Pages 85-168
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Issue No 2 – Autumn 1977
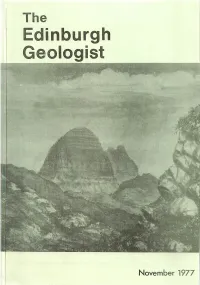
The Edinburgh Geologist ~ November 1977 Cover Picture. This view of Suilven, one of the isolated west Sutherland peaks of Torridonian Sandstone resting on a pavement of Lewisian Gneiss, was drawn in 1888 on the back of a Geological Su~~ey field map by Dr B N Peach. Many of Peach ' s field maps are embellished with similar drawings of landscapes, geological sections , animals or rustic scenes. Reproduced with permission of the Director of the Institute of Geological Sciences. HISTORY OF TIlE SNARCH .I!'OR GOl,D VElNG IN THE LEADHILLS-WANLOCKHEAD DISTRICT "No charges whatsoever should be spared, till mountains and mosses were turned into vallies and dales • • • • and to turne brookes, rivers and cloughes from their courses, and so to run over mountains. And they hoped in that manner to find out the bedd or vaine of Gold in Scotland". Stephen Atkinson, 1619. 1 That part of the Southern Uplands, in the vicinity of the Leadhills and Wanlockhead lead-zinc mining district, was anciently the location of the "gold mynes in Scotland". Mounds of debris, old watercourses, the "gowd scaurs" along the valleys of the Glengonnar, Shortcleuch and Wanlock Waters testify to the large scale exploitation of the river gravels during the 16th Century. The degree of success of these early operations can be judged from the documentary evidence extant. The Treasurer's Accounts for the years 1538 to 1542, for example, relate that the gold mines, while under the management of John Mossman, produced 411 ozs of gold for a crown for the King and 35 ozs of gold for a crown for the Queen2• Much of the gold coinage of James V and Mary Queen of Scots was minted from gold from the district3• Bevis Bulmer, the Great Elizabethan mining expert4, is reputed to have employed 300 men at Leadhills and that in three summers' work obtained gold valued at £100 000 sterli~. -

Norheath Nurseries Northallerton, North Yorkshire DL7 0AH Offers Over £400000
143 High Street Northallerton North Yorkshire DL7 8PE Tel: 01609 771959 [email protected] www.northallertonestateagency.co.uk Norheath Nurseries Northallerton, North Yorkshire DL7 0AH Offers Over £400,000 An Attractive & Conveniently Situated Former Nursery & Horticultural Business extending to some 5.38 Acres (2.176 Has) or Thereabouts in Enviable Rural Position with Detached 3 – 4 Bedroomed Dormer Bungalow with Lawned Garden, Substantial Range of Productive & Dilapidated Greenhouse, Detached General Purpose Building & Lean to with internal Chiller, Extensive Hardstanding & Paddocks Enjoying Panoramic Views over the Surrounding Countryside 3 – 4 Bedroomed Detached Dormer Bungalow With Potential for Extension or Redevelopment Lawned Gardens to Three Sides Offering Potential for Residential Development Subject to Necessary Planning Permissions Extensive Range of Commercial Greenhouses in Varying Conditions Offering Scope to Refurbish, Replace, Renew or Alternative Future Usage Subject to Necessary Planning Permission Detached General Purpose Building & Adjacent Store Paddocks Presently Laid to Pasture and Suitable for Equine, Horticultural or Small-Scale Agricultural Use Subject to Purchasers Requirements In All Extending to 5.38 Acres (2.176 Has) Quiet Yet Convenient Rural Position Conveniently Situated for Major Centre of Commerce Norheath Nurseries comprises a well laid out 5.38 acre (2.176 Has) Sitting Room nursery and horticultural business premises situated in attractive 14'11" x 10'4" (4.57 x 3.15) rolling countryside and comprising a brick built with clay tile roof 3-4 bedroomed detached dormer bungalow enjoying the benefit of UPVC sealed unit double glazing and oil-fired central heating. The bungalow stands nicely in the centre of substantial lawned gardens extending to three sides offering tremendous scope to extend/develop subject to planning permissions. -

