ADHESIVES AWARENESS Guide
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Glued-Laminated Timber Bridges
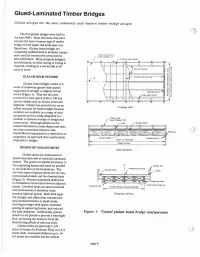
Glued-Laminated Timber Bridges Glulam design s are the most commonly used modern timber bridge designs The first glulam bridges were built in the mid-1940's. Since that time, they have become the most common type of timber bridge in both single and multi-span con figurations. Glulam beam bridges are completely prefabricated in modular compo nents and are treat ed with preservatives Wea llng surlac e ,r tsee Chapter 11) after fabrication. When prop erly designed , and fabricated, no field cutting or boring is required, resulting in a service life of 50 !!? Q) years or more. '§ "'" c: 0" Q) c: Q) GLULAM BEAM SYSTEMS Transverse bracing 3 c:0> OJ D '§ ' .c: c: Glulam beam bridges consist of a U Q) ' ~ .c: series of transverse glulam deck panels >- 3 '"3 D'" supported on straight or slightly curved 'o ;; o '"0 beams (Figure 1). They are the most ([ .9. practical for clear spans of 20 to 100 feet and are widely used on all size roads and highways. Glulam has proved to be an ex ceUent material for beam bridges because Cutaway plan members are available in a range of sizes and grades and are easily adapt able to a modular or systems concept of design and Traffi c rail I (see Chapter 10) construction. Although glulam can be r Curb r Glulam deck custom fabricated in many shapes and sizes, the most economical structure uses - - - - Bearin g - - - - - -J~--- ~ -. I standardized components in a repet itious ar ~ ' """"" - rangement, an approach that is particularly b e a m ~ Glu lam Substruct ure ~ adaptable to bridges. -
Glulam Design Properties and Layup Combinations
GLULAM DESIGN PROPERTIES AND LAYUP COMBINATIONS ENGINEERED WOOD SYSTEMS WOOD The Miracle Material™ Wood is the right choice for a host of construction applications. It is the earth’s natural, energy efficient and renewable building material. Engineered wood is a better use of wood. The miracle in today’s wood products is that they make more efficient use of the wood fiber resource to make stronger plywood, oriented strand board, I-joists, glued laminated timbers, and laminated veneer lumber. That’s good for the environment, and good for designers seeking strong, efficient, and striking building design. A few facts about wood. I We’re not running out of trees. One-third of the United States land base – 731 million acres – is covered by forests. About two-thirds of that 731 million acres is suitable for repeated planting and harvesting of timber. But only about half of the land suitable for growing timber is open to logging. Most of that harvestable acreage also is open to other uses, such as camping, hiking, and hunting. Forests fully cover one-half of Canada’s land mass. Of this forestland, nearly half is considered productive, or capable of producing timber on a sustained yield basis. Canada has the highest per capita accumulation of protected natural areas in the world – areas including national and provincial parks. I We’re growing more wood every day. American landowners plant more than two billion trees every year. In addition, millions of trees seed naturally. The forest products industry, which comprises about 15 percent of forestland ownership, is responsible for 41 percent of replanted forest acreage. -

Use of Wood Residue in Making Reconstituted Board Products
University of Montana ScholarWorks at University of Montana Graduate Student Theses, Dissertations, & Professional Papers Graduate School 1959 Use of wood residue in making reconstituted board products Suthi Harnsongkram The University of Montana Follow this and additional works at: https://scholarworks.umt.edu/etd Let us know how access to this document benefits ou.y Recommended Citation Harnsongkram, Suthi, "Use of wood residue in making reconstituted board products" (1959). Graduate Student Theses, Dissertations, & Professional Papers. 3981. https://scholarworks.umt.edu/etd/3981 This Thesis is brought to you for free and open access by the Graduate School at ScholarWorks at University of Montana. It has been accepted for inclusion in Graduate Student Theses, Dissertations, & Professional Papers by an authorized administrator of ScholarWorks at University of Montana. For more information, please contact [email protected]. THE USE OF WOOD RESIDUE IN MAKING RECONSTITUTED BOMD HiODUCTS SUTHI HARNSOMJKRAM B.S.F., Unlveinsity of the Philippines, 1952 Presented in partial fulfillment of the requirements for the degree of Master of Forestry MONTANA STATE UNIVERSITY 1959 Approved Dean, Graduate School I 3 I960 Date UMI Number: EP34193 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent on the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. UMT " DlM«litionP«ibWfca ^ UMI EP34193 Copyright 2012 by ProQuest LLC. All rights reserved. This edition of the work is protected against unauthorized copying under Title 17, United States Code. -

