A Retrospective ® Provide Power for the Orbiter’S Three Independent Hydraulic Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Challenger Accident in a Rogers Commission Hearing at KSC
CHALLENGER By Arnold D. Aldrich Former Program Director, NSTS August 27, 2008 Recently, I was asked by John Shannon, the current Space Shuttle Program Manager, to comment on my experiences, best practices, and lessons learned as a former Space Shuttle program manager. This project is part of a broader knowledge capture and retention initiative being conducted by the NASA Johnson Space Center in an “oral history” format. One of the questions posed was to comment on some of the most memorable moments of my time as a Space Shuttle program manager. Without question, the top two of these were the launch of Challenger on STS‐51L on January 28, 1986, and the launch of Discovery on STS‐26 on September 29, 1988. Background The tragic launch and loss of Challenger occurred over 22 years ago. 73 seconds into flight the right hand Solid Rocket Booster (SRB) broke away from the External Tank (ET) as a result of a burn‐ through in its aft most case to case joint and the Space Shuttle vehicle disintegrated resulting in the total loss of the vehicle and crew. The events leading up to that launch are still vivid in my mind and deeply trouble me to this day, as I know they always will. This paper is not about what occurred during the countdown leading up to the launch – those facts and events were thoroughly investigated and documented by the Rogers Commission. Rather, what I can never come to closure with is how we, as a launch team, and I, as one of the leaders of that team, allowed the launch to occur. -

Toward a History of the Space Shuttle
Toward a History of the Space Shuttle An Annotated Bibliography Compiled by Roger D. Launius and Aaron K. Gillette NASA History Office Code JCH NASA Headquarters Washington, DC 20546 MONOGRAPHS IN AEROSPACE HISTORY Number 1 December 1992 PREFACE Since the idea of a reusable rocket-plane was first seriously-studied by Eugen Sänger in the 1930s, the concept has e xerted s trong i nfluence o n t he d evelopment o f human s paceflight. I n t he U nited S tates, detailed proposals for a reusable space vehicle were developed as early as the 1950s, and several projects reached the design and test stage in the 1960s. Initially, the Space Shuttle was envisioned as a fully reusable, commercial spaceplane. During the early 1970s, however, its development faced considerable obstacles, budgetary shortfalls, some congressional opposition, increasing public apathy, and design difficulties. What emerged was a smaller, semi-reusable vehicle, advertised as an economical and efficient means of space transport. Whether the Shuttle has fulfilled these goals is a topic of some controversy. Even so, the Space Shuttle has been the cornerstone of the U.S. space program, and the driving force behind much of the budget and programs of NASA for over two decades. Throughout the long history of the Space Shuttle concept, numerous books, studies, reports, and articles have been written. This selective, annotated bibliography discusses those works judged to be most essential for researchers writing scholarly studies on the Space Shuttle's history. A thematic arrangement of material concerning the Shuttle will, it is hoped, b ring clarity and simplicity to such a complex subject. -

Space Shuttle CHALLENGER Accident
National Aeronautics and Space Administration Report to the President I Actions to Implement the Recommendations of The Prazdential Commission on the Space Shuttle ChulhgmAcczdent July 14,1986 3 Washington, D.C. L DEDICATION Those of us at NASA, who have worked incessantly since that day in January when the CHALLENGER and her crew, our friends, were lost, dedicate this report to those who willfly again into space in the future. THE WHITE HOUSE WASHINGTON June 13, 1986 Dear Jim: I have completed my review of the report from the Commission on the Space Shuttle CHALLENGER Accident. I believe that a program must be undertaken to implement its recommenda- tions as soon as possible. The procedural and organizational changes suggested in the report will be essential to resuming effective and efficient Space Transportation System operations , and will be crucial in restoring U.S. space launch activities to full operational status. Specifically, I would like NASA to report back to me in 30 days on how and when