What Every Operator Should Know About Anaerobic Digestion
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effect of High Cationic Flocculant on Anaerobic Digestion of Municipal Wastewater
University of Louisville ThinkIR: The University of Louisville's Institutional Repository Electronic Theses and Dissertations 5-2017 Effect of high cationic flocculant on anaerobic digestion of municipal wastewater. Prathap D. John University of Louisville Follow this and additional works at: https://ir.library.louisville.edu/etd Part of the Environmental Engineering Commons, and the Other Chemical Engineering Commons Recommended Citation John, Prathap D., "Effect of high cationic flocculant on anaerobic digestion of municipal wastewater." (2017). Electronic Theses and Dissertations. Paper 2815. https://doi.org/10.18297/etd/2815 This Master's Thesis is brought to you for free and open access by ThinkIR: The University of Louisville's Institutional Repository. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of ThinkIR: The University of Louisville's Institutional Repository. This title appears here courtesy of the author, who has retained all other copyrights. For more information, please contact [email protected]. EFFECT OF HIGH CATIONIC FLOCCULANT ON ANAEROBIC DIGESTION OF MUNICIPAL WASTEWATER By Prathap Daniel John B.S, University of Louisville, 2006 A Thesis Submitted to the Faculty of the University of Louisville J.B. Speed School of Engineering as Partial Fulfillment of the Requirements for the Professional Degree MASTER OF ENGINEERING Department of Chemical Engineering March 2017 ii EFFECT OF HIGH CATIONIC FLOCCULANT ON ANAEROBIC DIGESTION OF MUNICIPAL WASTEWATER APPROVAL PAGE Submitted by: __________________________________ Prathap Daniel John A Thesis Approved On ____________________________________ (Date) by the Following Reading and Examination Committee: ___________________________________ Dr. R. Eric Berson, Thesis Director ___________________________________ Dr. James Watters ___________________________________ Dr. Thomas Rockaway ii ACKNOWLEDGEMENTS I would like to thank the Conn Center for Renewable Energy Research and my research advisor Dr. -

Anaerobic Digestion of Primary Sewage Effluent
Anaerobic Digestion of Primary Sewage Effluent Prepared for the U.S. Department of Energy Office of Electricity Delivery and Energy Reliability Under Cooperative Agreement No. DE-EE0003507 Hawai‘i Energy Sustainability Program Subtask 3.4: Biomass Submitted by Hawai‘i Natural Energy Institute School of Ocean and Earth Science and Technology University of Hawai‘i September 2014 Acknowledgement: This material is based upon work supported by the United States Department of Energy under Cooperative Agreement Number DE-EE0003507. Disclaimer: This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference here in to any specific commercial product, process, or service by tradename, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. SUMMARY A hybrid system comprised an up-flow packed bed anaerobic reactor and a down-flow trickling-filter reactor connected in series was shown to effectively treat primary clarifier effluent. When a clarifier and sand filter were added to the system, the effluent water quality achieved values of BOD5 and TSS that were below the EPA’s water discharge limits of 30 mg/l and equivalent to highly efficient activated sludge systems. -

Innovations to Market
September 2013 SPECIAL FOCUS Featured Session Bringing Innovations to Market. Page 4 Featured Session Energy Generation in Fort Worth. Page 6 Innovation Showcase A Highlight of WEFTEC Programming. Page 8 Pavilion Exhibitors InnovatIon Innovation-award winning companies. Page 16 Innovation Showcase Visualize the potential of the water sector Actionable Water Market Intelligence ™ ® BlueTech Research, an O2 Environmental company, is an intelligence service focused exclusively on identifying key opportunities and emerging trends in the global water industry. We are the premier source of actionable BlueTech® Research offers analyst directed water market intelligence for strategic advisory services, providing market business decisions on innovative intelligence, technology assessments and technologies and companies. strategic advice. ® Our clients use BlueTech Research for: BlueTech® Intelligence Briefings ents. Snappy and informative,with distilled details prepared by BlueTech® Research water • Identifying and assessing water industry experts. companies and technologies BlueTech® Innovation Tracker™ • Understanding new water Innovation Company Tracker tool to map and analyse water technology market opportunities technology companies. and identifying areas for growth ® • Analyzing water technology patent BlueTech Insight Reports trends and identifying water Detailed reports providing insight and analysis on key water technology market areas. technology licensing, investment and acquisition opportunities BlueTech® Webinars Technology and Market -