North American Glued Laminated Timber American Wood Council Canadian Wood Council
NORTH AMERICAN GLUED LAMINATED TIMBER AMERICAN WOOD COUNCIL CANADIAN WOOD COUNCIL The American Wood Council (AWC) and the Canadian Wood Council (CWC) are pleased to present this Environmental Product Declaration (EPD) for North American Glued Laminated Timber (glulam). The EPD includes Life Cycle Assessment (LCA) results for all processes up to the point that glulam is packaged and ready for shipment at the manufacturing gate. The underlying LCA and the EPD were developed in compliance with ISO 14025:2006 and ISO 21930:2017 and have been verified under the UL Environment EPD program. The AWC and CWC represent wood product manufacturers across North America. The North American forest product industry is a global leader of sustainably sourced wood products. This EPD reflects years of research and numerous sustainability initiatives on behalf of our members to continually improve the environmental footprint of North American wood products. We are pleased to present this document to show our progress. Please follow our sustainability initiatives at www.awc.org and www.cwc.ca. North American Glued Laminated Timber North American Structural and Architectural Wood Products According to ISO 14025, EN 15804, and ISO 21930:2017 EPD PROGRAM AND PROGRAM OPERATOR UL Environment https://www.ul.com/ NAME, ADDRESS, LOGO, AND WEBSITE 333 Pfingsten Road Northbrook, IL 60611 https://spot.ul.com/ GENERAL PROGRAM INSTRUCTIONS General Program Instructions v.2.4 July 2018 AND VERSION NUMBER American Wood Council DECLARATION HOLDER Canadian Wood Council DECLARATION NUMBER 4788424634.104.1 DECLARED PRODUCT & North American Glued Laminated Timber, FUNCTIONAL UNIT OR DECLARED UNIT 1 m3 of glulam produced in North America (US and CA) ISO 21930:2017 Sustainability in Building Construction — Environmental Declaration of Building Products. -

Download This Article in PDF Format
E3S Web of Conferences 116, 00047 (2019) https://doi.org/10.1051/e3sconf/201911600047 ASEE19 Recognition of emission from the wood based products waste combustion using differential ion mobility spectrometry Monika Maciejewska1,*, Andrzej Szczurek1, and Żaneta Zajiczek1 1Faculty of Environmental Engineering, Wroclaw University of Science and Technology, Wybrzeże Wyspiańskiego 27, 50-370 Wrocław, Poland Abstract. This work was focussed on the recognition of the emission of volatile compounds resulting from the combustion of engineered wood products waste. This kind of waste is broadly used for heating purposes in an unauthorised way, giving rise to unorganised emissions. The recognition of such events is very difficult due to the complexity of the produced gas mixture. We proposed to apply differential ion mobility spectrometry (DMS). This is a promising technique in terms of complex gas mixtures measurements. The recognition was based on the measurements of ambient air in the vicinity of the emission source and classification. The ensemble of classification trees was chosen as the classier. The obtained results showed that volatile compounds resulting from the combustion of wood based boards waste produced the distinctive DMS spectra, which could be used as the basis for the effective recognition. We achieved almost 100 % successful recognition of: 1) ambient air which contained volatile compounds resulting from OSB board waste combustion, 2) ambient air which contained volatile compounds resulting from MDF board waste combustion, and 3) ambient air, which was did not contain volatile compounds of this kind. The presented results have a considerable practical value. The DMS spectrometer was successfully applied to recognize wood-based boards waste combustion in field conditions. -

