The Revolution
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Catalina 22 - an All-Around Champion
Catalina 22 - An All-Around Champion A 40 year history of the Builder, the Class, and the People who Love This Boat! 1969 - 2009 Prepared by Rich Fox Catalina 22 National Sailing Association First Release - November 2009 MILESTONE YEARS OF THE CATALINA 22 July 1969 The Catalina 22 is built in North Hollywood, California. Frank Butler hopes to build 100 boats if all goes well. August 1972 A Catalina 22 Race is held in California and is tagged by Frank Butler as the “Catalina 22 Nationals”. The Catalina 22 National Sailing Association is formed. February 1975 Hull number 5000 is built. February 1980 SAIL Magazine names the Catalina 22 as “Trailerable Boat of the Decade”. September 1980 Hull number 10,000 is built. The Catalina 22 is built in plants in California, Florida, England, Australia and Canada. 1985 The Catalina 22 “New Design” is introduced for the 1986 model year. February 1990 Hull number 15,000 is built. January 1995 The Catalina 22 MkII is introduced, beginning with hull number 15,348, and features an enlarged deck, transom and interior. February 1995 The Catalina 22 is named as one of the five charter members to the Sailboat Hall of Fame. Fall 2001 The Catalina 22 National Sailing Association approaches Frank Butler about building a new Catalina 22 that more closely matches the design of the original Catalina 22. June 2004 The Catalina 22 Sport is built, beginning with hull number 15,540. The Sport and MkII models are manufactured in Woodland Hills, California. July 2009 The Catalina 22 MkII and Sport remain in production 40 years later with relocation of manufacturing facilities to Largo, Florida. -
PHRF MASTER PHRF Master Nov 2017.Xlsx 2/15/18
Sail BoatName BoatType Skipper Club PHRF 276 CORSAIR 31-1D Kersey, Bo AYC -51 215 TRIBOLOGY F31 HORTON, P Casey, D -21 24 LAGNIAPPE F25C HOWARD,J AYC 9 80x F28 AYC 15 60 ARANA de AGUA F28R MAKI,V. AYC 15 163 CHECKMATE STILETTO 23 BUCK,P. AYC 15 1x LADY LEE STILETTO 27 STEVENS,R. AYC 21 22x Corsair 750 Kuc, J AYC 36 356 TRYST F27 AGEE,R AYC 60 246x Warrior 11 Metre Henrickson, James AYC 69 3580 Voodoo Beneteau First 35 BARLOW, ROBERT AYC 78 25527 ZEN 2 BENETEAU First 36.7 BOGGUS,W AYC 78 105-1 J 105 J/105 LEMMONS, K 78 307J J/105 SPURLIN,S AYC 78 675 J/105 LEMONS, KEN AYC 84 1051 Xcitation J/105 Lemons,K AYC 84 30J J/92 SPURLIN, S AYC 90 7 DUTCH COMFORT X-TREME 25 MARSH, PETER AYC 90 J/100 McDonald, Bruce AYC 93 178 COYOTE MELGES 24 ROCHARD,E. AYC 93 22 DANGEROUSLY VIPER 640 SIRCELY, JOE 96 601 VIPER 640 PAYET,FELIPE AYC 96 180 OBESSION OLSON EDWARDS,J. AYC 99 8143 OLSON 30 NEWMAN,J AYC 99 22586 LOWRIDER OLSON 30 COBB,G. AYC 99 149O BLOWN ASSETS OLSON 30 SMITH,T. AYC 99 MISTRAL ELITE 37 CUSHING, DORAN AYC 102 103 THE STIG VIPER 640 PAYET, FELIPE AYC 102 102x ANIMAL VIPER 640 JONES, JEFF & CARRIE AYC 102 42V GIDDY UP VIPER 640 VLANDINGHM AYC 105 31198x Red Sky C&C 37 PETERSON, BAY AYC 108 145 GODZILLA J/29 Tillinghast, J AYC 108 149 IMAGINE J/29 MEYERS,R Romberg, M. -
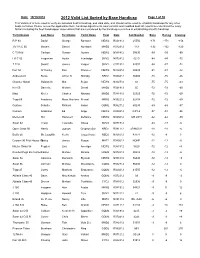
2012 Valid List Sorted by Base Handicap