Biogas Micro-Production from Human Organic Waste—A Research Proposal
sustainability Article Biogas Micro-Production from Human Organic Waste—A Research Proposal Alberto Regattieri * ID , Marco Bortolini ID , Emilio Ferrari, Mauro Gamberi and Francesco Piana Department of Industrial Engineering, Alma Mater Studiorum—University of Bologna, Viale del Risorgimento 2, Bologna 40136, Italy; [email protected] (M.B.); [email protected] (E.F.); [email protected] (M.G.); [email protected] (F.P.) * Correspondence: [email protected]; Tel.: +39-051-2093400 Received: 2 December 2017; Accepted: 24 January 2018; Published: 27 January 2018 Abstract: Organic waste (OW) management tackles the problem of sanitation and hygiene in developing countries and humanitarian camps where unmanaged waste often causes severe health problems and premature death. OW still has a usable energy content, allowing biogas production, potentially contributing to satisfy the local needs, e.g., cooking, lighting and heating. Digesters are the devices converting OW into biogas under anaerobic conditions. They are simple and effective solutions for the OW management in rural areas, humanitarian camps and remote developing regions, producing energy and fertilizers for local farming as residual. This paper describes the design and lab-test of a domestic OW management system integrating a waterless toilet with a small-scale digester producing safe biogas for local micro-consumption. Starting from people’s needs and an extensive review of the current state-of-art technology, the proposed system’s key innovation and strength is the combination of effectiveness and a very simple construction, set up and use, fitting with the rural conditions and raw materials available within the emerging countries. A small-scale prototype is assembled and lab-tested assessing the quantity—i.e., productivity—and quality—i.e., composition and methane content—of the produced biogas. -

Overview of Anaerobic Digestion for Municipal Solid Waste
Global Methane Initiative Overview of Anaerobic Digestion for Municipal Solid Waste Updated: October 2016 1 About This Presentation . Introduces the process of anaerobic digestion (AD) for municipal solid waste (MSW) . Provides an overview of anaerobic digestion microbiology . Helps you understand how you might benefit from AD . Guides you through the key areas to consider when developing an AD project . Reviews the status of AD globally and provides selected case studies Using Bookmarks to Navigate This presentation contains bookmarks to help you navigate. Using the panel on the left, click the bookmark to jump to the slide. For Chrome users, the bookmarks can be viewed by clicking on the bookmark icon ( ) at the top right of the screen. 2 Global Methane Initiative GMI is a voluntary, multilateral partnership that aims to reduce global methane emissions and to advance the abatement, recovery and use of methane as a valuable clean energy source. OBJECTIVES BENEFITS . Reduce anthropogenic methane . Decline in methane concentrations emissions and advance the and methane utilization will result recovery and use of methane in: while: – Sustainability – Enhancing economic growth – Energy security – Promoting energy security – Health and safety – Improving local air quality – Profitability and public health. 3 GMI Partners . Grew from 14 to 42 Partner governments, plus the European Commission . Accounts for nearly 70% of global anthropogenic methane emissions 4 Main Menu 1. Introduction – what is AD and why should it interest me? Click here for an introduction to AD 2. Is AD suitable for me? Click here for more info about the potential for AD 3. Step-by-step guide Click here for detailed information about the key issues to consider when developing an AD project 4. -

