United States Patent (11) 3,632,391
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Pullulan Ω-Carboxyalkanoates for Drug Nanodispersions Jameison T
Pullulan ω-carboxyalkanoates for Drug Nanodispersions Jameison Theophilus Rolle Thesis submitted to the faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of the requirements for the degree of Master of Science In Macromolecular Science and Engineering Kevin J. Edgar, Committee Chair Richey Davis Lynne S. Taylor July 30th, 2015 Blacksburg, VA Keywords: pullulan, amorphous solid dispersions, carboxyalkanoates, drug delivery Copyright 2015, Jameison T. Rolle Pullulan ω-carboxyalkanoates for Drug Nanodispersions Jameison T. Rolle Abstract Pullulan is an exopolysaccharide secreted extracellularly by the black yeast-like fungi Aureobasidium pullulans. Due to an α-(1→6) linked maltotriose repeat unit, which interferes with hydrogen bonding and crystallization, pullulan is completely water soluble unlike cellulose. It has also been tested and shown to possess non-toxic, biodegradable, non-mutagenic and non- carcinogenic properties. Chemical modification of polysaccharides to increased hydrophobicity and increase functionality has shown great promise in drug delivery systems. Particularly in amorphous solid dispersion (ASD) formulations, hydrophobicity increases miscibility with hydrophobic, crystalline drugs and carboxy functionality provides stabilization with drug moieties and well as pH specific release. Successful synthesis of cellulose ω-carboxyalkanoates have been reported and showed great promise as ASD polymers based on their ability to retard the recrystallization of the HIV drug ritonavir and antibacterial clarithromycin. However, these cellulose derivatives have limitations due to their limited water solubility. Natural pullulan is water-soluble and modification with ω-carboxyalkanoate groups would provide a unique set of derivatives with increased solubility therefore stronger polymer-drug interactions in solution. We have successfully prepared novel pullulan ω-carboxyalkanoates, which exhibit good solubility in polar aprotic and polar protic solvents. -

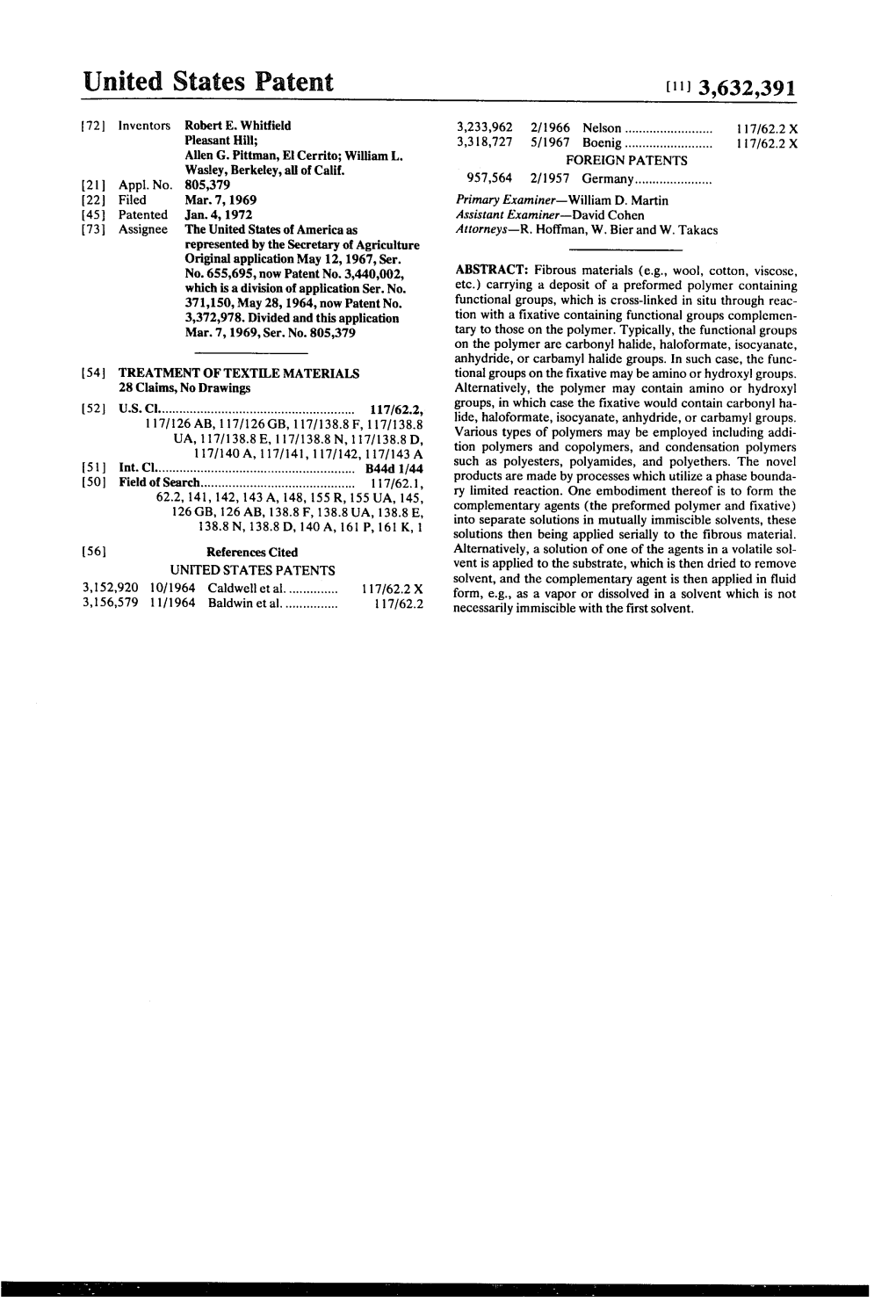
Sepi- 13, I966 D F. HERMAN ETAL. 3,272,897 METHOD of MAKING POLYMER COATED SUBSTANCES and MOLDING THEM INTO an ARTICLE Filed Nov
SepI- 13, I966 D F. HERMAN ETAL. 3,272,897 METHOD OF MAKING POLYMER COATED SUBSTANCES AND MOLDING THEM INTO AN ARTICLE Filed Nov. 1, 1962 ABSORBENT SUBSTRATE PARTICLES I FIRST DISPERSING THE SECOND REACTANT SUBSTRATE PARTICLES REACTANT SOLUBLE AT THE INTERFACES SOLUBLE IN FIRST FORMED BY INTER- IN SECOND SOLVENT MINGLING THE FIRST SOLVENT/AND SOLVENT CONTAINING REACTIVE THE FIRST REACTANT WITH FIRST AND THE SECOND REACTANT SOLVENT CONTAINING TO FORM THE SECOND REACTANT POLYMER AND REACTING THE FIRST FIRST AND SECOND SECOND SOLVENT REACTANTS TO FORM SOLVENT POLYMER IMMISCIBLE WITH FIRST SOLVENT SUBSTRATE PARTICLES INDIVIDUALLY ENCAPSULAT ED WITH POLYMER 3,272,897 United States Patent 0 'ice Patented Sept. 13, I966 1 2 Another object of the present invention is to provide 3,272,897 a process for encapsulating particulate substrates with METHOD OF MAKING POLYMER COATED SUB more than equal amounts, by weight of substrates, of STANCES AND MOLDING THEM INTO AN polyfunctional condensation polymers, such as poly ARTICLE amides, polyesters, polysulfonamides, polyurethanes and Daniel F. Herman, Princeton, N.J., and Albert L. Resnick, Jericho, N.Y., assignors to National Lead Company, polyphthalamides, including polyterephthalamides. New