the Commission's recommendations will be implemented. This report should include milestones by which progress in the implementation process can be measured. Let me emphasize, as I have so many times, that the men and women of NASA and the tasks they so ably perform are essential to the nation if we are to retain our leadership in the pursuit of technological and scientific progress. Despite misfortunes and setbacks, we are determined to press on in our space programs. Again, Jim, we turn to you for leadership. You and the NASA team have our support and our blessings to do what has to be done to make our space program eafe, reliable, and a source of pride to our nation and of benefit to all mankind. -
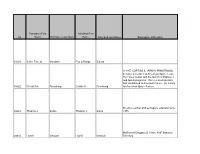
Spacewalk Database
Purchaser First Inscribed First ID Name Purchaser Last Name Name Inscribed Last Name Biographic_Infomation 01558 Beth / Forrest Goodwin Ron & Margo Borrup In 1957 CURTISS S. (ARMY) ARMSTRONG became a member of America's Space Team. His career began with the launch of Explorer I and Apollo programs. His tireless dedication has contributed to America's future. He is truly 00022 Cheryl Ann Armstrong Curtiss S. Armstrong an American Space Pioneer. Science teacher and aerospace educator since 00023 Thomas J. Sarko Thomas J. Sarko 1975. McDonnell Douglas 25 Years, AMF Board of 00024 Lowell Grissom Lowell Grissom Directors Joined KSC in 1962 in the Director's Protocol Office. Responsible for the meticulous details for the arrival, lodging, and banquets for Kings, Queens and other VIP worldwide and their comprehensive tours of KSC with top KSC 00025 Major Jay M. Viehman Jay Merle Viehman Personnel briefing at each poi WWII US Army Air Force 1st Lt. 1943-1946. US Civil Service 1946-1972 Engineer. US Army Ballistic Missile Launch Operations. Redstone, Jupiter, Pershing. 1st Satellite (US), Mercury 1st Flight Saturn, Lunar Landing. Retired 1972 from 00026 Robert F. Heiser Robert F. Heiser NASA John F. Kennedy S Involved in Air Force, NASA, National and Commercial Space Programs since 1959. Commander Air Force Space Division 1983 to 1986. Director Kennedy Space Center - 1986 to 1 Jan 1992. Vice President, Lockheed Martin 00027 Gen. Forrest S. McCartney Forrest S. McCartney Launch Operations. Involved in the operations of the first 41 manned missions. Twenty years with NASA. Ten years 00028 Paul C. Donnelly Paul C. -

An Analysis of the Progress in Automation of Manned Space-Craft Test and Checkout
University of Central Florida STARS Retrospective Theses and Dissertations 1975 An Analysis of the Progress in Automation of Manned Space-craft Test and Checkout John E. Malone University of Central Florida Part of the Engineering Commons Find similar works at: https://stars.library.ucf.edu/rtd University of Central Florida Libraries http://library.ucf.edu This Masters Thesis (Open Access) is brought to you for free and open access by STARS. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of STARS. For more information, please contact [email protected]. STARS Citation Malone, John E., "An Analysis of the Progress in Automation of Manned Space-craft Test and Checkout" (1975). Retrospective Theses and Dissertations. 164. https://stars.library.ucf.edu/rtd/164 AN .ANALYSIS OF 1HE PROGRESS IN AlJ'fG1ATION OF MANNED SP.A£ECRAFf TEST AND OiECKOUT BY JOHN E. MALONE B.S., Tuskegee Institute, 1964 RESEARCH REPORT Submitted in partial fulfillment of the requirements for the degree of Master of Science in Engineering in the Graduate Studies Program of Florida Technological University Orlando, Florida 1975 iii ABSTRACT Manned Spacecraft Programs are the largest research and develop ment tasks ever undertaken by the government o~ by private industry in the United States~ Under the direction of the National Aeronautic and Space Administration (NASA) these programs have advanced from Project Mercury ~n the early 1960's through Gemini, Apollo, including ?vbon Landing, . and Skylab Progr~ . to the present day Space Shuttle Program. With the development of each new program, there comes a growing awareness of the ever increasing complexity of tasks relating to integrated preflight test and checkout. -
A Reproduced Copy OF