Subject Indexes
Subject Indexes. p.4: Accession Day celebrations (November 17). p.14: Accession Day: London and county index. p.17: Accidents. p.18: Accounts and account-books. p.20: Alchemists and alchemy. p.21: Almoners. p.22: Alms-giving, Maundy, Alms-houses. p.25: Animals. p.26: Apothecaries. p.27: Apparel: general. p.32: Apparel, Statutes of. p.32: Archery. p.33: Architecture, building. p.34: Armada; other attempted invasions, Scottish Border incursions. p.37: Armour and armourers. p.38: Astrology, prophecies, prophets. p.39: Banqueting-houses. p.40: Barges and Watermen. p.42: Battles. p.43: Birds, and Hawking. p.44: Birthday of Queen (Sept 7): celebrations; London and county index. p.46: Calendar. p.46: Calligraphy and Characterie (shorthand). p.47: Carts, carters, cart-takers. p.48: Catholics: selected references. p.50: Census. p.51: Chapel Royal. p.53: Children. p.55: Churches and cathedrals visited by Queen. p.56: Church furnishings; church monuments. p.59: Churchwardens’ accounts: chronological list. p.72: Churchwardens’ accounts: London and county index. Ciphers: see Secret messages, and ciphers. p.76: City and town accounts. p.79: Clergy: selected references. p.81: Clergy: sermons index. p.88: Climate and natural phenomena. p.90: Coats of arms. p.92: Coinage and coins. p.92: Cooks and kitchens. p.93: Coronation. p.94: Court ceremonial and festivities. p.96: Court disputes. p.98: Crime. p.101: Customs, customs officers. p.102: Disease, illness, accidents, of the Queen. p.105: Disease and illness: general. p.108: Disease: Plague. p.110: Disease: Smallpox. p.110: Duels and Challenges to Duels. -

Tackling High Risk Regional Roads Safer Roads Fund Full
Mobility • Safety • Economy • Environment Tackling High-Risk Regional Roads Safer Roads Fund 2017/2018 FO UND Dr Suzy Charman Road Safety Foundation October 2018 AT ION The Royal Automobile Club Foundation for Motoring Ltd is a transport policy and research organisation which explores the economic, mobility, safety and environmental issues relating to roads and their users. The Foundation publishes independent and authoritative research with which it promotes informed debate and advocates policy in the interest of the responsible motorist. RAC Foundation 89–91 Pall Mall London SW1Y 5HS Tel no: 020 7747 3445 www.racfoundation.org Registered Charity No. 1002705 October 2018 © Copyright Royal Automobile Club Foundation for Motoring Ltd Mobility • Safety • Economy • Environment Tackling High-Risk Regional Roads Safer Roads Fund 2017/2018 FO UND Dr Suzy Charman Road Safety Foundation October 2018 AT ION About the Road Safety Foundation The Road Safety Foundation is a UK charity advocating road casualty reduction through simultaneous action on all three components of the safe road system: roads, vehicles and behaviour. The charity has enabled work across each of these components and has published several reports which have provided the basis of new legislation, government policy or practice. For the last decade, the charity has focused on developing the Safe Systems approach, and in particular leading the establishment of the European Road Assessment Programme (EuroRAP) in the UK and, through EuroRAP, the global UK-based charity International Road Assessment Programme (iRAP). Since the inception of EuroRAP in 1999, the Foundation has been the UK member responsible for managing the programme in the UK (and, more recently, Ireland), ensuring that these countries provide a global model of what can be achieved. -

2019 Norton Elizabeth 121093
This electronic thesis or dissertation has been downloaded from the King’s Research Portal at https://kclpure.kcl.ac.uk/portal/ The Blount Family in the long Sixteenth century Norton, Elizabeth Anna Awarding institution: King's College London The copyright of this thesis rests with the author and no quotation from it or information derived from it may be published without proper acknowledgement. END USER LICENCE AGREEMENT Unless another licence is stated on the immediately following page this work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International licence. https://creativecommons.org/licenses/by-nc-nd/4.0/ You are free to copy, distribute and transmit the work Under the following conditions: Attribution: You must attribute the work in the manner specified by the author (but not in any way that suggests that they endorse you or your use of the work). Non Commercial: You may not use this work for commercial purposes. No Derivative Works - You may not alter, transform, or build upon this work. Any of these conditions can be waived if you receive permission from the author. Your fair dealings and other rights are in no way affected by the above. Take down policy If you believe that this document breaches copyright please contact [email protected] providing details, and we will remove access to the work immediately and investigate your claim. Download date: 26. Sep. 2021 The Blount Family in the Long Sixteenth Century Elizabeth Norton Doctor of Philosophy 2019 King’s College London 1 Abstract This thesis is an extended case study of the lives, attitudes, actions and concerns of one gentry family – the Blounts of the West Midlands –from the second half of the fifteenth century to the early years of the seventeenth, described as the long sixteenth century. -