York, N.Y., a corporation of New Jersey Other objects will be apparent to those skilled in the Filed Nov. 1, 1962, Ser. No. 234,845 art from reading the following description taken in con 20 Claims. (Cl. 264-109) junction with the accompanying drawing in which the 10 single ?gure is a ?ow sheet embodying the process steps This invention relates to a process for polymerizing of the invention. materials directly onto the surfaces of absorbent sub The objects are accomplished by treating an absorbent strates, and to processes for forming useful articles from substrate material with a ?rst solvent containing dissolved the resultant products. -

The Synthesis of Some Novel Stilbene Dimers Incorporating Diamide Tethers: Studies in Single Cite This: RSC Adv.,2018,8,2506 Electron Transfer Oxidation (Fecl3)†
RSC Advances View Article Online PAPER View Journal | View Issue The synthesis of some novel stilbene dimers incorporating diamide tethers: studies in single Cite this: RSC Adv.,2018,8,2506 electron transfer oxidation (FeCl3)† Maryam Sadat Alehashem, *a Azhar Ariffin,*a Amjad Ayad Qatran Al-Khdhairawib and Noel F. Thomas*a Received 17th November 2017 The FeCl oxidative cascade reaction of the acetamido stilbene 1 which we reported some years ago Accepted 25th December 2017 3 produced the first atropodiastereomeric indolostilbene hybrid 3. By contrast, recent investigation of the DOI: 10.1039/c7ra12534h oxidation of the stilbene succinamide dimer 72 (FeCl3/CH2Cl2) appears, on the basis of spectroscopic rsc.li/rsc-advances evidence, to have produced the bridged macrocyclic indoline 73. 1. Introduction Some years earlier in a fascinating exploration of the radical- mediated transannular/Diels Alder reaction, Jones8 reported Creative Commons Attribution 3.0 Unported Licence. Some years ago we discovered that the 3,5-dimethoxy that treatment of 7 with tributyltin hydride/AIBN gave rise to the substituted acetamido stilbene, 1 when exposed to FeCl3 in tricycle 11 via 13-endo dig and Diels Alder reactions (Scheme 3). CH2Cl2 proceeded in a mechanistically complex reaction to By contrast, when Pattenden et al. treated the iodopropyl yield four products,1 one of which was, unprecedented. furan derivative 12 with tributyltin hydride, the intermediate This atropodiastereoselective transformation gave rise to formed by 12-endo dig ring closure underwent furan cleavage 14 a product 3 incorporating a stilbene, an indole, a chlor- followed by 5-exo trig ring closure 15 to yield the tetracyclic odimethoxyphenyl substituent, two stereogenic axes and an ketone 16, Scheme 4. -

A Sheffield Hallam University Thesis
Nylon-6,6 oligomers : Synthesis, characterization and relevance to the polymer. JOHNSON, Paul D. Available from the Sheffield Hallam University Research Archive (SHURA) at: http://shura.shu.ac.uk/19878/ A Sheffield Hallam University thesis This thesis is protected by copyright which belongs to the author. The content must not be changed in any way or sold commercially in any format or medium without the formal permission of the author. When referring to this work, full bibliographic details including the author, title, awarding institution and date of the thesis must be given. Please visit http://shura.shu.ac.uk/19878/ and http://shura.shu.ac.uk/information.html for further details about copyright and re-use permissions. I Y p o j ^ © t ie l d h a h am u n iv e r s it y library CITY CAMPUS POND STREET SHFFriPLD S1 1WB __ Fines are charged at 50p per hour _ 4 OCT 2007 ^ k > Sheffield Hallam University REFERENCE ONLY ProQuest Number: 10697184 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent upon the quality of the copy submitted. In the unlikely event that the author did not send a com plete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. uest ProQuest 10697184 Published by ProQuest LLC(2017). Copyright of the Dissertation is held by the Author. All rights reserved. This work is protected against unauthorized copying under Title 17, United States C ode Microform Edition © ProQuest LLC. -

