2008-2009 Design and Fabrication of a SAE Baja Race Vehicle
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Designed for Speed : Three Automobiles by Ferrari
Designed for speed : three automobiles by Ferrari Date 1993 Publisher The Museum of Modern Art Exhibition URL www.moma.org/calendar/exhibitions/411 The Museum of Modern Art's exhibition history— from our founding in 1929 to the present—is available online. It includes exhibition catalogues, primary documents, installation views, and an index of participating artists. MoMA © 2017 The Museum of Modern Art * - . i . ' ' y ' . Designed for Speed: Three Automobiles by Ferrari k \ ' . r- ; / THE MUSEUM OF MODERN ART, NEW YORK The nearer the automobile approaches its utilitarian ends, the more beautiful it becomes. That is, when the vertical lines (which contrary to its purpose) dominated at its debut, it was ugly, and people kept buying horses. Cars were known as "horseless carriages." The necessity of speed lowered and elongated the car so that the horizontal lines, balanced by the curves, dominated: it became a perfect whole, logically organized for its purpose, and it was beautiful. —Fernand Leger "Aesthetics of the Machine: The Manufactured Object, The Artisan, and the Artist," 1924 M Migh-performance sports and racing cars represent some of the ultimate achievements of one of the world's largest industries. Few objects inspire such longing and acute fascination. As the French critic and theorist Roland Barthes observed, "I think that cars today are almost the exact equiv alent of the great Gothic cathedrals: I mean the supreme creation of an era, conceived with passion by unknown artists, and consumed in image if not in usage by a whole population which appropriates them as a purely magical object." Unlike most machines, which often seem to have an antagonistic relationship with people, these are intentionally designed for improved handling, and the refinement of the association between man and machine. -

Bmw R 1200 Gs (04 - 12) / R 1200 Gs Adventure (08 - 13)
Bikegear Motorcycle Accessories for South African bikers SENA 50S MOTORCYCLE INTERCOM HEADSET: SINGLE OR DUAL RIDERS The 50S is Sena's flagship model with a host of industry firsts & legendary jog dial operation . A Single Kit is for 1 Rider A Dual kit is for 1 Rider & 1 Pillion Free Courier delivery. Read More Variations Kits Price Dual R 9,300.00 Single R 5,400.00 Price: R 5,400.00 – R 9,300.00 SENA 50R BLUETOOTH HELMET COMMUNICATION FOR SINGLE OR DUAL RIDERS The 50R is Sena's flagship model with a host of industry firsts . A Single Kit is for 1 Rider supplied with 1 unit & mounting hardware for 1 Helmet. A Dual Kit is for 1 Rider & 1 Pillion supplied with 2 units & mounting hardware for 2 Helmets. Free courier delivery. Read More Variations Kits Price Single R 5,400.00 Dual R 9,300.00 Price: R 5,400.00 – R 9,300.00 Bikegear Motorcycle Accessories for South African bikers SW-MOTECH QUICK-LOCK TANKRING FOR BMW R 1100 GS / R 1150 GS / R 1150 GSA (94 - 04) & R 1200 GS / GSA (04 - 07) Quick-Lock Tankring for BMW 1150 / 1150 / 1150 GSA / 1200 GS 2004 - 2007 by SW-Motech makes mounting Quick-Lock Tankbags a breeze. Read More Price: R 360.00 DESERT FOX EZSLEEP CAMPING BED STRETCHER & LOUNGER An ultralight camping bed designed for rugged use, setting new standards for comfort Read More Price: From: R 1,840.00 12V OFF ROAD AIR COMPRESSOR A compact and VERY powerful 12 V Air Compressor, tailor made for tough off-road conditions. -

Optimization of a Motorcycle Wheel Rim Using CAD and CAE Software's
