Effective Utilization of Red Maple Lumber in Glued-Laminated Timber
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Glued-Laminated Timber Bridges
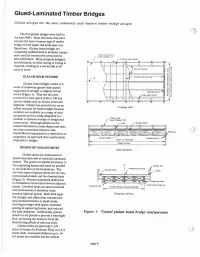
Glued-Laminated Timber Bridges Glulam design s are the most commonly used modern timber bridge designs The first glulam bridges were built in the mid-1940's. Since that time, they have become the most common type of timber bridge in both single and multi-span con figurations. Glulam beam bridges are completely prefabricated in modular compo nents and are treat ed with preservatives Wea llng surlac e ,r tsee Chapter 11) after fabrication. When prop erly designed , and fabricated, no field cutting or boring is required, resulting in a service life of 50 !!? Q) years or more. '§ "'" c: 0" Q) c: Q) GLULAM BEAM SYSTEMS Transverse bracing 3 c:0> OJ D '§ ' .c: c: Glulam beam bridges consist of a U Q) ' ~ .c: series of transverse glulam deck panels >- 3 '"3 D'" supported on straight or slightly curved 'o ;; o '"0 beams (Figure 1). They are the most ([ .9. practical for clear spans of 20 to 100 feet and are widely used on all size roads and highways. Glulam has proved to be an ex ceUent material for beam bridges because Cutaway plan members are available in a range of sizes and grades and are easily adapt able to a modular or systems concept of design and Traffi c rail I (see Chapter 10) construction. Although glulam can be r Curb r Glulam deck custom fabricated in many shapes and sizes, the most economical structure uses - - - - Bearin g - - - - - -J~--- ~ -. I standardized components in a repet itious ar ~ ' """"" - rangement, an approach that is particularly b e a m ~ Glu lam Substruct ure ~ adaptable to bridges. -
Glulam Design Properties and Layup Combinations
GLULAM DESIGN PROPERTIES AND LAYUP COMBINATIONS ENGINEERED WOOD SYSTEMS WOOD The Miracle Material™ Wood is the right choice for a host of construction applications. It is the earth’s natural, energy efficient and renewable building material. Engineered wood is a better use of wood. The miracle in today’s wood products is that they make more efficient use of the wood fiber resource to make stronger plywood, oriented strand board, I-joists, glued laminated timbers, and laminated veneer lumber. That’s good for the environment, and good for designers seeking strong, efficient, and striking building design. A few facts about wood. I We’re not running out of trees. One-third of the United States land base – 731 million acres – is covered by forests. About two-thirds of that 731 million acres is suitable for repeated planting and harvesting of timber. But only about half of the land suitable for growing timber is open to logging. Most of that harvestable acreage also is open to other uses, such as camping, hiking, and hunting. Forests fully cover one-half of Canada’s land mass. Of this forestland, nearly half is considered productive, or capable of producing timber on a sustained yield basis. Canada has the highest per capita accumulation of protected natural areas in the world – areas including national and provincial parks. I We’re growing more wood every day. American landowners plant more than two billion trees every year. In addition, millions of trees seed naturally. The forest products industry, which comprises about 15 percent of forestland ownership, is responsible for 41 percent of replanted forest acreage. -

North American Glued Laminated Timber American Wood Council Canadian Wood Council
NORTH AMERICAN GLUED LAMINATED TIMBER AMERICAN WOOD COUNCIL CANADIAN WOOD COUNCIL The American Wood Council (AWC) and the Canadian Wood Council (CWC) are pleased to present this Environmental Product Declaration (EPD) for North American Glued Laminated Timber (glulam). The EPD includes Life Cycle Assessment (LCA) results for all processes up to the point that glulam is packaged and ready for shipment at the manufacturing gate. The underlying LCA and the EPD were developed in compliance with ISO 14025:2006 and ISO 21930:2017 and have been verified under the UL Environment EPD program. The AWC and CWC represent wood product manufacturers across North America. The North American forest product industry is a global leader of sustainably sourced wood products. This EPD reflects years of research and numerous sustainability initiatives on behalf of our members to continually improve the environmental footprint of North American wood products. We are pleased to present this document to show our progress. Please follow our sustainability initiatives at www.awc.org and www.cwc.ca. North American Glued Laminated Timber North American Structural and Architectural Wood Products According to ISO 14025, EN 15804, and ISO 21930:2017 EPD PROGRAM AND PROGRAM OPERATOR UL Environment https://www.ul.com/ NAME, ADDRESS, LOGO, AND WEBSITE 333 Pfingsten Road Northbrook, IL 60611 https://spot.ul.com/ GENERAL PROGRAM INSTRUCTIONS General Program Instructions v.2.4 July 2018 AND VERSION NUMBER American Wood Council DECLARATION HOLDER Canadian Wood Council DECLARATION NUMBER 4788424634.104.1 DECLARED PRODUCT & North American Glued Laminated Timber, FUNCTIONAL UNIT OR DECLARED UNIT 1 m3 of glulam produced in North America (US and CA) ISO 21930:2017 Sustainability in Building Construction — Environmental Declaration of Building Products. -

