießen. Wenn Sie Brennereien im ganzen Land sich am Ende der Brennerei- die Tradition fort und nutzen seit Führung zurücklehnen und Jahrhunderten pures Quellwasser bei einem Gläschen unseres aus den gleichen Quellen. größten Exportschlagers entspannen, halten Sie in Ihrem Vom Wasser und der Form des Glas gewissermaßen die Essenz Destillierapparats bis zum Holz Schottlands in der Hand. des Fasses, in dem der Whisky reift – es gibt viele Faktoren, Schottland ist weltweit das Land die den schottischen Whisky mit den meisten Brennereien und so besonders machen und lässt sich in fünf verschiedene die einzelnen Brennereien so Whisky-Regionen unterteilen: unterschiedlich. Islay, Speyside, Highland, Lowland und Campbeltown. Erfahren Sie mehr über Schottland: www.visitscotland.com/de Unterkünfte suchen und buchen: www.visitscotland.com/de-de/unterkunft/ 02 03 Islay Unter all den kleinen Inseln vor frischem Quellwasser und der Schottlands Westküste ist Islay von den einheimischen Bauern etwas ganz Besonderes. -

Ann Arbor Whiskies
Ashley’s Whiskey Collection Featuring a variety of 60+ Single Malts, Blends, Bourbons, Irish Whiskeys, and Cognacs Western Islands (Islay, Jura & Skye) Laphroig 10 Year Nose is thick peat with a soft, oaky Ardbeg (10) background. Continuous gentle waves of dry peat Astoundingly smoky nose with a full, robust lap upon the tastebuds but are balanced by a palate of peat smoke flavoured with turf and sweet malt middle and vanilla. Finishes long and lapsang souchong tea.Finishes salty, long and peaty, the shy vanilla now begins to show as the filled with fragrant peat reek. A punch in the oak adds a certain dryness. 9.50 chops from a stroppy Islay middleweight. An instant warming tang of smoke that Flavour-packed yet delicate. 9.50 18 Year fades into smooth floral scents and blends seam- Bowmore lessly into an oaky nuttiness, leaving a lasting 12 Year Fragrant smokiness against an oily, sweetness.Finishes full bodied, long with a earthy, background. Some seaweed. Some sherry. luxurious oily smoothness. 16.00 Smokiness is sustained all the way through and surges in the finish with lots of salt. 8.75 Talisker (10) Peat-smoke nose with sea-water saltiness and cit- 18 Year A smoothly aromatic, nutty malt rus sweetness. Full-bodied palate with a dried-fruit with an appetizing medicinal Islay character. sweetness and strong barley-malt flavours. Long, Palate is rounded, firm, malty, dry creaminess. peppery finish with sweetness. 13.00 Tightly combined flavours with a malty, smoky finish.16.00 Bruichladdich (Signatory 19yr.) Distilled 1992, Bottled 2012; Hogshead Aged Lagavulin (16) Distilled before the distillery was mothballed in Deep amber gold in appearance, with an 1995, sold and restarted in 2001. -