© 2019 JETIR April 2019, Volume 6, Issue 4 www.jetir.org (ISSN-2349-5162) Optimization of a Motorcycle Wheel Rim Using CAD and CAE Software’s Deshabhakt Gavali#1, Harshwardhan Dhumal#2, Niranjan Dindore#3,Parag Betgeri#4, P.H. Lokhande#5 #Department of Mechanical Engineering, Sinhgad College of Engineering, SPPU, Pune-41. Abstract - Wheel Rims form a vital part of two wheeler vehicles. There are two main types of motorcycle rims, namely, Solid Wheels and Spoked Wheels. Solid wheels are the ones in which both the rim and the spokes are manufactured from the same material. While Spoked wheels are the ones in which the motorcycle rim is laced with a number of high tension spokes. This project mainly deals with the optimization of the spoked wheel rim with respect to its weight. The design of the rim is created in a suitable CAD software while, a CAE software is used for analysing the rims for critical conditions. Loading conditions like tyre pressure, radial load and bending load are simulated during the finite element analysis of the component. The geometry of the wheel is optimized until satisfactory results of stress and displacements are obtained. This optimization includes varying the number of spokes and removal of material from the spokes and hub area. ETRTO manual and AIS 073 (Part 2), these standards are referred during the design and analysis stage. Four different models are analysed and compared with each other. The fully optimized model is found to be ’23.587 %’ lighter than the basic design. While it is also found to be safe in all the testing conditions. -

Brakes, Wheel Assemblies, and Tires By
Study Unit Brakes, Wheel Assemblies, and Tires By Ed Abdo About the Author Edward Abdo has been actively involved in the motorcycle and ATV industry for more than 25 years. He received factory training from Honda, Kawasaki, Suzuki, and Yamaha training schools. He has worked as a motorcycle technician, service manager, and Service/Parts department director. After being a chief instructor for several years, Ed is now the Curriculum Development Manager for the Motorcycle Mechanics Institute in Phoenix, Arizona. He is also a contract instructor and administrator for American Honda’s Motorcycle Service Education Department. All terms mentioned in this text that are known to be trademarks or service marks have been appropriately capitalized. Use of a term in this text should not be regarded as affecting the validity of any trademark or service mark. Copyright © 1998 by Thomson Education Direct All rights reserved. No part of the material protected by this copyright may be reproduced or utilized in any form or by any means, electronic or mechanical, including photocopying, recording, or by any information storage and retrieval system, without permission in writing from the copyright owner. Requests for permission to make copies of any part of the work should be mailed to Copyright Permissions, Thomson Education Direct, 925 Oak Street, Scranton, Pennsylvania 18515. Printed in the United States of America Reprinted 2002 iii Preview In this study unit, you’ll learn about the brake systems, wheels, and tires used on motorcycles and ATVs. You’ll begin by learning about the different types of brakes. We’ll describe how each type of brake operates and identify its components. -
Installation Instructions
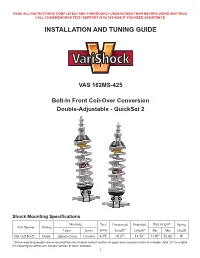
READ ALL INSTRUCTIONS COMPLETELY AND THOROUGHLY UNDERSTAND THEM BEFORE DOING ANYTHING. CALL CHASSISWORKS TECH SUPPORT (916) 388-0288 IF YOU NEED ASSISTANCE. INSTALLATION AND TUNING GUIDE VAS 162MS-425 Bolt-In Front Coil-Over Conversion Double-Adjustable - QuickSet 2 Shock Mounting Specifi cations Mounting Total Compressed Extended Ride Height* Spring Part Number Valving Upper LowerTravel Length* Length* Min. Max. Length VAS 162MS-425 Double Spherical Stem Crossbar 4.25” 10.27” 14.52” 11.97” 12.82” 9” * Shock mounting lengths are measured from the chassis contact surface of upper stem to pivot center of crossbar. Add .20” to lengths if measuring to control arm contact surface of lower crossbar. 1 PARTS LIST Prior to beginning installation use the following parts lists to verify that you have received all components required for installation. VAS 162MS-425 - VariShock QuickSet 2 Coil-Overs Part Number Qty Description 8A24XAX-43CH 2 QuickSet 2 Coil-Over Shock, Upper Stem and Short Lower Poly Mounts 3173-09-20-32 2 Bumpstop 1-1/4” long 899-020-208 2 Ball-Stud Top Mount Hardware VAS 501-103 1 Spring Seat Set, Extended 3/4” 3102-056-18RC 2 Jam Nut 9/16-18 RH, Clear Zinc 899-061-304 1 Crossbar Hardware Bag 899-012-HEX7/64 1 Ball-End Driver 7/64” Hex Screw 899-020-208 - Ball-Stud Top Mount Hardware Part Number Qty Description 3117-063-18C 1 Half Locknut 5/8-18 Nylon Insert 3144-25-28-0 1 Grease Zerk 1/4-28 Straight 899-044.63-1.13 1 Washer .635” ID x 1.13” OD, Zinc-Plated Steel 899-044.70-1.25 1 Washer .695” ID x 1.25” OD, Zinc-Plated Steel 899-060-201 -