Date: 10/19/2012 2012 Valid List Sorted by Base Handicap Page 1 of 30 This Valid List is to be used to verify an individual boat's handicap, and valid date, and should not be used to establish handicaps for any other boats not listed. Please review the appilication form, handicap adjustments, boat variants and modified boat list reports to understand the many factors including the fleet handicapper observations that are considered by the handicap committee in establishing a boat's handicap Yacht Design Last Name First Name Yacht Name Fleet Date Sail Number Base Racing Cruising R P 90 David George Rambler NEW2 R021912 25556 -171 -171 -156 J/V I R C 66 Meyers Daniel Numbers MHD2 R012912 119 -132 -132 -120 C T M 66 Carlson Gustav Aurora NEW2 N081412 50095 -99 -99 -90 I R C 52 Fragomen Austin Interlodge SMV2 N072412 5210 -84 -84 -72 T P 52 Swartz James Vesper SMV2 C071912 52007 -84 -87 -72 Farr 50 O' Hanley Ron Privateer NEW2 N072412 50009 -81 -81 -72 Andrews 68 Burke Arthur D Shindig NBD2 R060412 55655 -75 -75 -66 Chantier Naval Goldsmith Mat Sejaa NEW2 N042712 03 -75 -75 -63 Ker 55 Damelio Michael Denali MHD2 R031912 55 -72 -72 -60 Maxi Kiefer Charles Nirvana MHD2 R041812 32323 -72 -72 -60 Tripp 65 Academy Mass Maritime Prevail MRN2 N032212 62408 -72 -72 -60 Custom Schotte Richard Isobel GOM2 R062712 60295 -69 -69 -57 Custom Anderson Ed Angel NEW2 R020312 CAY-2 -57 -51 -36 Merlen 49 Hill Hammett Defiance NEW2 N020812 IVB 4915 -42 -42 -30 Swan 62 Tharp Twanette Glisse SMV2 N071912 -24 -18 -6 Open Class 50 Harris Joseph Gryphon Soloz NBD2 -

Scott Hefty and Crew Win the Catalina 25 Nationals In
Catalina 22 Fleet 4 Nove m b er http://www.catalina22fleet4.org/4UM 2010 UP COMING EVENTS HOT NEWS November AND ►6: Annual Awards Banquet 6:30 p.m. Location: The Aviator restaurant Pre-banquet party Hitchcock's hangar 5 p.m. CHANGES ►26-28: Thanksgiving Cruise to San Francisco Bay. Cruise Leader TBD December Scott Hefty and Crew win ►Enjoy the holiday season! the Catalina 25 Nationals in San Diego (see pg. 2) “Deadline for submissions to the 4UM is the last Friday of each month for the following month’s edition.” Please send your submissions to Roy Moore, our Secretary for 2010 Annual Banquet [email protected] Nov. 6, 6:30 p.m. CATALINA 25 NATIONAL REGATTA The National Regatta started Friday at noon with two races in San Diego Bay adjacent to Shelter Island. On Saturday the fleet raced The Catalina 25 National Regatta was held two more races about 3 miles off Point Loma along with the Catalina 250, Capri 25 and in the ocean. The final race was held Catalina 30 Nationals September 24th through Sunday along the San Diego city front. The 26th in San Diego, California. weather was clear and sunny, with light and variable to moderate wind all three days. Folsom Lake Yacht Club sailor, Scott Hefty, and crew Pat McIntosh and Phil McCaleb sailed Hefty’s Catalina 25 Ho’O Kolohe, to three consecutive first place finishes and two seconds to win their second Catalina 25 National Championship in as many years. In June 2009 they won the Catalina 25 Nationals held on San Francisco Bay. -
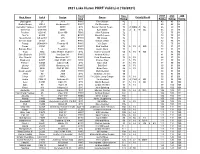
2021 Lake Huron PHRF Valid List (1/8/2021)