Irish and Scots
Irish and Scots. p.1-3: Irish in England. p.3: Scottish Regents and Rulers. p.4: Mary Queen of Scots. p.9: King James VI. p.11: Scots in England. p.14: Ambassadors to Scotland. p.18-23: Ambassadors from Scotland. Irish in England. Including some English officials visiting from Ireland. See ‘Prominent Elizabethans’ for Lord Deputies, Lord Lientenants, Earls of Desmond, Kildare, Ormond, Thomond, Tyrone, Lord Bourke. 1559 Bishop of Leighlin: June 23,24: at court. 1561 Shane O’Neill, leader of rebels: Aug 20: to be drawn to come to England. 1562 Shane O’Neill: New Year: arrived, escorted by Earl of Kildare; Jan 6: at court to make submission; Jan 7: described; received £1000; Feb 14: ran at the ring; March 14: asks Queen to choose him a wife; April 2: Queen’s gift of apparel; April 30: to give three pledges or hostages; May 5: Proclamation in his favour; May 26: returned to Ireland; Nov 15: insulted by the gift of apparel; has taken up arms. 1562 end: Christopher Nugent, 3rd Lord Delvin: Irish Primer for the Queen. 1563 Sir Thomas Cusack, former Lord Chancellor of Ireland: Oct 15. 1564 Sir Thomas Wroth: Dec 6: recalled by Queen. 1565 Donald McCarty More: Feb 8: summoned to England; June 24: created Earl of Clancare, and son Teig made Baron Valentia. 1565 Owen O’Sullivan: Feb 8: summoned to England: June 24: knighted. 1565 Dean of Armagh: Aug 23: sent by Shane O’Neill to the Queen. 1567 Francis Agard: July 1: at court with news of Shane O’Neill’s death. -

Parliament and Society in Scotland, 1660-1603 Volume
e PARLIAMENT AND SOCIETY IN SCOTLAND, 1660-1603 Julian Mark Gaadare VOLUME 1 Presented for the degree of Doctor of Philosophy University of Edinburgh 1989 % I CONTESTS ' Page VOLUME 1 Acknowledgements ii Declaration iii Abstract iv 1. Introduction: parliament and the political system 1 2. Parliament and the law 65 3. Parliament and the executive 107 4. Fiscal policy 156 5. Parliamentary taxation 212 VOLUME 2 6. Economic policy 281 7. Social control 346 8. Social policy: the poor law 405 9. Conclusions: parliament and society 445 Appendices: A. Records of parliaments and conventions, 1560-1603 473 B. Justice ayres 503 C. Parliamentary commissions 504 D. Direct taxes imposed, 1560-1603 509 B. Precedence and ceremonial: parliaments public image 518 Conventions and abbreviations 526 Bibliography 531 ii ACKNOVLEDGENENrfS I am glad to have this opportunity to record my gratitude for the unfailing support, patient guidance, and generous encouragement that I have received from my supervisor, Dr Michael Lynch of the Department of Scottish History.. I have also benefited greatly from the expert legal knowledge of Mr Y. D.H. Sellar of the Department of Scots Law. The members of Professor G.V. S. Barrow's postgraduate seminar have provided a stimulating environment in which to originate and refine many of the ideas that this thesis contains. Versions of parts of the thesis have been presented to the Conference of Scottish Hedievalists and to the Association of Scottish Historical Studies, and I found the discussion on those occasions most helpful. The staffs of Aberdeen City Archives, Arbroath Library, the British Library, Dundee District Archive and Record Centre, Montrose Town Hause, the Rational Library of Scotland, Perth Museum and Art Gallery, the Sandeman Library, Perth, and the Scottish Record Office have all made available their archives, large and small, with equal courtesy. -