Why Anaerobic Digestion? Anaerobic Digestion Occurs Naturally, in the Absence of Oxygen, As Bacteria Break Down Organic Materials and Produce Biogas
The Benefits of Anaerobic Digestion of Food Waste At Wastewater Treatment Facilities Why Anaerobic Digestion? Anaerobic digestion occurs naturally, in the absence of oxygen, as bacteria break down organic materials and produce biogas. The process reduces the amount of material and produces biogas, which can be used as an energy source. This technology is commonly used throughout the United States to break down sewage sludge at wastewater treatment facilities. In the past few years, there has been a movement to start adding food waste to anaerobic digesters already in place at wastewater treatment facilities. The anaerobic digestion of food waste has many benefits, including: • Climate Change Mitigation – Food waste in landfills generates methane, a potent greenhouse gas. Diverting food waste from landfills to wastewater treatment facilities allows for the capture of the methane, which can be used as an energy source. In addition to decreased methane emissions at landfills, there are greenhouse gas emissions reductions due to the energy offsets provided by using an on-site, renewable source of energy. • Economic Benefits – Wastewater treatment facilities can expect to see cost savings from incorporating food waste into anaerobic digesters. These include reduced energy costs due to production of on-site power and tipping fee for accepting the food waste. • Diversion Opportunities – Most municipalities are investing in ways to divert materials from landfills. This is usually due to reduced landfill space and/or recycling goals. Wastewater treatment facilities offer the opportunity to divert large amounts of food waste, one of the largest waste streams still going to landfills. Why Food Waste? Food waste is the second largest category of municipal solid waste (MSW) sent to landfills in the United States, accounting for approximately 18% of the waste stream. -

Anaerobic Co-Digestion of Wastewater Sludge: a Review of Potential Co-Substrates and Operating Factors for Improved Methane Yield
processes Review Anaerobic Co-Digestion of Wastewater Sludge: A Review of Potential Co-Substrates and Operating Factors for Improved Methane Yield Wei Ling Chow 1, Siewhui Chong 1 , Jun Wei Lim 2 , Yi Jing Chan 1,* , Mei Fong Chong 3, Timm Joyce Tiong 1, Jit Kai Chin 4 and Guan-Ting Pan 5,* 1 Department of Chemical and Environmental Engineering, University of Nottingham Malaysia, Broga Road, Semenyih 43500, Selangor Darul Ehsan, Malaysia; [email protected] (W.L.C.); [email protected] (S.C.); [email protected] (T.J.T.) 2 Department of Fundamental and Applied Sciences, Centre for Biofuel and Biochemical Research, Institute of Self-Sustainable Building, Universiti Teknologi PETRONAS, Seri Iskandar 32610, Perak Darul Ridzuan, Malaysia; [email protected] 3 28, Jalan Pulau Tioman U10/94, Taman Greenhill, Shah Alam 40170, Selangor Darul Ehsan, Malaysia; [email protected] 4 Department of Chemical Sciences, School of Applied Sciences, University of Huddersfield, Queensgate, Huddersfield HD1 3DH, UK; [email protected] 5 Department of Chemical Engineering and Biotechnology, National Taipei University of Technology, No. 1, Section 3, Zhongxiao E Rd, Da’an District, Taipei City 106, Taiwan * Correspondence: [email protected] (Y.J.C.); [email protected] (G.-T.P.); Tel.: +60-3-8924-8773 (Y.J.C.); +886-2-2771-2171 (G.-T.P.) Received: 20 August 2019; Accepted: 20 September 2019; Published: 1 January 2020 Abstract: Anaerobic digestion has been widely employed in waste treatment for its ability to capture methane gas released as a product during the digestion. -