A Vision for Forest Products Extension in Wisconsin
Wisconsin’s Forest Industry: Rooted in our Lives Rooted in our Economy Wisconsin Department of Natural Resources Forestry Division, Forest Products Services Wisconsin forest industry overview Industry sectors and trends Emerging markets Part I: Forest Industry Overview Wisconsin’s forest industry ~1,200 establishments Over 60,000 jobs $24.1 billion in goods and services annually Approximately 14% of manufacturing jobs Wisconsin’s forest industry (cont’d) Exports total over $2.2 billion annually Top employer in 10 counties Supports employment of over 111,000 additional jobs Why should we care? . The health of Wisconsin’s economy depends upon the health of Wisconsin’s forest industry . The health of Wisconsin’s forests depends upon the health of Wisconsin’s forest industry Why should we care? . We as consumers depend on forests! Flooring Baseball bats Houses Ice cream thickener Lumber Garden stakes Furniture Toilet paper Pressboard Charcoal Crafts Broom sticks Veneer Bowling pins Roofs Imitation bacon Plywood Toys Stairways Candy wrappers Dowels Signs Cider Fruit Paper Syrup Vitamins Cutting boards Paneling Pallets Cooking utensils Desks Windows Cardboard Pencils Food packaging Doors Grocery bags Shampoo Toilet seats Railroad ties Chewing gum Oars Toothpaste Energy Paper towels Coffee filters Nuts Firewood Oil spill agents Toothpicks Magazines Christmas trees Hockey sticks Diapers Golf tees Tool handles Liquid smoke Sponges Nail polish Animal bedding Cosmetics Mulch Wood pellets Fence posts Baby foods Postage stamps AND MORE! Can -

1996 LRFD Glulam
SUPPLEMENT Structural Glued Laminated Timber LRFD LOAD AND RESISTANCE FACTOR DESIGN MANUAL FOR ENGINEERED WOOD CONSTRUCTION SUPPLEMENT Structural Glued Laminated Timber LRFD LOAD AND RESISTANCE FACTOR DESIGN MANUAL FOR ENGINEERED WOOD CONSTRUCTION Copyright © 1996 APA – The Engineered Wood Association Preface This supplement contains adjustment factors, dimen- The reference strengths were derived according to the sions, factored resistance, reference strengths and other principles of ASTM D5457-93, Standard Specification for properties required to design structural glued laminated Computing the Reference Resistance of Wood-based Ma- timber in the LRFD format. In this format, the term “re- terials and Structural Connections for Load and sistance” is used to refer to member capacities (i.e., Resistance Factor Design. moment resistance, compression resistance, etc.). This is The tabulated reference strength values are to be used distinct from the term “strength” which refers to limit state within the reference end-use conditions defined therein. material properties — conceptually a “factored allowable When the end-use conditions fall outside the range of the stress.” reference conditions, the reference values shall be adjusted The member resistance values tabulated in this by the product of applicable adjustment factors as defined supplement are to be used in conjunction with the in AF&PA/ASCE 16-95 and also provided in this supple- design methodologies provided in AF&PA/ASCE 16-95, Stan- ment. For unusual end-use conditions, the designer should dard for Load and Resistance Factor Design (LRFD) for consult additional literature for possible further adjust- Engineered Wood Construction. ments. APA/EWS TABLE OF CONTENTS Chapter/Title Page Chapter/Title Page 1. -

ADHESIVES AWARENESS Guide
ADHESIVES AWARENESS GUIDE Flange Web Flange American Wood Council American Wood American Wood Council ADHESIVES AWARENESS GUIDE The American Wood Council (AWC) is the voice of North American traditional and engineered wood products, representing over 75% of the industry. From a renewable resource that absorbs and sequesters carbon, the wood products industry makes products that are essential to everyday life and employs over one-third of a million men and women in well-paying jobs. AWC's engineers, technologists, scientists, and building code experts develop state-of-the- art engineering data, technology, and standards on structural wood products for use by design professionals, building officials, and wood products manufacturers to assure the safe and efficient design and use of wood structural components. For more wood awareness information, see www.woodaware.info. While every effort has been made to insure the accuracy of the infor- mation presented, and special effort has been made to assure that the information reflects the state-of-the-art, neither the American Wood Council nor its members assume any responsibility for any particular design prepared from this publication. Those using this document assume all liability from its use. Copyright © American Wood Council 222 Catoctin Circle SE, Suite 201 Leesburg, VA 20175 202-463-2766 [email protected] www.woodaware.info AMERICAN WOOD COUNCIL FIREFIGHTER AWARENESS GUIDES 1 The purpose of this informational guide is to provide awareness to the fire service on the types of adhesives used in modern wood products in the construction of residential buildings. This publication is one in a series of eight Awareness Guides developed under a cooperative agreement between the Department of Homeland Security’s United States Fire Administration and the American Wood Council. -