GLOSSARY for WOOD BASED PANEL PRODUCTS (The Text Contains More Common Panel Terms.)
GLOSSARY FOR WOOD BASED PANEL PRODUCTS (The text contains more common panel terms.) AIS - Abbreviation for asphalt impregnated Glulam - Short for glued laminated beam. These sheathing. A fibreboard product used for exterior are made of several layers of “lumber” glued wall sheathing. It contains asphalt mixed into the together in layers to form one structural piece. fibres to assist in improving weatherability. Interior Type - Moisture resistant glue is used to Butt Joint - The joint formed when two panels make this plywood, rather than 100% exterior meet but do not overlap. glue. Interior type also permits lower grade veneers. Chamfer - The flat surface left when cutting off the square edge of a panel or lumber. Lumber Core - The inner part of a wood veneered product that has lumber strips rather Cleaned and Sized - A light surface mechanical than more plywood veneers. process that removes material form the surface to provide an even surface and a panel of Non-certified - Plywood not certified by an uniform thickness. accepted agency as meeting the appropriate standards. Non-certified plywood is not accepted Composite - Made up of several items. by building codes and some other organizations. Panels may bear the mark of the manufacturer, Core - In a 3-ply panel, the innermost part but this is not a substitute for an accepted contained between the surfaces. In 5-ply, the certifying agency grade stamp. innermost ply contained between the cross bands. O & ES - Abbreviation for oiled and edge sealed, a process done to plywood concrete Crossband - The core veneers at right angles to form panels. -

NCC Tender File # AL1698 Project Description Richmond Landing Shoreline Access Ceremonial Landing (Landscape Architecture, Light
NCC Tender File # AL1698 Richmond Landing Shoreline Access Ceremonial Landing Project Description (Landscape Architecture, Lighting, Electrical) Site Visit No site visit is scheduled Closing date and time Thursday, April 6, 2017 at 3pm EDT March 15, 2017 INVITATION TO TENDER & ACCEPTANCE FORM RETURN TENDERS TO: National Capital Commission NCC Tender Number 40 Elgin Street, Security Office on the 2nd floor AL1698 Ottawa, ON K1P 1C7 NCC Contract Number TENDER CLOSING DATE Thursday, April 6, 2017 at 3pm EDT AND TIME: DESCRIPTION OF WORK: Richmond Landing Shoreline Access Ceremonial Landing (Landscape Architecture, Lighting, Electrical) 1. BUSINESS NAME AND ADDRESS OF BIDDER Name: Address: Telephone number: Fax number: E-mail address: 2. THE OFFER The Bidder offers to the National Capital Commission (NCC) to perform and complete the work for the above mentioned project in accordance with the tender documents for the total tender amount (to be expressed in numbers only) of: Sub Total $ OHST – 13% $ TOTAL ESTIMATED AMOUNT $ 3. TENDER VALIDITY PERIOD The tender shall not be withdrawn for a period of 60 days following the date and time of tender closing. 4. CONTRACT DOCUMENTS 1. The following are the contract documents: (a) Invitation to Tender & Acceptance Form when signed by the NCC; (b) Duly completed Invitation to Tender & Acceptance Form and any Appendices attached thereto; (c) Drawings and Specifications; (d) General Conditions (GC1 to GC10); (e) Supplementary Conditions, if any; (f) Insurance Terms; (g) Occupational Health and Safety Requirements; (h) Addenda (i) Any amendments issued or any allowable tender revision received before the date and time set for tender closing; (j) Any amendment incorporated by mutual agreement between the NCC and the Contractor before acceptance of the tender; and (k) Any amendment or variation of the contract documents that is made in accordance with the General Conditions; (l) Security Requirements. -