A Review of Pretreatment Methods to Enhance Solids Reduction During
applied sciences Review A Review of Pretreatment Methods to Enhance Solids Reduction during Anaerobic Digestion of Municipal Wastewater Sludges and the Resulting Digester Performance: Implications to Future Urban Biorefineries Bimi Shrestha 1, Rafael Hernandez 1, Dhan Lord B. Fortela 1, Wayne Sharp 2, Andrei Chistoserdov 3, Daniel Gang 2 , Emmanuel Revellame 4, William Holmes 5 and Mark E. Zappi 1,* 1 Department of Chemical Engineering, University of Louisiana at Lafayette, Lafayette, LA 70504, USA; [email protected] (B.S.); [email protected] (R.H.); [email protected] (D.L.B.F.) 2 Department of Civil Engineering, University of Louisiana at Lafayette, Lafayette, LA 70504, USA; [email protected] (W.S.); [email protected] (D.G.) 3 Department of Biology, University of Louisiana at Lafayette, Lafayette, LA 70504, USA; [email protected] 4 Department of Industrial Technology, University of Louisiana at Lafayette, Lafayette, LA 70504, USA; [email protected] 5 Energy Institute of Louisiana, University of Louisiana at Lafayette, Lafayette, LA 70503, USA; [email protected] * Correspondence: [email protected] Received: 18 November 2020; Accepted: 18 December 2020; Published: 21 December 2020 Abstract: The rapid increase in the population is expected to result in the approaching of design capacity for many US wastewater treatment plants (WWTPs) over the next decade. WWTPs treat both municipal and industrial wastewater influents, resulting in the production of biosolids after digestion. Biogas, a potential recovered alternative energy source, is also produced as an output from successful anaerobic digestion. More than 7M of dry tons/year of biosolids produced in the US are most often disposed in either landfills or land-applied (~80%). -

4 Methane Production by Anaerobic Digestion of Wastewater and Solid Wastes
4 Methane production by anaerobic digestion of wastewater and solid wastes T.Z.D. de Mes, A.J.M. Stams, J.H. Reith and G. Zeeman1 Abstract Anaerobic digestion is an established technology for the treatment of wastes and wastewater. The final product is biogas: a mixture of methane (55-75 vol%) and carbon dioxide (25-45 vol%) that can be used for heating, upgrading to natural gas quality or co-generation of electricity and heat. Digestion installa- tions are technologically simple with low energy and space requirements. Anaerobic treatment systems are divided into 'high-rate' systems involving biomass retention and 'low-rate' systems without biomass retention. High-rate systems are characterised by a relatively short hydraulic retention time but long sludge retention time and can be used to treat many types of wastewater. Low-rate systems are general- ly used to digest slurries and solid wastes and are characterised by a long hydraulic retention time, equal to the sludge retention time. The biogas yield varies with the type and concentration of the feedstock and process conditions. For the organic fraction of municipal solid waste and animal manure biogas yields of 80-200 m3 per tonne and 2-45 m3 per m3 are reported, respectively. Co-digestion is an impor- tant factor for improving reactor efficiency and economic feasibility. In The Netherlands co-digestion is only allowed for a limited range of substrates, due to legislation on the use of digested substrate in agri- culture. Maximising the sale of all usable co-products will improve the economic merits of anaerobic treatment. -

Treating Industrial Wastewater : Anaerobic Digestion Comes Of
Cover Story TREATING INDUSTRIAL WASTEWATER: Anaerobic DigeSlio Aerobic Anaerobic ---' Effluent, Effluent, C02, ) -"\.4% 10% Comes of Age ~48% / , ~ . ~ i 4JI'// ~ Anaer bic tr atment systems offer import nl ~ / : . advant ges over conventionally applied .:' . -1.1 m.llkg-COD +4.3 M.llkg-COD aerobic processes for removing org nic +31 g NH4-N/kg-COD +3.2 g NH4-N/kg-COD pollutant from aler-based stre ms FIGURE 1. This comparison shows the respective fate of organic materials that are biodegraded under aerobic versus anaerobic conditions. Aerobic treat Robbert Kleerebezem , Technical University of Delft ment requires energy input for aeration, whereas a and Herve Macarie, Institut de Recherche pour le Developpement net energy surplus is generated during anaerobic treatment, in the form of methane-bearing biogas that can be used to power utility boilers onsite n the absence of molecular oxygen, wastewater constituents on anaerobic the production of byproduct methane natural environments depend on microbes. As a result, it is the opinion rich biogas. The use of the methane for the activity of anaerobic microor of these authors that such systems are energy generation elsewhere at the ganisms for the biological degrada not currently being applied as widely plant allows for conservation of more tion of organic substrates. In as they could be within the global than 90% of the caloric value of the or Ianaerobic environments where, other chemical process industries (CPl). ganic substrates being treated. In addi than carbon dioxide, no inorganic elec This article aims to address some of tion, modern anaerobic bioreactors do tron acceptors are present, the final the lingering misconceptions associ not require large energy input for me degradation of organic compounds is ated with anaerobic wastewater treat chanical mixing (which is required to achieved by their conversion to ment. -