Natural and Synthetic Polymers: the Preparation of Nylon 3
Natural and Synthetic Polymers: The Preparation of Nylon 3 OBJECTIVES 1. To learn some distinctions between natural and synthetic polymers. 2. To examine the monomers of two common fibers. 3. To become familiar with some of the physical and chemical properties of two common polymers. 4. To prepare the important polymer nylon. PRELABORATORY QUESTIONS 1. Explain why the nylons are called polyamides. 2. Draw the structures of adipic acid and its acid chloride. 3. Write equations for the reactions of benzoic acid and of benzoyl chloride, the acid chloride of benzoic acid, with n-propylamine to give an amide. Name the amide. In today's experiment, why will you synthesize nylon from an acid chloride rather than from a carboxylic acid? 4. Draw the structure of cellulose. Identify the acetal bonds, and circle monomer units. 5. On what basis is cellulose classified as a condensation polymer? 6. Write an equation for the hydrolysis of the following acetal in acidic solution. 7. A segment of a polymer molecule is shown below. Draw the structure of the monomer from which the polymer was synthesized. Is this an addition or a condensation polymer? DISCUSSION Nylon and cellulose are common polymers which make numerous contributions to our everyday lives. Nylon is a synthetic polymer. Cellulose occurs abundantly in nature as the main structural material of most plant tissues. Cotton is nearly pure cellulose. Both nylon and cotton are used in fabrics for clothing. Solid items such as gears, combs, and knobs are molded from nylon. Cellulose is converted into cellulose acetates, rayon, and other important fibers and films. -
Www .Alfa.Com
Bio 2013-14 Alfa Aesar North America Alfa Aesar Korea Uni-Onward (International Sales Headquarters) 101-3701, Lotte Castle President 3F-2 93 Wenhau 1st Rd, Sec 1, 26 Parkridge Road O-Dong Linkou Shiang 244, Taipei County Ward Hill, MA 01835 USA 467, Gongduk-Dong, Mapo-Gu Taiwan Tel: 1-800-343-0660 or 1-978-521-6300 Seoul, 121-805, Korea Tel: 886-2-2600-0611 Fax: 1-978-521-6350 Tel: +82-2-3140-6000 Fax: 886-2-2600-0654 Email: [email protected] Fax: +82-2-3140-6002 Email: [email protected] Email: [email protected] Alfa Aesar United Kingdom Echo Chemical Co. Ltd Shore Road Alfa Aesar India 16, Gongyeh Rd, Lu-Chu Li Port of Heysham Industrial Park (Johnson Matthey Chemicals India Toufen, 351, Miaoli Heysham LA3 2XY Pvt. Ltd.) Taiwan England Kandlakoya Village Tel: 866-37-629988 Bio Chemicals for Life Tel: 0800-801812 or +44 (0)1524 850506 Medchal Mandal Email: [email protected] www.alfa.com Fax: +44 (0)1524 850608 R R District Email: [email protected] Hyderabad - 501401 Andhra Pradesh, India Including: Alfa Aesar Germany Tel: +91 40 6730 1234 Postbox 11 07 65 Fax: +91 40 6730 1230 Amino Acids and Derivatives 76057 Karlsruhe Email: [email protected] Buffers Germany Tel: 800 4566 4566 or Distributed By: Click Chemistry Reagents +49 (0)721 84007 280 Electrophoresis Reagents Fax: +49 (0)721 84007 300 Hydrus Chemical Inc. Email: [email protected] Uchikanda 3-Chome, Chiyoda-Ku Signal Transduction Reagents Tokyo 101-0047 Western Blot and ELISA Reagents Alfa Aesar France Japan 2 allée d’Oslo Tel: 03(3258)5031 ...and much more 67300 Schiltigheim Fax: 03(3258)6535 France Email: [email protected] Tel: 0800 03 51 47 or +33 (0)3 8862 2690 Fax: 0800 10 20 67 or OOO “REAKOR” +33 (0)3 8862 6864 Nagorny Proezd, 7 Email: [email protected] 117 105 Moscow Russia Alfa Aesar China Tel: +7 495 640 3427 Room 1509 Fax: +7 495 640 3427 ext 6 CBD International Building Email: [email protected] No. -