2021 Lake Huron PHRF Valid List (1/8/2021) Yacht Base PHRF ASM JAM Boat Name Sail # Design Owner Penalty/Credit Club Rating Rating Rating Rating Unplugged 25 J111 PHYC Tim Clayson 42 42 45 51 Gratiot Beach USA 6 Henderson 30 PHYC Ed Shumaker 45 45 48 54 Canadian Yankee CAN333 SR33 SYC Boston Racing Team 78 -3 MSG -9 SL 66 69 75 Girlfriend CAN 100 SR33 SYC Kyle Griffin 78 -3 E -9 SL 66 69 75 Resilient USA 40 Esse 850 TBYC Mike Ruhland 72 72 75 81 FireFly 40935 J35 BCYC Sheri Dufresne 72 72 75 81 Major Detail US 42763 J35 PHYC Bill Vogan 72 72 75 81 Steelin' Gold 25161 J35 PHYC William White 72 72 75 81 Rowdy USA42418 Thomas 35 PHYC Val Saph 72 72 75 81 Tango 83021 J40 PHYC Bob VanEck 75 6 FJ -3 MG 78 81 87 Banana Boat 2 Tremolino PHYC Austin Dunn 78 78 81 87 Tryst 3302 C&C 37/40 R Mod Keel SYC Robert Carswell 66 6 FJ 9 KE 81 84 90 Saint Barbara SK375 Van Dam 38 PHYC Andrew Kileley 81 81 84 90 War Chant 2 51793 Beneteay 36.7 PHYC Reid Stromberg 78 6 FJ 84 87 93 Daydream 44937 C&C 37/40+ WK SIYC Charles Saur 81 6 FJ 87 90 96 Falcon I 34843 C&C 41 CB SYC Dave Duff 81 6 FJ 87 90 96 Liberty 25656 Beneteau 42 PHYC Bob Bert 84 6 FJ 90 93 99 Stalwart 4295 C&C 41 WK PHYC Brian Cann 84 6 FJ 90 93 99 Good Lookin' 123 J105 PHYC Mark DenUyl 90 90 93 99 J 105 92 J105 SYC Christian Jensen 90 90 93 99 C Fun 15017 NA40 PHYC Phil, Dale, Jerry Conger 84 6 FJ 90 93 99 Jeans CAN 33 Andrews 30 SYC Tim Bechard 99 -3 CFR -3 RD 93 96 102 Iteru 54391 C&C 37+ SYC Martin Benson 81 6 FJ 6 KE 93 96 102 Epic 80 Hobie 33 SYC Jordan Stewart 93 6 FJ 99 102 108 Rebel 444 -

Annals Section4 Yachts.Pdf
CHAPTER 4 Early Yachts IN THE R.V.Y.C. FROM 1903 TO ABOUT 1933 The following list of the first sail yachts in the Club cannot be said to be complete, nevertheless it provides a record of the better known vessels and was compiled from newspaper files of The Province, News-Advertiser, The World and The Sun during the first three decades of the Club activities. Vancouver newspapers gave very complete coverage of sailing events in that period when yacht racing commanded wide public interest. ABEGWEIT—32 ft. aux. Columbia River centerboard cruising sloop built at Steveston in 1912 for H. C. Shaw, who joined the Club in 1911. ADANAC-18 ft. sloop designed and built by Horace Stone in 1910. ADDIE—27 ft. open catboat sloop built in 1902 for Bert Austin at Vancouver Shipyard by William Watt, the first yacht constructed at the yard. Addie was in the original R.V.Y.C. fleet. ADELPIII—44 ft. schooner designed by E. B. Schock for Thicke brothers. Built 1912, sailed by the Thicke brothers till 1919 when sold to Bert Austin, who sold it in 1922 to Seattle. AILSA 1-28.5 ft. D class aux. yawl, Mower design. Built 1907 by Bob Granger, originally named Ta-Meri. Subsequent owners included Ron Maitland, Tom Ramsay, Alan Leckie, Bill Ball and N. S. McDonald. AILSA II—22.5 ft. D class aux. yawl built 1911 by Bob Granger. Owners included J. H. Willard and Joe Wilkinson. ALEXANDRA-45 ft. sloop designed for R.V.Y.C. syndicate by William Fyfe of Fairlie, Scotland and built 1907 by Wm. -
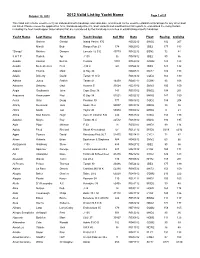
Valid List by Yacht Name Page 1 of 25