Single Malt Tasting
METRO ATLANTA SCOTCH CLUB SINGLE MALT TASTING Landmark Diner (Buckhead), 3652 Roswell Rd NE, Atlanta, GA 30305 - Ph: (404) 816-9090 June 29, 2017 (Thursday, 7:00 PM) - 7 Scotch Malt Whiskies - $40 Advanced On-Line Purchase / $45 At the Door WHISKY #1 STRATHISLA Single Malt / 12-year / 40% ABV / OB: Strathisla Dist / Dist Owner: Chivas Brothers Ltd. (Pernod Ricard S.A.) / Speyside (Strathisla) Strathisla (Royal) Distillery Seafield Avenue, Keith, Banffshire (Moray) AB55 5BS SCOTLAND Pronunciation: ‘strath-EYE-la’ - SWA Whisky Map Location: #91 Translation: ‘The valley of the River Isla’ - Slogan: “The connoisseur’s best kept secret” Region (District): Speyside (Strathisla) - Neighbors: Glen Keith, Strathmill, Aultmore, Glentauchers Established: 1786 - Founder: Alexander Milne and George Taylor. Status: Active/Producing - Location: Chivas claims Strathisla to be the oldest Speyside & Highland distillery (1786). It was first known as ‘Milltown’ then intermittently ‘Milton’ or ‘Strathisla’ thereafter. It’s been Strathisla since 1951. (Its spirit has long been known as ‘Strathisla’). CB bought it in 1950 after its owner, a Mr. Pomery, was convicted of tax evasion. House Style: Dry with lots of dark fruits. Water Source: Production: Fons Bulliens’ Well (‘bubbling fountain’) which is an underground spring opposite distillery. Cooling: River Isla. Barley: A mixture of ‘Braemar’ and ‘Oxbridge’ (Bairds Maltings-Arbroath); earlier this year we were using ‘Optic’ and ‘Concerto’ (Buckie Maltings). Malt Spec (Phenols): 0-ppm - Gristmill: 1 Porteus Mash Mill Mashing Equipment: 1 s/s tradition mashtun; 5-ton (charged @ 4.8-ton) Waters: Uses 4 waters for mashing (20,800-L @ 65˚C, 7,000-L @ 78˚C, 15,300-L @ 85˚C and 9,500-L @ 93˚C) - Washbacks: 10 Oregon pine washbacks (24,500-L capacity each). -

Appendix 2 TRADING AS ADDRESS ON/OFF SALES 41 the Square, Tomintoul, Ballindalloch, Moray, AB37 9ET OFF 5 Seaview Road, Findocht
Appendix 2 TRADING AS ADDRESS ON/OFF SALES 41 The Square, Tomintoul, Ballindalloch, Moray, AB37 9ET OFF 5 Seaview Road, Findochty, Buckie, Moray, AB56 4QJ OFF 5 Southfield Drive, Elgin, Moray, IV30 6GR ON Allarburn Farm Shop, Edgar Road, Elgin, Moray, IV30 6XQ BOTH Aroma, Covesea Links, Lossiemouth, Moray, IV31 6SP, OFF Drummuir Castle, Keith, Moray, AB55 5JE OFF Portgordon Bowling Club, Station Road, Portgordon, ON Buckie, Moray, AB56 5RZ Speyburn Distillery, Rothes, Aberlour, Moray, AB38 7AG OFF Upper Hempriggs Farmhouse, Kinloss, Forres, Moray, IV36 OFF 2UB A & K McKenzie 89-91 New Mill Road, Lesmurdie, Elgin, IV30 4AH OFF A Taste of Speyside 10 Balvenie Street, Dufftown, Keith, Moray, AB55 4AB ON Abbey Inn Findhorn Road, Kinloss, Forres, Moray, IV36 3TX OFF Aberlour Distillery Aberlour Distillery, Aberlour, Moray, AB38 9PJ BOTH Ada Turkish Restaurant 29 South Street, Elgin, Moray, IV30 1JZ BOTH Against the Grain 25 Batchen Street, Elgin, Moray, IV30 1BH BOTH Al-Bahar Tandoori Restaurant 156 High Street, Elgin, Moray, IV30 1BD ON Aldi Stores Ltd 11 Trinity Place, Elgin, IV30 1VL OFF Archiestown Hotel Archiestown Hotel, The Square, Archiestown, Aberlour, ON Moray, AB38 7QL Asda Store Asda Stores Ltd, Edgar Road, Elgin, Moray, IV30 6YQ OFF Ashvale Fish Restaurant 13 Moss Street, Elgin, Moray, IV30 1LU ON Aultmore Distillery Aultmore Distillery, Aultmore, Keith, Moray, AB55 6QY OFF B&B Parrandier Parrandier, Meft Road, Urquhart, Elgin, Moray, IV30 8NH ON Badenoch's 178 High Street, Elgin, Moray, IV30 1BA BOTH Ballindalloch Castle Golfing -