A Vision for Forest Products Extension in Wisconsin
Wisconsin’s Forest Industry: Rooted in our Lives Rooted in our Economy Wisconsin Department of Natural Resources Forestry Division, Forest Products Services Wisconsin forest industry overview Industry sectors and trends Emerging markets Part I: Forest Industry Overview Wisconsin’s forest industry ~1,200 establishments Over 60,000 jobs $24.1 billion in goods and services annually Approximately 14% of manufacturing jobs Wisconsin’s forest industry (cont’d) Exports total over $2.2 billion annually Top employer in 10 counties Supports employment of over 111,000 additional jobs Why should we care? . The health of Wisconsin’s economy depends upon the health of Wisconsin’s forest industry . The health of Wisconsin’s forests depends upon the health of Wisconsin’s forest industry Why should we care? . We as consumers depend on forests! Flooring Baseball bats Houses Ice cream thickener Lumber Garden stakes Furniture Toilet paper Pressboard Charcoal Crafts Broom sticks Veneer Bowling pins Roofs Imitation bacon Plywood Toys Stairways Candy wrappers Dowels Signs Cider Fruit Paper Syrup Vitamins Cutting boards Paneling Pallets Cooking utensils Desks Windows Cardboard Pencils Food packaging Doors Grocery bags Shampoo Toilet seats Railroad ties Chewing gum Oars Toothpaste Energy Paper towels Coffee filters Nuts Firewood Oil spill agents Toothpicks Magazines Christmas trees Hockey sticks Diapers Golf tees Tool handles Liquid smoke Sponges Nail polish Animal bedding Cosmetics Mulch Wood pellets Fence posts Baby foods Postage stamps AND MORE! Can -

Engineered Wood Beams: Spanning the Distance
Engineered Wood Beams: Spanning the Distance Structural Engineers Association of Ohio September 12, 2014 Bob Clark, APA APA-The Engineered Wood Association Non-profit Trade Association representing manufacturers of engineered wood products: Structural Panels: Plywood and Oriented Strand Board (OSB) Glulam I-joists Structural Composite Lumber (SCL): Laminated Veneer Lumber (LVL), Oriented Strand Lumber (OSL) What is an Engineered Wood Product? Any wood- based building material that has been improved physically by a man-process. Engineered Wood Products Machined into pieces… Sawing (Glulam) Peeling (Plywood/LVL) Slicing (OSB/OSL) Engineered Wood Products Processed for maximum strength by… Drying Sorting Grading Aligning Engineered Wood Products Manufactured by… Applying Adhesives Pressing Curing Finishing Designing panels for performance Strength, stiffness, durability, and dimensional stability Face Core Center Core Back Oriented Strand Board Layup Laminated Veneer Lumber (LVL) Veneers bonded together Beams, headers, rafters & scaffold planking Common thicknesses: ¾” to 3-1/2” All grain parallel to length Parallel Strand Lumber (PSL) Manufactured from veneers clipped into long strands in a parallel formation and bonded together Strand length-to-thickness ratio is around 300 Common uses: headers, beams, load-bearing columns Published on a proprietary basis by the manufacturer and recognized in evaluation reports. Other Structural Composite Lumber Laminated Strand Lumber (LSL): Flaked strand length-to-thickness ratio -

Alternative Framing Materials in Residential Construction: Three Case Studies Alternative Framing Materials in Residential Construction: Three Case Studies
U.S. Department of Housing and Urban Development Office of Policy Development and Research ALTERNATIVE FRAMING MATERIALS IN RESIDENTIAL CONSTRUCTION: THREE CASE STUDIES ALTERNATIVE FRAMING MATERIALS IN RESIDENTIAL CONSTRUCTION: THREE CASE STUDIES Prepared for U.S. Department of Housing and Urban Development Office of Policy Development and Research Prepared by NAHB Research Center Upper Marlboro, MD Instrument No. DU100K000005911 July 1994 Notice The U.S. Government does not endorse products or manufacturers. Trade or manufacturers’names appear herein solely because they are considered essential to the object of this report. The contents of this report are the views of the contractor and do not necessarily reflect the views or policies of the U.S. Department of Housing and Urban Development or the U.S. Government. Acknowledgments This report was prepared by the NAHB Research Center under funding from the U.S. Department of Housing and Urban Development (HUD). The principal author was Timothy J. Waite, P.E. with review by E. Lee Fisher. Technical support was provided by Mike Bruen, Bob Dewey, Eric Lund, and J. Albert van Overeem. Special appreciation is extended to William Freeborne of HUD for guidance throughout the project. Appreciation is also extended to the builders and manufacturers who participated in the construction of demonstration homes: Mickgreen Development, Desert Hot Springs, California; Bantex Building Products, Santa Ana, California; Sunset Ridge Limited, Imperial, California; Western Metal Lath, Riverside, California; Insteel Construction Systems, Inc., Brunswick, Georgia; Del Webb California Corporation, Inc., Bermuda Dunes, California; and Bowen & Bowen Construction Company, Norcross, Georgia. Contents LIST OF TABLES, FIGURES, AND PHOTOS ................................... -