Anaerobic Digestion Strategy and Action Plan
Anaerobic Digestion Strategy and Action Plan A commitment to increasing energy from waste through Anaerobic Digestion Contents 1 Contents Ministerial Foreword 2 Executive Summary 3 1. Anaerobic Digestion Strategy 5 1.1 What is Anaerobic Digestion? 5 1.2 Why are we interested in Anaerobic Digestion? 6 1.3 Anaerobic Digestion models and technologies 7 1.4 Feedstocks for Anaerobic Digestion 10 1.5 Products of Anaerobic Digestion 14 1.6 Industry capacity 17 1.7 Future potential 17 1.8 Key legislation 20 1.9 Other legislative issues 21 1.10 Economic growth 21 1.11 Incentives 22 Anaerobic Digestion case studies 24 2. Anaerobic Digestion Action Plan 30 2.1 Theme 1: Knowledge and Understanding 31 2.2 Theme 2: Smarter Working Models 32 2.3 Theme 3: Regulation and Finance 33 2.4 Summary of agreed actions 34 2.5 Communications 40 2.6 Research base 40 2.7 Next steps 42 3. Appendices 43 Appendix A: Detailed process 43 Appendix B: Members of the steering group 45 Appendix C: Core working group members 46 Acronyms 48 Glossary of terms 50 List of figures 52 List of tables 52 List of supporting documents 52 Photograph credits 52 2 Anaerobic Digestion Strategy and Action Plan Ministerial Foreword We are delighted to announce the publication to help overcome them. This Strategy and Action of the joint Government and Industry Anaerobic Plan are the result of this work. Each action has a Digestion Strategy and Action Plan for England. named lead organisation and all have committed to drive the work forward. -
Anaerobic Digestion Basics
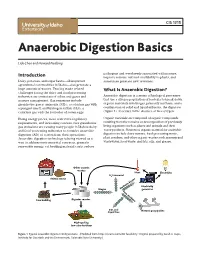
CIS 1215 Anaerobic Digestion Basics Lide Chen and Howard Neibling pathogens and weed seeds associated with manure, Introduction improve manure nutrient availability to plants, and Dairy, potatoes, and sugar beets—all important sometimes generate new revenues. agricultural commodities in Idaho—also generate a huge amount of wastes. Two big waste-related What Is Anaerobic Digestion? challenges facing the dairy and food processing industries are emissions of odors and gases and Anaerobic digestion is a series of biological processes manure management. Gas emissions include that use a diverse population of bacteria to break down organic materials into biogas, primarily methane, and a greenhouse gases; ammonia (NH 3), a colorless gas with combination of solid and liquid effluents, the digestate a pungent smell; and hydrogen sulfide (H 2S), a colorless gas with the foul odor of rotten eggs. (figure 1). It occurs in the absence of free oxygen. Rising energy prices, more restrictive regulatory Organic materials are composed of organic compounds requirements, and increasing concern over greenhouse resulting from the remains or decomposition of previously gas emissions are causing many people in Idaho’s dairy living organisms such as plants and animals and their and food-processing industries to consider anaerobic waste products. Sources of organic material for anaerobic digestion (AD) of wastes from their operations. digestion include dairy manure, food processing waste, Anaerobic digestion technology is being viewed as a plant residues, and other organic wastes such as municipal way to address environmental concerns, generate wastewater, food waste, and fats, oils, and grease. renewable energy, cut bedding-material costs, reduce Other organic wastes Heat Electricity H2S removal Animal waste s ga io b ne ha et Electricity Biogas M generator Pu re m et ha Cow bedding Digester reactor ne CO and 2 Natural gas pipeline impurities High-quality, low-odor fertilizer Figure 1.