Whisky Tastings & Events Sommer
Whisky Tastings & Events Frankfurt, Wallstr. 23 T: 069 - 962 00 64 - 3 Sommer - Herbst 2019 www.whiskyspirits.de Thema Reisebericht - das Zum ersten mal fand dieses Jahr das „Highland Whisky Balblair ´08-´19 58,1% Handfilled 1. Highland Festival Festival“ statt. Acht Brennerein des hohen (Festland-) Clynelish Distillery Only 2018 48% Datum Freitag, 19.07.'19 Nordens feierten sich. Ich habe das Event gestreift und Dalmore Dist.Only ´07-´19 55,7% teile meine Whisky(aus)beute und meine Eindrücke von GlenmorangieCabern.Fin Allta 51,2% Leitung G. Haslinger dort mit Ihnen. Soviel schon jetzt: Mit den Abfüllungen Glen Ord 14 J. Sp.Release 57,6% Grad Kenner - Liebhaber konnte das Fest glänzen, bei den Veranstaltungen gibt Old Pulteney Handf. ´07-´19 Olo. 62,9% Preis/P 77 .- € es noch Potential... Seien Sie auf meinen Bericht Tomatin ´07 1.fill Bourb. 58,5% G&MP. gespannt! Wolfburn Festival Bottling Bourbon 46% Thema Sommerfest - Abend Unser Whisky-Sommerfest: Sie werden mit einem 1 Erfrischungscocktail der offenen Flaschen erfrischendem Cocktail begrüßt. Anschließend wählen 8 Drams je 2cl. Datum Samstag, 3.08.'19 Sie unserer Whiskybar aus über 100 verschiedenen nach eigener Wahl Abfüllungen nach eigenem Gusto bis zu 8 Whiskies je weit über 100 Abfüllungen Leitung G. Haslinger 2cl. Zusätzlich werden wir für Sie ein sommerliches Whisky, Whiskey und Blended Scotch Grad für alle Buffet anrichten. Genießen Sie mit uns einen aus unserer „Bar“ Preis/P 44 .- € unvergeßlichen Sommerabend! außerdem: diverse Snacks / Buffet Unsere Bar schließt um 23.30 Uhr! Thema Whisk(e)y Gattungen Whisky kann aus verschiedenen Getreiden produziert Blended Scotch werden und wird in vielen Ländern zum Teil recht Bourbon Whiskey Datum Freitag, 9.08.'19 unterschiedlich hergestellt. -

Speyside the Land of Whisky
The Land of Whisky A visitor guide to one of Scotland’s five whisky regions. Speyside Whisky The practice of distilling whisky No two are the same; each has has been lovingly perfected its own proud heritage, unique throughout Scotland for centuries setting and its own way of doing and began as a way of turning things that has evolved and been rain-soaked barley into a drinkable refined over time. Paying a visit to spirit, using the fresh water from a distillery lets you discover more Scotland’s crystal-clear springs, about the environment and the streams and burns. people who shape the taste of the Scotch whisky you enjoy. So, when To this day, distilleries across the you’re sitting back and relaxing country continue the tradition of with a dram of our most famous using pure spring water from the export at the end of your distillery same sources that have been tour, you’ll be appreciating the used for centuries. essence of Scotland as it swirls in your glass. From the source of the water and the shape of the still to the Home to the greatest wood of the cask used to mature concentration of distilleries in the the spirit, there are many factors world, Scotland is divided into five that make Scotch whisky so distinct whisky regions. These are wonderfully different and varied Highland, Lowland, Speyside, Islay from distillery to distillery. and Campbeltown. Find out more information about whisky, how it’s made, what foods to pair it with and more: www.visitscotland.com/whisky For more information on travelling in Scotland: www.visitscotland.com/travel Search and book accommodation: www.visitscotland.com/accommodation 05 15 03 06 Speyside 07 04 08 16 01 Speyside is home to some of Speyside you’re never far from a 10 Scotland’s most beautiful scenery distillery or two. -