Preparation of Nylon 6,6 by Interfacial Polymerization João P
Supplementary information for Comprehensive Organic Chemistry Experiments for the Laboratory Classroom © The Royal Society of Chemistry 2017 Preparation of nylon 6,6 by interfacial polymerization João P. Teloa Supplementary Material This experiment was performed for high-school students visiting our lab and by under- graduate students of chemistry and polymer sciences. This has been described in many sources using different solvents for the acid chloride, but most of the alternatives are well described in the original paper.1 Dichloromethane can be replaced by several chlorinated solvents, 1,1,1- trichloroethane being the less toxic. Alternatively, hexane, petroleum ether or the less toxic cyclohexane can be used as a solvent, but in this case the organic solution must be placed over the aqueous solution, since these solvents are less dense than water. A web search of "nylon rope trick" provides useful information and several pictures (below, one taken in our lab).2,3 Picture SM 16.1.1 Pulling the nylon rope Hints to the questions: … Proteins are natural polyamides. Polyamides are very strong polymers due to N-H O=C hydrogen-bonds between the polymer chains. 1 P. W. Morgan, S. L. Kwolek, J. Chem. Ed., 1959, 36, 182. 2 http://www.rsc.org/learn-chemistry/resource/res00000755/making-nylon-the-nylon-rope-trick?cmpid=CMP00000834 3 https://www.chem.umn.edu/services/lecturedemo/info/Nylon_Rope_Trick.html Supplementary information for Comprehensive Organic Chemistry Experiments for the Laboratory Classroom © The Royal Society of Chemistry 2017 Synthesis of Copolymer from Acrylamide (AA), 2-acrylamido-2-methyl-propane-sulfonic acid (AMPS) and N,N-methyleno-bis-acrylamide (BA) Supplementary Material This experiment proposal was developed by the author in his research work and adapted to be carried out by both high-school and university students due to its simple and fast procedure. -

Making Nylon
MAKING NYLON THE HISTORY OF NYLON In 1924, shortly after completing his doctorate at the University of Illinois, Wallace Hume Carothers (1896-1937) was recruited by the DuPont Company to investigate the chemistry of an acetylene polymer that the company hoped would lead to the development of a synthetic rubber. In 1930 one of Carother’s assistants, Arnold M Collins, isolated a new liquid compound known as chloroprene. This polymer spontaneously polymerized to produce a rubber-like solid, chemically similar to natural rubber. This product, later known as Neoprene, became the first commercially successful specialty rubber. Shortly after this discovery, Carother’s group went on to create a strong, elastic synthetic fiber while attempting to produce super-polymers of high molecular weight by reacting glycols and dibasic acids with strong acids under reduced pressure in a molecular still. The polymers resulting from this work were known as polyesters. Since they had very low melting points and high solubility in dry cleaning solvents they were not commercially