Cracking of Glued Laminated Timber
National Park Service DENVER SERVICE CENTER 12795 West Alameda Parkway U.S. Department of the Interior Design and Construction P.O. Box 25287 Denver, CO 80225-0287 DSC TECHNICAL BULLETIN 08-02 Subject: Cracking of Glued Laminated Timber Discussion: Cracking of glued-laminated (glulam) timber is typically a result of either checking or delamination. Checking of glulam timber typically appears as an opening or “crack” running longitudinally along a portion of the length of the member, and is defined as the separation of wood fibers due to seasoning (drying) of the wood. It can be identified by the presence of torn wood fibers. Delamination is sometimes confused with checking. Delamination of a glulam member is separation of the individual laminations due to inadequate glue bond. In cases of delamination, the surfaces of the lamination along the separation will be smooth and free of torn wood fibers. Checking is caused by moisture loss in the outer fibers of a glulam member. As these fibers lose moisture, they begin to shrink, resulting in stresses perpendicular to the grain of the lamination. It is these stresses that typically cause checking. Although checking typically has a minimal effect on the strength of glulam members, its presence should be evaluated by a qualified Structural Engineer. This normally involves a field investigation in which detailed measurements are taken, followed with an engineering analysis to determine the structural effects of the checking (if any). One possible procedure for performing the engineering analysis is described in “Evaluation of Check Size in Glued Laminated Timber Beams,” Number EWS R475E, APA–The Engineered Wood Society, May, 2007. -
Rosboro Glulam Technical Guide
The Beam That Fits Rosboro X-Beam is the most cost-effective Engineered Wood Product on the market. It’s the building industry’s first full framing-width, architectural appearance stock glulam. Our wholesale distribution network keeps an extensive inventory in stock, meaning X-Beam is ready to ship to your lumberyard of choice immediately. This translates to a readily available framing solution that is easier and lower-cost to install while being adaptable to visual or concealed applications. 2019-03-Rosboro-X-Beam_Guide-FNL_a_Print 1 Who We Are Rosboro started as a lumber mill over 100 years ago, and since 1963 has led the way in innovative glulam products. Unlike most traditional glulam manufacturers, Rosboro utilizes an advanced production process that allows us to produce full-width, architectural appearance beams at high volumes and consistent quality. These unique capabilities enable us to provide the construction industry with the most cost-effective structural framing solutions in the market. Our Focus At Rosboro, we focus on delivering innovative and cost-effective Engineered Wood Products backed by unmatched service and support. Building Green You can be proud to use X-Beam for every project and any customer. X-Beam promotes responsible stewardship of our natural resources by using wood from renewable 2nd and 3rd generation forests. As an engineered wood product, X-Beam optimizes the use of wood fiber by putting the highest grade material only where it’s needed most and minimizing waste. All adhesives used to produce X-Beam meet or exceed the most stringent global standards for emissions, including the California Air Resources Board (CARB). -

Engineered Wood CONSTRUCTION GUIDE WOOD: the NATURAL CHOICE
Engineered Wood CONSTRUCTION GUIDE WOOD: THE NATURAL CHOICE Engineered wood products are among the most beautiful and environmentally friendly building materials. They are produced efficiently from a renewable, sustainable, biological resource. Their various sizes and dimensions mean less construction jobsite waste and lower disposal costs. In completed buildings, they store carbon and deliver decades of strong, dependable structural performance. Plus, wood’s natural properties, combined with highly efficient wood-frame construction systems,make it a top choice in energy conservation. A FEW FACTS ABOUT WOOD: Forest land comprises about Life Cycle Assessment (LCA) measures the 33% of the total land long-term green value of wood. area of the United Statesa. Studies by Consortium for Research on Renewable Industrial Materials (CORRIM) scientifically validate the environmental credentials of wood as a green building product. LCAs examine building products’ Only about one-third of life cycle—from extraction of the raw material to that forest land is open to loggingb. demolition of the building at the end of its long lifespan. CORRIM found that wood had a more benign environmental footprint than steel or concrete in energy use, climate change, air emissions, water The volume of annual net timber emissions and solid waste production. Report details growth in the U.S. is 36% higher are available at www.CORRIM.org. than the volume of annual timber c removals . Environmental Product Declarations (EPDs) verify specific products. The American Wood Council and Canadian Wood Council have published declarations and transparency American landowners plant more briefs for engineered wood products, including I-joists, than 2.5 billion trees every yeard. -