October 19, 2012 2012 Valid List by Yacht Name Page 1 of 25 This Valid List is to be used to verify an individual boat's handicap, and valid date, and should not be used to establish a handicaps for any other boat not listed. Please review the appilication form, handicap adjustments, boat variants and modified boat list reports to understand the many factors including the fleet handicapper observations that are considered by the handicap committee in establishing a boat's handicap Yacht Name Last Name First Name Yacht Design Sail Nbr Date Fleet Racing Cruising Gartner Gerald Island Packet 370 R052212 BWS2 192 207 Minelli Bob Ranger Fun 23 174 N062012 JBE2 177 183 "Sloopy" Melcher Dwayne Lacoste 42 S E 40779 R042212 BSN2 72 84 5 H T P Rudich Api J 105 96 R081812 JBE2 90 96 Acadia Keenan Burt H. Custom 1001 R062912 GOM2 123 123 Acadia Biebesheimer Fred J 34 C 69 R052412 JBE2 123 132 Adagio Thuma Mark O Day 30 N040512 MAT2 186 198 Adajio Doherty David Tartan 31 S D R061612 COD2 165 180 Adhara Jones Patrick Tartan 41 14459 R040212 GOM2 93 108 Advance Delaney Ged Avance 33 33524 R021312 SMV2 150 159 Aegis Gaythwaite John Cape Dory 36 141 R051012 BWS2 198 201 Aequoreal Rasmussen Paul O Day 34 51521 R032212 MRN2 147 159 Aerial Gray Doug Pearson 30 777 N061612 COD2 189 204 Affinity Desmond Jack Swan 48-2 50007 R042312 MRN2 33 36 Africa Smith Jud Taylor 45 50974 R030812 MHD2 9 21 Aftica Mac Kenzie Hugh Irwin 31 Citation S D 234 R061512 COD2 183 198 Agadou Mayne Roy Tartan 34 C 22512 R061812 MAN2 180 195 Agila Piper Michael E 33 18 R050912 MHD2 -

Catalina-Mainsheet-Winter-2012.Pdf
RCO TM Our products will enhance your boat, marine & consumer product Innovators and make your sailing experience more enjoyable. COMPANIONWAY DOORS W ULTIMATE E N DRINK HOLDER W E N Catalina 310 The ULTIMATE DRINK HOLDER, holds every kind of beverage container; from wine glasses to coffee cups to all cans and bottles. Its wing nut clamp Removable - Never Varnish allows it to be installed on any and all rail or pole or stanchions from ½” to 1- with insertable: Screen, 1/4”. Some of its universal applications are: Boating, Motor-home, Concerts, Viewing, & Privacy panels. Patio, Race track. The style of chairs it can be Bringing sailors into the 21st century attached to is unlimited. order free Peek a Booo Shutters sample Beautiful practical and simple Catalina 30 Reclining patio chair Holds a coffee cup Wine glass holder When shades & curtains just don’t work The largest selection of Drink and Electronics holders. Available for rail sizes 7/8” to 1-1/4” We have many more holders at our web site www.zarcor.com Flat surface iPad Holders iPhone mount Designed for the rough and NEW holder tumble marine environment. Holds 95% of all mobile Snap into cradle then secure with devices bungee cords. Firmly mount to rail with universal rail mount or flat surface with Garmin With suction mount. GPS external All mounts and cradles are speaker interchangeable. Both the option rail and suction mount will hold either the iPhone or Splash Guard iPad. The most innovative Cockpit Table on the market Never varnish again. Install without drilling into binnacle. -

YACHT · Club AUSTIN YACHT CLUB