The Elizabethan Court Day by Day--1573
1573 1573 At HAMPTON COURT, Middlesex. Jan 1,Thur New Year gifts. New Year Gift roll is not extant, but Sir Gilbert Dethick, Garter King of Arms, gave the Queen: ‘A Book of all the Knights of the Garter made in the short reign of Richard III’. Also Jan 1: play, by the Children of Windsor Chapel.T also masque: Janus. Eight Januses; eight who present fruit. Revels: ‘going to Windsor about Mr Farrant’s play; gloves for the Children of Windsor two dozen and for masquers 16 pair; a desk for Farrant’s play’; ‘a key for Janus’; ‘fine white lamb to make snowballs eight skins’. Robert Moorer, apothecary, for sugar, musk comfits, corianders, clove comfits, cinnamon comfits, rose water, spice water, ginger comfits. ‘All which served for flakes of ice and hail-stones in the masque of Janus, the rose water sweetened the balls made for snowballs presented to her Majesty by Janus’. Janus: Roman god, facing two ways; Richard Farrant: Master of the Children. Jan 2,Fri new appointment: George Talbot, Earl of Shrewsbury: Earl Marshal. In overall charge of the College of Arms, succeeding the Duke of Norfolk. Jan 4,Sun play, by the Children of Paul’s.T Revels paid for: ‘two squirts for the play of the Children of Paul’s; the waggoner for carriage of the stuff to Hampton Court’, Jan 4. Jan 6,Tues Earl of Desmond and his brother at Hampton Court. Gerald Fitzgerald, 14th Earl of Desmond (c.1533-1583), known as the Rebel Earl, and his brother Sir John Desmond led a rebellion in Ireland and were in the Tower December 1567-Sept 1570, then in the custody of Warham St Leger, in Kent and Southwark. -

Subject Indexes
Subject Indexes. p.4: Accession Day celebrations (November 17). p.14: Accession Day: London and county index. p.17: Accidents. p.18: Accounts and account-books. p.20: Alchemists and alchemy. p.21: Almoners. p.22: Alms-giving, Maundy, Alms-houses. p.25: Animals. p.26: Apothecaries. p.27: Apparel: general. p.32: Apparel, Statutes of. p.32: Archery. p.33: Architecture, building. p.34: Armada; other attempted invasions, Scottish Border incursions. p.37: Armour and armourers. p.38: Astrology, prophecies, prophets. p.39: Banqueting-houses. p.40: Barges and Watermen. p.42: Battles. p.43: Birds, and Hawking. p.44: Birthday of Queen (Sept 7): celebrations; London and county index. p.46: Calendar. p.46: Calligraphy and Characterie (shorthand). p.47: Carts, carters, cart-takers. p.48: Catholics: selected references. p.50: Census. p.51: Chapel Royal. p.53: Children. p.55: Churches and cathedrals visited by Queen. p.56: Church furnishings; church monuments. p.59: Churchwardens’ accounts: chronological list. p.72: Churchwardens’ accounts: London and county index. Ciphers: see Secret messages, and ciphers. p.76: City and town accounts. p.79: Clergy: selected references. p.81: Clergy: sermons index. p.88: Climate and natural phenomena. p.90: Coats of arms. p.92: Coinage and coins. p.92: Cooks and kitchens. p.93: Coronation. p.94: Court ceremonial and festivities. p.96: Court disputes. p.98: Crime. p.101: Customs, customs officers. p.102: Disease, illness, accidents, of the Queen. p.105: Disease and illness: general. p.108: Disease: Plague. p.110: Disease: Smallpox. p.110: Duels and Challenges to Duels. -
Issues and Options Consultation - 11 January to 19 February 2016 Forward
New Local Plan for Hambleton Issues and Local Plan Options Consultation Hambleton...a place to grow, be healthy, be prosperous Issues and Options Consultation - 11 January to 19 February 2016 Forward This Local Plan Issues and Options Consultation is an important first step in planning Hambleton’s future up to 2035, as a place to grow, be healthy and be prosperous. The council has produced its Council Plan (2015-19) establishing four key priorities over the next four years: Driving Economic Vitality, Enhancing Health and Wellbeing, Caring for the Environment, Providing a Special Place to Live. The development of a new Local Plan will be pivotal to the delivery of these priorities. The new Local Plan will set out how much land should be provided to accommodate new homes and jobs that are needed within Hambleton up to 2035 and where this should be located. It will consider the need for new homes and jobs alongside the need for associated infrastructure such as shops, community facilities, transport, open space, sport and recreation, health and education within the context of protecting what is special about Hambleton. The Plan will also look to protect and enhance our countryside, historic buildings and the unique character of our market towns and villages. Having a plan in place will help to ensure that new development takes place in a planned and coordinated way so we get the right kind of development in the right place. Its policies will be the key tool for determining planning applications. The Plan will make clear where development is acceptable and provide certainty for local communities, developers and businesses wishing to expand or locate within the district. -