Technical Rules Track Racing Règlements Techniques Courses Sur Pistes
TECHNICAL RULES TRACK RACING 2021 RÈGLEMENTS TECHNIQUES COURSES SUR PISTES Technical Rules Track Racing 2021 Règlements Techniques Courses sur Pistes Version 0 Applicable as from 01.01.2021 1 YEAR 2021 Version Applicable as from Modified paragraphs 0 01.01.2021 31.06, 01.38, 47.04, 01.57, 01.63, 01.68, 01.70, 01.76, 25.05 2 Table of contents 01.01 INTRODUCTION ................................................................................................ 5 01.03 FREEDOM OF CONSTRUCTION ...................................................................... 5 01.05 CATEGORY AND GROUPS .............................................................................. 5 01.07 CLASSES ........................................................................................................... 6 01.11 MEASUREMENT OF CAPACITY ....................................................................... 7 01.17 SUPERCHARGING ............................................................................................ 8 01.18 TELEMETRY ...................................................................................................... 8 01.19 MOTORCYCLE WEIGHTS ................................................................................. 8 01.21 DESIGNATION OF MAKE .................................................................................. 9 01.23 DEFINITION OF A PROTOTYPE ....................................................................... 9 01.25 GENERAL SPECIFICATIONS ........................................................................... -

Forged Wheels
Since 1989 RC Components has been recognized as the premier manufacturer of motorcycle wheels serving both the aftermarket and custom bike builder. We continue to grow our dealer base worldwide in more than 36 countries. Our brand is known for innovative wheel designs, quality and un-matched 7 year chrome warranty. All of our products are designed, engineered and manufactured under one roof in Bowling Green, KY. Quality starts on the inside, and because we control the process we control the quality. Our customer service and passion for our products and the industry in which we serve is second to none. We are committed to 100% customer satisfaction with the goal of exceeding our customer’s expectations and will stop at nothing to deliver the finest quality products for the motorcycle enthusiast of today. While most customers have known and seen us for our wheels, many are now hearing us for our RCX exhaust line. We have an extensive product line for Touring, Softail, Dyna, and Sportster applications. If you are looking for the total package, just add one of our Airstrike Air Cleaners and RCX-celerator fuel management systems. Whether you simply want to add some sound or increase your horsepower, we encourage you to check us out. The same enthusiasm and drive for excellence that has made us the leader in motorcycle wheels is the benchmark you can expect from RCX RC Components can now provide our customers with both sound and performance along with great style and design to customize your ultimate riding machine. T A B L E O F forged wheels -
MY22 Sequoia Ebrochure