A Reproduced Copy OF = (NASA-TM-X-69471) INSTITUTICNAL N74 10302 ENVIRONMENTAL IMPACT STATEMENT (SPACE SHUTTLE DEVELOPMENT AND OPERATIONS) AMENDMENT NO. 1 (NASA) --4*6 p HC $9.50 Unclas 1'S CSCL 14B G3/11 21647 Reproduced for NASA by the NASA Scientific and Technical Information Facility FFNo 672 Aug 65 August, 1973 JOHN F. KENNEDY SPACE CENTER OCT 9 - 1973 1OHN F. KENNEDY SPACE CENTEI NASA ULIBRARY CIRCULATION COPY, 7 AMENDMENT NUMBER 1 TO THE INSTITUTIONAL ENVIRONMENTAL IMPACT STATEMENT (SPACE SHUTTLE DEVELOPMENT AND OPERATIONS) SHUTTLE PROJECT OFFICE / AMENDMENT NUMBER 1 TO THE INSTITUTIONAL ENVIRONMENTAL IMPACT STATEMENT (SPACE SHUTTLE DEVELOPMENT AND OPERATIONS) Prepared by: Shuttle Project Office John F. Kennedy Space Center, NASA Kennedy Space Center, Florida 32899 // SUMMARY AMENDMENT NUMBER 1 INSTITUTIONAL ENVIRONMENTAL IMPACT STATEMENT (SPACE SHUTTLE DEVELOPMENT AND OPERATIONS) ( ) DRAFT (X) FINAL Responsible Federal Agency: National Aeronautics and Space Administration (NASA), Office of Manned Space Flight, Space Shuttle Program. a. ( X ) Administrative Action ( X ) Legislative Action b. This action proposes to establish, at John F. Kennedy Space Center (KSC), NASA, facilities for receiving, inspection, checkout, launch, recovery and refurbishment of Space Shuttle flight hardware. Many existing facilities and systems, constructed for the Apollo and Skylab programs, are capable of supporting Shuttle operations with little or no modification. Presently identified modifications to such areas as the Vehicle Assembly .Building (VAB) for Orbiter maintenance and checkout, Orbiter tank storage and space vehicle vertical integration; the Mobile Launchers (ML) and Launch Pad for adaptation to a new space vehicle configuration; and numerous minor modifications to existing shop and laboratory areas are structural in nature and generally fall within the modification and rehabilitation category. -

Space Transportation System 22 STS Elements Which Have Been Baselined 25 STS Elements Which Have Not Been Baselined 27
U. S. GElXERALACCOUNTINGOFFKE SWFSTUDY SPACETRCLNSPORTATION SYSTEM mTIOIX4.L AERONAUTICSAND SPACE ADMINISTRATION P JUNE 1974 I’ _-w--w--CONTENTS SUMMARY 1 CHAPTER 1 INTRODUCTION 15 Description 16 History 17 Status 19 Space Shuttle Responsibility 19 Restrictions on Review 20 2 THE SPACE TRANSPORATION SYSTEM COST 22' Estimated Cost of the Space Transportation System 22 STS Elements Which Have Been Baselined 25 STS Elements Which Have Not Been Baselined 27 3 STATUS OF STS ELEMENTS WITH BASELINE COST ESTIMATES 35 Space Shuttle Research, Development, Test, and Evaluation Construction of Facilities Cost Per Flight 4 SCHEDULE: 43 NASA Milestones - -__ 43 Level I Milestones 44 Level II Milestones 45 5 PERFORMANCE 47 Level I Requirements 47 Level II Requirements 48 Contractor Support of Performance Characteristics 49 6 PROCRAM MANAGEMENT Responsibilities and Authorities Performance Management -._ 7 UPPER STAGES History cost Schedule Performance APPENDIX I Space Shuttle Contract Data 63 II NASA Explanation for Changes in Shuttle Facility Est5:ates at April 15,1972, and December 13, 1973 64 ..I ABBREYIATIONS . ‘. C of F Construction of Facilities DOD Department of Defense DTMO Development, Test, and Mission Operations ET External Tank G?lO General Accounting Office JSC Lyndon B. Johnson Space Center Ksc John F. Kennedy Space Center MSFC George C. Marshall Space Flight Center NASA National Aeronautics and Space Administration OAST Office of Aeronautics and Space Technology OMSF Office of Manned Space Flight 00s Orbit to Orbit Stage R&D Research and Development RDT&E Research, Development, Test and Evaluation R&PM Research and Program Management - --__ SRI3 Solid Rocket Booster SSME Space Shuttle Main Engines STS Space Transportation System USAF United States Air Force c SUMMARY This is the first of a series of annual staff studies which will provide data on the cost, schedule, and technical performance of the Space Transportation System (STS). -

STS-113 Shuttle Press Kit
STS-113 Shuttle Press Kit Station Crew Exchange, Port Truss Segment Installation Highlight Endeavour's Mission WWW.SHUTTLEPRESSKIT.COM Updated October 25, 2002 STS-113 Shuttle Press Kit National Aeronautics and Space Administration Table of Contents Mission Overview ..................................................................................................... 1 Timeline Overview ................................................................................................... 9 Mission Objectives ................................................................................................ 13 Mission Factoids .................................................................................................... 