Aristocratic Women at the Late Elizabethan Court: Politics, Patronage and Power
Aristocratic Women at the Late Elizabethan Court: Politics, Patronage and Power Joanne Lee Hocking School of Humanities, Department of History University of Adelaide November 2015 Table of Contents Abstract i Thesis declaration iii Acknowledgments iv List of Abbreviations v Chapter 1 Introduction 1 Chapter 2 The Political Context, 1580-1603 28 Chapter 3 The Politics of Female Agency: 54 Anne Dudley, Countess of Warwick Chapter 4 The Politics of Family and Faction: 132 Anne, Lady Bacon and Elizabeth, Lady Russell Chapter 5 The Politics of Favour: the Essex Women 195 Chapter 6 Conclusion 265 Appendices Appendix A – the Russell family 273 Appendix B – the Dudley family 274 Appendix C – the Cooke family 275 Appendix D – the Devereux family 276 Appendix E – Countess of Warwick’s 277 Patronage Network Appendix F –Countess of Warwick’s will 292 Bibliography 305 Abstract This thesis examines the power of aristocratic women in politics and patronage in the final years of the Elizabethan court (1580 to 1603). Substantial archival sources are analysed to evaluate the concepts of female political agency discussed in scholarly literature, including women’s roles in politics, within families, in networks and as part of the court patronage system. A case study methodology is used to examine the lives and careers of specific aristocratic women in three spheres of court politics – the politics of female agency, the politics of family and faction, and the politics of favour. The first case study looks at Elizabeth’s long-serving lady-in-waiting, Anne Dudley, Countess of Warwick, and demonstrates that female political agents harnessed multiple sources of agency to exercise power at court on behalf of dense patronage networks. -

PARLIAMENT and SOCIETY in SCOTLAND, 1560-1603 VOLUME 2 Presented for the Degree of University of Edinburgh
PARLIAMENT AND SOCIETY IN SCOTLAND, 1560-1603 Julian Mark Goodare VOLUME 2 Presented for the degree of Doctor of Philosophy University of Edinburgh 1989 I CONTENTS page VOLUME 1 Acknowledgements ii Declaration iii Abstract 17 1. Introduction: parliament and the political system 1 2. Parliament and the law 65 3. Parliament and the executive 107 4. Fiscal policy 156 5. Parliamentary taxation 212 VOLUME 2 6. Economic policy 281 7. Social control 346 8. Social policy: the poor law 405 9. Conclusions: parliament and society 445 Appendices: A. Records of parliaments and conventions, 1560-1603 473 B. Justice ayres 503 C. Parliamentary commissions 504 D. Direct taxes imposed, 1560-1603 509 B. Precedence and ceremonial: parliaments public image 518 Conventions and abbreviations 526 Bibliography 531 281 Chapter 6 ECONOMIC POLICY In Lindsay's 'Satyre of the thrie estaitis', Folly expressed the contemporary legislator's view of merchants, reproving the insatiabill serchant sen tvhol Quhenfind hei send thss abundance Ar nacht content with sufficiance, Bot saillis into the storey blastis, In cony terribill great toreent, Against the acts of Parliasent. Sus tynis their gear, and sue an drounde: Pith this sic serchants could be crounde, And he presented the merchants with a 'Folie Hatt'. ' He was referring to the 1535 act against winter sailing, which probably became a dead letter soon after; -2 at any rate, the convention of royal burghs ignored it when reissuing a companion act on voyages to the Netherlands in 1574. `-1 Few such statutes could be fully enforced, but the reality of the sixteenth century was that the market existed to be regulated.