Structural Glued-Laminated Timber
O122-16 Structural glued-laminated timber Licensed for/Autorisé à John Stoll Sold by/vendu par CSA on/le April/19/2016. ~Single user license only. Storage, distribution or use on network prohibited. Permis d'utilisateur simple seulement. Le stockage, la distribution ou l'utilisation sur le réseau est interdit. Legal Notice for Standards Canadian Standards Association (operating as “CSA Group”) develops standards through a consensus standards development process approved by the Standards Council of Canada. This process brings together volunteers representing varied viewpoints and interests to achieve consensus and develop a standard. Although CSA Group administers the process and establishes rules to promote fairness in achieving consensus, it does not independently test, evaluate, or verify the content of standards. Disclaimer and exclusion of liability This document is provided without any representations, warranties, or conditions of any kind, express or implied, including, without limitation, implied warranties or conditions concerning this document’s fitness for a particular purpose or use, its merchantability, or its non-infringement of any third party’s intellectual property rights. CSA Group does not warrant the accuracy, completeness, or currency of any of the information published in this document. CSA Group makes no representations or warranties regarding this document’s compliance with any applicable statute, rule, or regulation. IN NO EVENT SHALL CSA GROUP, ITS VOLUNTEERS, MEMBERS, SUBSIDIARIES, OR AFFILIATED COMPANIES, OR -

Fire Design of Mass Timber Members Code Applications, Construction Types and Fire Ratings
Fire Design of Mass Timber Members Code Applications, Construction Types and Fire Ratings Richard McLain, PE, SE • Senior Technical Director • WoodWorks Scott Breneman, PhD, PE, SE • Senior Technical Director • WoodWorks For many years, exposed heavy timber framing elements the country are leveraging to create innovative designs have been permitted in U.S. buildings due to their inherent with a warm yet modern aesthetic, often for projects that fire-resistance properties. The predictability of wood’s char go beyond traditional norms. rate has been well-established for decades and has long been This paper has been written to support architects and recognized in building codes and standards. engineers exploring the use of mass timber for commercial Today, one of the exciting trends in building design is the and multi-family construction. It focuses on how to meet growing use of mass timber—i.e., large solid wood panel fire-resistance requirements in the International Building products such as cross-laminated timber (CLT) and nail- Code (IBC), including calculation and testing-based methods. laminated timber (NLT)—for floor, wall and roof construction. Unless otherwise noted, references refer to the 2018 IBC. Like heavy timber, mass timber products have inherent fire resistance that allows them to be left exposed and still Mass Timber & Construction Type achieve a fire-resistance rating. Because of their strength and Before demonstrating fire-resistance ratings of exposed dimensional stability, these products also offer an alternative to mass timber elements, it’s important to understand under steel, concrete, and masonry for many applications, but have a what circumstances the code currently allows the use of much lighter carbon footprint. -

Glulam Handbook Volume 1
GLULAM HANDBOOK VOLUME 1 2013-10-17 GLULAM HANDBOOK Volume 1 CONTENTS INTRODUCTION GLULAM AS A STRUCTURAL MATERIAL Strength x Performance x Beauty = Wood3 = Glulam Glulam of course! THE HISTORY OF GLULAM The development of glued laminated timber New possibilities The breakthrough Nordic glulam The factory in Sweden The need for railway station halls The company AB Fribärande Träkonstruktioner Reliable material A growing market for Nordic glulam Highly advanced architecture FACTS ABOUT GLULAM GLULAM AND THE ENVIRONMENT Glulam in the life-cycle CERTIFICATION AND CONTROL CE-marking Factory production control PROPERTIES Timber species Adhesives Appearance quality 2 2 Size and form Strength properties Thermal qualities Moisture content Humidity movement Properties in a fire Durability GLULAM PRODUCTS Appearance and surface finishing Stock range Size tolerances Manufacturing standard Straight glulam members Curved glulam members Transport protection Erection PLANNING STRUCTURAL PREREQUISITES Constructional aspects of glulam structures Bracing of glulam structures Building envelope Moisture protection STRUCTURAL SYSTEMS Structural systems – an overview Beam – column system Glulam in multi-storey buildings Continuous beams Trusses Three-pin roof trusses Three-pin arches Three-pin portal frames Cantilevers Composite system CONCEPTUAL STRUCTURAL DESIGN Design load for roof structures Size tables Straight roof beams Double pitched beams Three-pin roof truss with steel ties Three-pin arches with steel ties Three-pin portal frames Roof purlins Floor