2022 Sequoia Page 1 2022 SEQUOIA Room for everyone and everything. Whether you’re navigating through the urban jungle or traveling off the beaten path, the 2022 Toyota Sequoia is ready to turn every drive into an adventure. Three rows of seats let you bring up to eight, while its spacious interior and powerful 5.7L V8 engine let you load it up and haul even more, to make the most of the places you’ll go. Limited shown in Shoreline Blue Pearl. Cover image: See footnotes 1 and 2 for information on towing and roof payload. See numbered footnotes in Disclosures section. Page 2 INTERIOR In Sequoia, everyone gets to ride first class. Hear Comfort your music like never before with the available JBL®3 within reach. Premium Audio system, and let your rear-seat passengers catch up on their favorite movies with the available rear-seat Blu-ray Disc™ player. Platinum interior shown in Red Rock leather trim. Simulation shown. Heated and ventilated front seats Moonroof Three-zone climate control The available heated and ventilated front Let more of the outside in with Sequoia’s The driver, front passenger and rear seats found inside Sequoia Platinum give standard one-touch tilt/slide power passengers will be comfortable inside the driver and front passenger more comfort moonroof with sliding sunshade. Open Sequoia, thanks to its three-zone automatic and the option to warm up or cool down it up to let in some fresh air, brighten climate control in the front and rear of the with the touch of a button. -

United States Patent (19) 11) 3,982,610 Campagnolo (45) Sept
United States Patent (19) 11) 3,982,610 Campagnolo (45) Sept. 28, 1976 54 CONICAL SHAPED DISC BRAKE FOR A 3,498,417 3/1970 Schmid............................ 88/96 P WEHICLE 3,776,597 2/1973 Camps.................................. 88/26 76 Inventor: Tullio Campagnolo, Corso Padova, 3,858,692 1/1975 Luchier et al.................... 1881 18 A 168, 36100 Vicenza, Italy FOREIGN PATENTS OR APPLICATIONS 22 Filed: Feb. 5, 1975 641,486 8/1950 United Kingdom................ 18817.8 21) Appl. No.: 547,251 Primary Examiner-Stephen G. Kunin Assistant Examiner-Edward R. Kazenske (30) Foreign Application Priority Data Attorney, Agent, or Firm-Young & Thompson Feb. 5, 1974 Italy.................................. 20177/74 June. 7, 1974 Italy.................................. 23719,174 (57) ABSTRACT A disk brake, of the type embodying the brake disk in (52 U.S. Cl................................. 188/18 A; 188/26; the hub of the vehicle wheel and especially a motorcy 188173.2; 188/366; 192/70.15 cle wheel, having: at least one brake disk, the braking 51 Int. Cl.'............................................ B60T 1106 surface of which is a conical surface, which brake disk 58 Field of Search.................. 188/18 R, 18 A, 26, connects the actual hub of the wheel with the spokes 188/71.8, 72.4, 366, 368, 369, 196 P, 73.2; carrying flange of the wheel itself, and at least one 192/70. 15, 85 AA, 85 CA non-rotating brake plate, placed to the side of the hub and provided with friction pads lying on a conical sur 56) References Cited face adapted to engage with the braking surface of the UNITED STATES PATENTS disk, said brake plate being slidable along the wheel 2,102,406 12/1937 Cohen................................, 881366 axis in order to establish or interrupt braking engage 2,364, 83 2/1944 Ash.................................. -

MOTORCYCLE WHEEL Blanks, Hoops & Wheels
MOTORCYCLE WHEEL Blanks, hoops & wheels CATALOGUE 2021 FORGED BLANKS As one of the best material to make motorbike wheels, FORGED blanks is produced from Aluminum 6061 billet, providing free customized wheel design and better mechanical performances. JASTOO makes blanks from 16" to 30" , rim hoops for spoked wheels use, customized design wheels as well as hub parts for most popular motorbike models use. All products are made according to "THE TIRE AND RIM ASSOCIATION" standard. www.jastoowheel.com Blank SIZE CHART 16 " 17 " 18 " 19 " 21 " 23 " 26 " 30 " 1 .85 16 x1 .85 17 x1 .85 18 x1 .85 19 x1 .85 21 x1 .85 23 x1 .85 26 x1 .85 30 x1 .85 2.15 16 x2.15 17 x2.15 18 x2.15 19 x2.15 21 x2.15 23 x2.15 26 x2.15 30 x2.15 2.5 16 x2.5 17 x2.5 18 x2.5 19 x2.5 21 x2.5 23 x2.5 26 x2.5 30 