1996 LRFD Glulam
SUPPLEMENT Structural Glued Laminated Timber LRFD LOAD AND RESISTANCE FACTOR DESIGN MANUAL FOR ENGINEERED WOOD CONSTRUCTION SUPPLEMENT Structural Glued Laminated Timber LRFD LOAD AND RESISTANCE FACTOR DESIGN MANUAL FOR ENGINEERED WOOD CONSTRUCTION Copyright © 1996 APA – The Engineered Wood Association Preface This supplement contains adjustment factors, dimen- The reference strengths were derived according to the sions, factored resistance, reference strengths and other principles of ASTM D5457-93, Standard Specification for properties required to design structural glued laminated Computing the Reference Resistance of Wood-based Ma- timber in the LRFD format. In this format, the term “re- terials and Structural Connections for Load and sistance” is used to refer to member capacities (i.e., Resistance Factor Design. moment resistance, compression resistance, etc.). This is The tabulated reference strength values are to be used distinct from the term “strength” which refers to limit state within the reference end-use conditions defined therein. material properties — conceptually a “factored allowable When the end-use conditions fall outside the range of the stress.” reference conditions, the reference values shall be adjusted The member resistance values tabulated in this by the product of applicable adjustment factors as defined supplement are to be used in conjunction with the in AF&PA/ASCE 16-95 and also provided in this supple- design methodologies provided in AF&PA/ASCE 16-95, Stan- ment. For unusual end-use conditions, the designer should dard for Load and Resistance Factor Design (LRFD) for consult additional literature for possible further adjust- Engineered Wood Construction. ments. APA/EWS TABLE OF CONTENTS Chapter/Title Page Chapter/Title Page 1. -
Aconsiderable Wealth of Infor- Mation Is Available from Multiple Sources on Oriented Strand Board (OSB), So This Is Not Intended
This is the ninth in a series of articles examining various deck types. Among the numerous considerations when selecting a roof system, the type of decking is among the most important. With the variety of decks to be encountered (both new and old), it is incumbent upon roofing experts to be the authority on these matters. This article will explore features of oriented strand board (OSB). considerable wealth of infor- mon term for the broad class of “engineered wood chips, sawmill shavings, and even mation is available from wood particle boards.” Roof consultants are coarse sawdust) should not be considered multiple sources on oriented likely to encounter it in both pitched and as appropriate for roof decks. On the other strand board (OSB), so this low-slope assemblies (Figure 1). The prod- hand, OSB has strands with specific length- is not intended as an exhaus- ucts are known as Sterling board, Aspenite, to-width ratios generally lying in a panel’s tive review of all things OSB. and Smart-ply in the United Kingdom. long direction; these are on the order of 1 AThere is no lengthy discussion here of the In this country, manufacturing process, testing, trade orga- only some of the nizations, code ratings, or material cost. common descrip- Instead, this article is a review of aspects tors are appropri- likely to be encountered in the course of a ate for OSB as we roof consultant’s ordinary practice. would encounter it. Confusion seems to abound regarding For instance, chip this material because the descriptors are board and particle often used interchangeably.