Licence Ref Trading Name Premises Address Licence Holder
Licence Ref Trading Name Premises Address Licence Holder Designated Manager On/Off Sales MO/PRM/331-14871 BenRiach Distillery Benriach Distillery Elgin Moray IV30 8SF BenRiach Distillery Ewan David James OFF Company Limited George MO/PRM/340-15235 Cardamon Spice 64 - 66 High Street Forres Moray IV36 1PQ Hasna Khanom Hussain Ahmed ON 15/00285/PRECON Logie Whisky And Wine Unit 1 The Garage Logie Steading Visitors Robert Duncan Robert Duncan OFF Shop Centre Dunphail Forres IV36 2QN 19/00407/PRECON Glenallachie Distillery Glenallachie Aberlour Glenallachie Distillery David Keir OFF Moray AB38 9LR 18/00723/PRECON 25 Batchen Street Elgin Moray IV30 1BH Against The Grain Anthony Fitzgerald BOTH 19/00971/PRECON Glenrinnes Distillery Glenrinnes Dufftown Glenrinnes Distillery Meeghan Murdoch BOTH Keith Moray AB55 4DB 20/00452/PRECON Co-op Co-Op Forres Retail Falconer Avenue Forres The Co-operative Group OFF Moray IV36 2PA Food Limited 20/00402/PRECON Roehill Springs Newtack Crossroads Grange Keith Moray James Morrison Shirley Watt Morrison OFF Distillery AB55 6LQ 14/00317/PRELIC Victoria Park South Pringle Street Buckie Buckie Thistle Football ON Moray AB56 1BJ Club 15/00890/PRELIC 41 The Square Tomintoul Ballindalloch Moray C & C Breen Cathal Breen OFF AB37 9ET (Partnership) 15/01380/PRELIC Allarburn Farm Shop Edgar Road Elgin Moray Allarburn Farm Dairy Ltd Hilary Anderson BOTH IV30 6XQ 16/00123/PRELIC Speyburn Distillery Rothes Aberlour Moray Derek Sinclair Robert Anderson OFF AB38 7AG 17/00841/PRELIC Portgordon Bowling Club Station Road I Paterson -

Spirit of Speyside Whisky Festival 29 April
Spirit of Speyside Whisky Festival 29 April - 4 May 2020 Tickets on sale at 12 noon on 19th February Event Venue Date Start End Price Taxi Voucher TAXI VOUCHERS 29/04/2020 07:00 08:00 £3.50 Speyside Whisky Tour in a Range Rover Vogue Speyside Whisky Tours 29/04/2020 08:00 17:00 £500.00 Benromach Complimentary Classic Tour Benromach Distillery 29/04/2020 09:00 14:30 £0.00 The Artists Studio The Artist's Studio 29/04/2020 09:00 16:00 £0.00 SPIRIT OF COLOUR Gallery in Aberlour 29/04/2020 09:00 17:30 £0.00 Chauffeur Driven Whisky Experience DM Executive Travel 29/04/2020 09:00 18:00 £395.00 Distillery Production Tour & Tasting Speyside Distillery 29/04/2020 09:30 10:45 £35.00 Tamnavulin - Exclusive Distillery Tour Tamnavulin Distillery 29/04/2020 09:30 11:00 £25.00 Scotch Whisky Academy with Chivas Regal Strathisla Distillery 29/04/2020 09:30 17:30 £195.00 Scenes from the Sixties Speyside Visitor Centre 29/04/2020 10:00 03:00 £0.00 Explore Murray McDavid’s Whisky Warehouse Coleburn Distillery 29/04/2020 10:00 10:45 £10.00 Special Offer - Cragganmore Range Tour Cragganmore Distillery 29/04/2020 10:00 11:30 £25.00 Benromach Distillery Exclusive Tasting Event Benromach Distillery 29/04/2020 10:00 15:30 £0.00 Coffee, Cake and a Dram Dufftown Glassworks 29/04/2020 10:00 16:00 £10.00 Glenlivet Smugglers' One Life Livet Tour Glenlivet Hill Trek 29/04/2020 10:00 16:00 £155.00 What is Whisky Maturation? Parkmore Distillery Manager's House 29/04/2020 10:30 11:15 £15.00 Behind the Scenes Tour of The GlenAllachie Distillery The GlenAllachie Distillery