x2.5 2.75 16 x2.75 17 x2.75 18 x2.75 19 x2.75 21 x2.75 23 x2.75 26 x2.75 30 x2.75 3.0 16 x3.0 17 x3.0 18 x3.0 19 x3.0 21 x3.0 23 x3.0 26 x3.0 30 x3.0 3.5 16 x3.5 17 x3.5 18 x3.5 19 x3.5 21 x3.5 23 x3.5 26 x3.5 30 x3.5 3.75 16 x3.75 ▬ 18 x3.75 ▬ 21 x3.75 23 x3.75 26 x3.75 30 x3.75 4.0 16 x4.0 ▬ 18 x4.0 ▬ 21 x4.0 23 x4.0 ▬ 30 x4.0 4.25 16 x4.25 ▬ 18 x4.25 ▬ 21 x4.25 21 x4.25 ▬ ▬ 4.5 16 x4.5 ▬ 18 x4.5 ▬ 21 x4.5 21 x4.5 ▬ ▬ 5.5 16 x5.5 ▬ 18 x5.5 ▬ 21 x5.5 23 x5.5 ▬ ▬ 8.5 ▬ ▬ 18 x8.5 ▬ ▬ ▬ ▬ ▬ 10 .5 ▬ ▬ 18 x10 .5 ▬ ▬ ▬ ▬ ▬ hybrid 2D * all sizes are standard 2D blank design, sizes in red have hybrid blanks www.jastoowheel.com RIM HOOPS JASTOO only provide forged rim hoops for spoked wheels assembly plant. -

Modelling and Analysis of a Motorcycle Wheel Rim
Int. J. Mech. Eng. & Rob. Res. 2013 Saurabh M Paropate and Sameer J Deshmukh, 2013 ISSN 2278 – 0149 www.ijmerr.com Vol. 2, No. 3, July 2013 © 2013 IJMERR. All Rights Reserved Research Paper MODELLING AND ANALYSIS OF A MOTORCYCLE WHEEL RIM Saurabh M Paropate1* and Sameer J Deshmukh1 *Corresponding Author: Saurabh M Paropate, [email protected] Alloy wheels are automobile wheels which are made from an alloy of aluminum or magnesium Metals or sometimes a mixture of both. Alloy wheels differ from steel wheels because Of their lighter weight, which improves the driving and handling of the motorcycle. Alloy wheels made up of composite materials will reduce the unstrung weight of a vehicle compared to one fitted with standard aluminum alloy wheels. The benefit of reduced unstrung weight is more precise handling and reduction in fuel consumption. Alloy is an excellent conductor of heat, improving heat dissipation from the Brakes, reducing the risk of brake failure. At present Motor cycle wheels are made of Aluminum Alloys. In this project, Aluminum alloy are comparing with other Alloy and composite materials. In this project a parametric model is designed for Alloy wheel used in two wheelers from existing model. Wheel rim is that part of an automotive where it undergoes static and fatigue loads because it traverses on a lot of roads. This develops heavy stresses in the rim and thus it is necessary to determine the critical stress point and shear stress. For modal analysis, the model has to be built, loads are applied and solutions are obtained. Motorcycle model is Bajaj pulsar 150 cc. -

Honda Quits F1! Japanese Manufacturer to Bring Curtain Down on Race-Winning Programme
>> Britain’s Land Speed Record attempt update – see p36 December 2020 • Vol 30 No 12 • www.racecar-engineering.com • UK £5.95 • US $14.50 Honda quits F1! Japanese manufacturer to bring curtain down on race-winning programme CASH CONTROL We reveal the details of Formula 1’s Concorde deal SAFETY CELL The latest in composite chassis technology design INDYCAR SCREEN Aerodine on building US single seater safety device VIRTUAL TRADE Exciting new engineering products for the 2021 season 01 REV30N12_Cover_Honda-ACbs.indd 1 19/10/2020 12:56 THE EVOLUTION IN FLUID HORSEPOWER ™ ™ XRP® ProPLUS RaceHose and ™ XRP® Race Crimp Hose Ends A full PTFE smooth-bore hose, manufactured using a patented process that creates convolutions only on the outside of the tube wall, where they belong for increased flexibility, not on the inside where they can impede flow. This smooth-bore race hose and crimp-on hose end system is sized to compete directly with convoluted hose on both inside diameter and weight while allowing for a tighter bend radius and greater flow per size. Ten sizes from -4 PLUS through -20. Additional "PLUS" sizes allow for even larger inside hose diameters as an option. CRIMP COLLARS Two styles allow XRP NEW XRP RACE CRIMP HOSE ENDS™ Race Crimp Hose Ends™ to be used on the ProPLUS Black is “in” and it is our standard color; Race Hose™, Stainless braided CPE race hose, XR- Blue and Super Nickel are options. Hundreds of styles are available. 31 Black Nylon braided CPE hose and some Bent tube fixed, double O-Ring sealed swivels and ORB ends.