A USTIN · YACHT · ClUB AUSTIN YACHT CLUB 5906 BEACON DRIVE LAKE TRAVIS A Y C O F F I C E R S cmtMODORE-- ---- --- - - - --------- - - -- - ---CLAUDE WELLES III VICE-CO~~IODORE------------------------TERRY MEYERS SECRETARY-----------------------------FRANK (ARAK) BOZYAN TREASURER- - ---------------------------CRAIG HOL~ES RACE co~~IANDER------------------------GAIL BERNSTEIN BUILDINGS AND GROUNDS COMMANDER-------WALTER ALLAN FLEET COMMANDER--------------- - -------HANS DAHL°E I~EDIATE PAST COMMODORE------ - -------TRENTON W.',NN, JR. A Y C F L E E T C A P T A I N S CATALINA 22 HOWARD SHIREY CENTERBOARD HANDICAP TERI NELMS CORONADO 15 KEITH LACKEY ENSI GN HAROLD NEEL 420'S ROB JOHNSTON J-22 BUD BOUCHER J-24 GLEN BYUS KEEL HANDICAP BILL RECORDS A-FLEET ST.EVE SPADEMAN B-FLEET MIKE CHAMBERS C-FLEET JIM DEETER D-FLEET LARRY RATLIFF LASER FRED SCHROTH SOUTH COAST 21 BOB FREEMAN SUNFISH TIM ERWIN Business Office 266-1336 Clubhouse 266-1897 NOVEMBER I988 ~ t;,;,,,J/J.J FROM THE COMMODORE It hardly seems possible that this year, which seemed so long and with unlimited potential back last December, is now almost over. Reflecting back, I would be remiss if I didn't give credit for all the great things that have happened this year to those of you who worked so hard to make the Austin Yacht Club what it is today. At the risk of sounding trite, having a club that we can all be proud of is a lot like winning a race. The crew does all the work and makes anything possible; the skipper only chooses which direction to go. Without the unselfish dedication of the member ship that we have, we wouldn't have the club that we have now. -

Centerboard Classes NAPY D-PN Wind HC
Centerboard Classes NAPY D-PN Wind HC For Handicap Range Code 0-1 2-3 4 5-9 14 (Int.) 14 85.3 86.9 85.4 84.2 84.1 29er 29 84.5 (85.8) 84.7 83.9 (78.9) 405 (Int.) 405 89.9 (89.2) 420 (Int. or Club) 420 97.6 103.4 100.0 95.0 90.8 470 (Int.) 470 86.3 91.4 88.4 85.0 82.1 49er (Int.) 49 68.2 69.6 505 (Int.) 505 79.8 82.1 80.9 79.6 78.0 A Scow A-SC 61.3 [63.2] 62.0 [56.0] Akroyd AKR 99.3 (97.7) 99.4 [102.8] Albacore (15') ALBA 90.3 94.5 92.5 88.7 85.8 Alpha ALPH 110.4 (105.5) 110.3 110.3 Alpha One ALPHO 89.5 90.3 90.0 [90.5] Alpha Pro ALPRO (97.3) (98.3) American 14.6 AM-146 96.1 96.5 American 16 AM-16 103.6 (110.2) 105.0 American 18 AM-18 [102.0] Apollo C/B (15'9") APOL 92.4 96.6 94.4 (90.0) (89.1) Aqua Finn AQFN 106.3 106.4 Arrow 15 ARO15 (96.7) (96.4) B14 B14 (81.0) (83.9) Bandit (Canadian) BNDT 98.2 (100.2) Bandit 15 BND15 97.9 100.7 98.8 96.7 [96.7] Bandit 17 BND17 (97.0) [101.6] (99.5) Banshee BNSH 93.7 95.9 94.5 92.5 [90.6] Barnegat 17 BG-17 100.3 100.9 Barnegat Bay Sneakbox B16F 110.6 110.5 [107.4] Barracuda BAR (102.0) (100.0) Beetle Cat (12'4", Cat Rig) BEE-C 120.6 (121.7) 119.5 118.8 Blue Jay BJ 108.6 110.1 109.5 107.2 (106.7) Bombardier 4.8 BOM4.8 94.9 [97.1] 96.1 Bonito BNTO 122.3 (128.5) (122.5) Boss w/spi BOS 74.5 75.1 Buccaneer 18' spi (SWN18) BCN 86.9 89.2 87.0 86.3 85.4 Butterfly BUT 108.3 110.1 109.4 106.9 106.7 Buzz BUZ 80.5 81.4 Byte BYTE 97.4 97.7 97.4 96.3 [95.3] Byte CII BYTE2 (91.4) [91.7] [91.6] [90.4] [89.6] C Scow C-SC 79.1 81.4 80.1 78.1 77.6 Canoe (Int.) I-CAN 79.1 [81.6] 79.4 (79.0) Canoe 4 Mtr 4-CAN 121.0 121.6 -
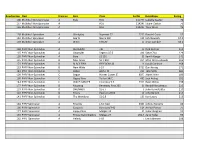
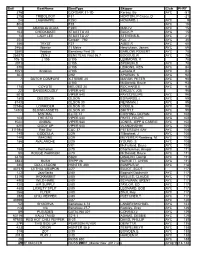
Scratch Sheet