14 Mission Profile ....................................................................................................... 17 Crewmembers ........................................................................................................ 19 Rendezvous and Docking ..................................................................................... 45 Spacewalks STS-113 Extravehicular Activities ............................................................................ 49 Payloads Payload Overview..................................................................................................... 56 P1 Truss .................................................................................................................. 59 International Space Station S1 and P1 Truss Summary ......................................... -

Launching a Dream. a Teachers Guide to a Simulated Space Shuttle Mission. INSTITUTION National Aeronautics and Space Administration, Cleveland, Ohio
DOCUMENT RESUME ED 312 133 SE 050 902 TITLE Launching a Dream. A Teachers Guide to a Simulated Space Shuttle Mission. INSTITUTION National Aeronautics and Space Administration, Cleveland, Ohio. Lewis Research Cent%.r. PUB DATE Jur 88 NOTE 109p.; Photographs may not reproduce well. PUB TYPE Guides - Classroom Use - Guides (For Teachers) (052) EDRS PRICE MF01/PC05 Plus Postage. DESCRIPTORS *Aerospace Education; *Elementary School Science; Elementary Secondary Education; Satellites (Aerospace); *Science Activities; *Science Careers; Science Education; Science Experiments; *Science Projects; Scientific Enterprise; Secondary School Science; *Simulation IDENTIFIERS National Aeronautics and Space Administration ABSTRACT This publication is about imagination, teamwork, creati"ity, and a host of other ingredients required to carry out a dream. It is about going into space--going into space as part of a simulated space shuttle mission. The publication highlights two simulated shuttle missions cosponsored by the National Aeronautics and Space Administration (NASA) Lewis Research Center and Cleveland, Ohio, area schools: the first in 1985 and the more recent in 1987. Sections include: (1) "Getting Started" (surnarizing the organization of the mission project); (2) "Preflight Pre....ration" (describing the shuttle preparation, devising of the flight plan, selecting and training of the astronauts, payload experiments, building preparation, handling puolic relations, and 'Living in Space'); (3) "Flight Day" (conducting the preflight inspection, writing a launch schedule, space center activities, and scheduling rendezvous and stops); (4) "Postflight Activities" (debriefing; press conference, and school and community activities; a recognition program; and leFters of commendation); and (5) "Further Suggestions" (from the faculty and staff). The purpose, materials needed, and procedures are provided for each of the 13 payload experiments covering geo2.:gy, biology, and physics. -
Energiya BURAN the Soviet Space Shuttle.Pdf
Energiya±Buran The Soviet Space Shuttle Bart Hendrickx and Bert Vis Energiya±Buran The Soviet Space Shuttle Published in association with Praxis Publishing Chichester, UK Mr Bart Hendrickx Mr Bert Vis Russian Space Historian Space¯ight Historian Mortsel Den Haag Belgium The Netherlands SPRINGER±PRAXIS BOOKS IN SPACE EXPLORATION SUBJECT ADVISORY EDITOR: John Mason, M.Sc., B.Sc., Ph.D. ISBN978-0-387-69848-9 Springer Berlin Heidelberg NewYork Springer is part of Springer-Science + Business Media (springer.com) Library of Congress Control Number: 2007929116 Apart from any fair dealing for the purposes of research or private study, or criticism or review, as permitted under the Copyright, Designs and Patents Act 1988, this publication may only be reproduced, stored or transmitted, in any form or by any means, with the prior permission in writing of the publishers, or in the case of reprographic reproduction in accordance with the terms of licences issued by the Copyright Licensing Agency. Enquiries concerning reproduction outside those terms should be sent to the publishers. # Praxis Publishing Ltd, Chichester, UK, 2007 Printed in Germany The use of general descriptive names, registered names, trademarks, etc. in this publication does not imply, even in the absence of a speci®c statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. Cover design: Jim Wilkie Project management: Originator Publishing Services Ltd, Gt Yarmouth, Norfolk, UK Printed on acid-free paper Contents Ooedhpjmbhe ........................................ xiii Foreword (translation of Ooedhpjmbhe)........................ xv Authors' preface ....................................... xvii Acknowledgments ...................................... xix List of ®gures ........................................ xxi 1 The roots of Buran ................................. -