BowNumber Fleet Division Boat Class SailNo HelmName Rating 106 Multihull Non-Spinnaker A Kyla H16 111747 Isabella Gaston 76 157 Multihull Non-Spinnaker A H16 114245 Shane Gaston 76 165 Multihull Non-Spinnaker A H16 114323 Tony Wood 76 158 Multihull Spinnaker A Workplay Supercat 22 2212 Rundell Curtis 57 182 Multihull Spinnaker A Sea Ya Nacra 20C 131 Kirk Newkirk 57.9 159 Multihull Spinnaker A BHK II CFR 20' 10 Brian Lambert 58.1 138 PHRF Non-Spinnaker A Skedaddle e33 12 Rick Skinner 111 125 PHRF Non-Spinnaker A Unwinder Legend 37.5 494 Steve Zito 129 130 PHRF Non-Spinnaker A Bora S2 10.3 28 Semih Kangal 141 135 PHRF Non-Spinnaker B Miss Grace S2 7.9FK 455 Mike Wierszalowski 162 171 PHRF Non-Spinnaker B BLACK FINN FREEDOM 40 11 David Clarkson 168 119 PHRF Non-Spinnaker B New Wake J-24 3723 Dan Herzog 171 143 PHRF Non-Spinnaker C Belize Aloha 34 211 Tere Mills 183 109 PHRF Non-Spinnaker C Segue Hunter Cutter 37 6597 Albert Allen 186 160 PHRF Non-Spinnaker C Gypsy Wind Tartan 34/C 495 Jack Ardrey 192 144 PHRF Non-Spinnaker C WAVE DANCER Columbia 9.6 7109 Ryan McKee 198 177 PHRF Non-Spinnaker D Mustang Beneteau First 265 21 Randall Boudreaux 210 133 PHRF Non-Spinnaker D DAGNABIT S2 6.7 6 John Helmstadter 210 110 PHRF Non-Spinnaker D Finally Pearson 26OD 14 John Ballard 213 141 PHRF Non-Spinnaker D The Wanderer S2 6.9 130 Ken Lacey 213 183 PHRF Spinnaker A Fine line J-33 mod 3301 Johnny Roberts 66 166 PHRF Spinnaker A Coquette BeneteaufF42 F24 Arthur Portas 75 127 PHRF Spinnaker A Hippy Chick Melges 24 30 Julian Bingham 93 140 PHRF Spinnaker -

DCYC PHRF Handicaps (Rev
DCYC PHRF Handicaps (Rev. 3/14/19) Allied Chance 30---30 168 J22 ODR 180 Beneteau 210 195 J22 PHRF 174 Beneteau Figero 102 J24 168 Beneteau First 235 192 J27 126 (WK) J29 (FR) 114 Beneteau First 28.5 186 J80 ODR 120 Beneteau 35S5 120 J80 PHRF 114 Beneteau First 33.7 120 J92 105 Balboa 24 185 J105 78 C&C SR 25 120 K---30 Custom 99 C&C 99 99 Longhorn 225 C&C 24 225 MacGregor 21 252 C&C 27 180 MacGregor 25 235 C&C 29 171 MacGregor 26 216 C&C 33 156 Merit 25 168 C&C 35 125 Mirage 236 189 CAL 20 282 Moore 24 156 CAL 27 204 Morgan 27 174 CAL 28---2 189 Morgan 33 174 CAL 3-‐30 162 Morgan 34 196 CAL 33 147 Neptune 24 231 CAPRI 25 174 Newport 30 186 Catalina 22 266 Oday 272 237 Catalina 25 FK 228 Oday 31 171 Catalina 27 OB 204 Olson 25 162 Catalina 27 OB (TM) 195 Olson 29 93 Catalina 30 188 Olson 30 105 Catalina 30 (TM, BS) 174 Pearson 26 (OD) 216 Catalina 30 (TM, BS, 183 Pride 270 135 SD) Ranger 33 156 Catalina 30 WK 194 S---2 7.3 234 Catalina 310 174 S---2 7.9 168 Coronado 25 228 S---2 8.6 194 Coronado 27 228 S---2 9.2 CC 186 Elite 32 162 San Juan 24 216 Ensign 261 San Juan 30 168 Ericson 28+ 186 Santana 20 222 Ericson 32 162 Santana 27 198 Evilyn 32---2 96 Santana 525 189 Hobie 33 90 SR 25 123 Henderson 30 45 SR Max 168 Hunter 27 222 Victory 21 270 TM ---Tall Mast Hunter 285 186 Viper 830 66 SD ---Shoal Draft Impulse 21 183 Watkins 32 192 BS ---Bow Sprit IC 24 168 Wavelength 24 162 OD -‐Out Drive Islander 30---2 180 Wilderness 21 219 MH -‐Masthead Islander 32---3 189 11 Meter 72 FR – Fractional WK – Wing Keel Islander 32---3 (SD) (TM) 189 2 Rules for PHRF Adjustments: Rule 1: Base ratings: Use the base ratings as published on the DCYC website Rule 2: Base rating assumptions The base PHRF handicap makes the following assumptions: • Maximum headsail size LP=155% of J • Spinnaker pole not longer than J, Spinnaker maximum girth 1.8 times J • All spars, sail plan and hull dimensions are production standard and unmodified.