Space Shuttle Program Primary Avionics Software System (PASS) Y Y ( ) Success Legacy – Major Accomplishments and Lessons Learn
Space Shuttle Program Primaryyy() Avionics Software System (PASS) Success Legacy – Major Accomplishments and Lessons Learned Detail Historical Timeline Analysis James K. Orr August 24, 2010 Agenda . Introduction . Dedication To Safety . Space Shuttle Flight Software Period Themes . Initial PASS OFT Development Through STS-5 (1978 – 1982) . Pre-Challenger Accident Operations (1983 – 1985) . Post-Challenger, Return To Flight (1986 to 1988) . Process Optimization and Stability Under IBM (1989 to 1993) . Transition Period To Loral / Lockheed Martin (1994 to 1997) . Transition to United Space Alliance (1998 to 2002) . Post-Columbia Accident, Return To Flight (2003 to 2005) . Shuttle To End In 2010, OI Development Continuing (2006 – 2008) . Shuttle To End Delayed Slightly, Skill Maintenance (2009 – 2011) . Summary . Acronyms 8/11/2010 Page 1 Introduction . This presentation focuses on the Space Shuttle Primary Avionics Software System (PASS) and the people who developed and maintained this system. One theme is to provide quantitative data on software quality and reliability over a 30 year period . Consistent data relates to “code break” discrepancies . Requirements were supplied from external sources . Requirement inspections and measurements not implemented until later, beginning in 1985 . Second theme is to focus on the people and organization of PASS . Many individuals have supported the PASS project over the entire period while transitioning from company to company and contract to contract . Major events and transitions have impacted morale (both positively and negatively) across the life of the project 8/11/2010 Page 2 Introduction . Including Approach and Landing Tests, PASS project has run from 1974 . Process development started at beginning of project . De ta iled met ri cs on PASS process, qua lity, an d re lia bility i s cont ai ned i n a separate companion presentation . -

THE ECONOMICS of SPACE: an INDUSTRY READY to LAUNCH by Jeff Greason and James C
THE ECONOMICS OF SPACE: AN INDUSTRY READY TO LAUNCH by Jeff Greason and James C. Bennett Project Director: Robert W. Poole, Jr. June 2019 Reason Foundation’s mission is to advance a free society by developing, applying and promoting libertarian principles, including individual liberty, free markets and the rule of law. We use journalism and public policy research to influence the frameworks and actions of policymakers, journalists and opinion leaders. Reason Foundation’s nonpartisan public policy research promotes choice, competition and a dynamic market economy as the foundation for human dignity and progress. Reason produces rigorous, peer- reviewed research and directly engages the policy process, seeking strategies that emphasize cooperation, flexibility, local knowledge and results. Through practical and innovative approaches to complex problems, Reason seeks to change the way people think about issues, and promote policies that allow and encourage individuals and voluntary institutions to flourish. Reason Foundation is a tax-exempt research and education organization as defined under IRS code 501(c)(3). Reason Foundation is supported by voluntary contributions from individuals, foundations and corporations. The views are those of the author, not necessarily those of Reason Foundation or its trustees. THE ECONOMICS OF SPACE: AN INDUSTRY READY TO LAUNCH i EXECUTIVE SUMMARY America’s future success in space depends on restructuring our approach for financial sustainability. While NASA has contracted with the private sector for innovation and cost savings, it continues to use the same antiquated and constraining structure that was first developed for exploring space. This carries an opportunity cost that slows the private sector’s plans to harness space’s many viable materials and properties, compared to the pace it could attain with a more market-friendly approach.