viable. After many attempts to work around the problems surrounding polyesters, this team of scientists from DuPont went on to use amines rather than glycols to produce polyamides rather than polyesters. Polyamides are synthetic proteins which prove to be much more stable than polyesters since polyesters are structurally similar to natural fats and oils. This group went on to later discover an amazing polyamide fiber, a material with a structure similar to silk, called nylon 6-6 in 1931. DuPont decided to commercialize nylon by creating stockings in 1939. Other applications of nylon followed in the years to come, particularly during World War II when nylon was used to make parachutes and other items needed by the military. -
![Poly(Hexamethylene Adipamide) by Melt Polymerization [Nylon 6,6]](https://docslib.b-cdn.net/cover/5077/poly-hexamethylene-adipamide-by-melt-polymerization-nylon-6-6-7085077.webp)
Poly(Hexamethylene Adipamide) by Melt Polymerization [Nylon 6,6]
Poly(hexamethylene adipamide) by Melt Polymerization [Nylon 6,6] Submitted by: P. E. Beck and E. E. Magat 1 Checked by: S. K. Das 2 1. Procedure A. Hexamethylenediamine-Adipic Acid Salt In a 500 ml Erlenmeyer flask adipic acid (29.2 g, 0.2 mol; Note 1) is dissolved in 250 ml of warm ethanol, and the solution is cooled to room temperature. A solution of hexamethylenediamine (23.43 g, 0.202 mol; Notes 1 and 2) in 50 ml of ethanol is added to the adipic acid solution with gentle stirring (Note 3). Immediate precipitation of the salt takes place. The pH of the salt is adjusted to 7.6 (Note 4). The solvent is evaporated, and the salt is air-dried to constant weight. A quantitative yield of white, crystalline salt is obtained, mp 198-200oC. The pH of the dry salt (1% solution in water) is 7.6 (Note 4). B. Poly(hexamethylenedipamide) A glass polymer tube (Note 5) is charged with 32.0 g of hexamethylenediamine-adipic acid salt (Note 6). A constriction is made in the upper half of the neck of the tube with a glass-blowing torch. The tube is connected to a three-way stopcock; the other two inlets are connected to a vacuum pump and a source of low pressure nitrogen (about 1 atm), respectively. The polymer tube is placed on a 30o incline to the horizontal and purged of air by alternately evacuating and filling the tube with nitrogen (4-5 cycles). The tube is then sealed at the constriction with a torch while under vacuum (Note 7). -

United States Patent (19) 11) Patent Number: 5,214,147 Kazmierczak Et Al
USOOS214147A United States Patent (19) 11) Patent Number: 5,214,147 Kazmierczak et al. 45) Date of Patent: May 25, 1993 54 PROCESS FOR PREPARING REACTIVE 4,993,392 3/1991 Cantatore et al. .................. 54.6/190 HINDERED AMNE LIGHT STABILIZERS 5,017,721 5/1991 Messina et al. ..................... S46/244 75 Inventors: Robert T. Kazmierczak; Ronald E. FOREIGN PATENT DOCUMENTS MacLeay, both of Williamsville, 226700 5/1986 Czechoslovakia . N.Y. 22997 1/1981 European Pat. Off. 0022997 1/1981 European Pat. Off. (73) Assignee: Elf Atochem North America, Inc., 54-95649 7/1979 Japan. Philadelphia, Pa. 54-103461 8/1979 Japan. (21) Appl. No.: 805,719 2197318 5/1988 United Kingdom ................ 54.6/190 (22 Filed: Dec. 6, 1991 OTHER PUBLICATIONS Gala et al. Can. Jour. Chem. vol. 60, pp. 710-715 (1982). Related U.S. Application Data "Anionic Polymerization to Cationic Polymerization,' 60 Division of Ser. No. 619,287, Nov. 27, 1990, Pat, No. Encyclopedia of Polymer Science and Engineering, vol. 2, 5,101,033, which is a division of Ser. No. 310,408, Feb. pp. 83, 84 (John Wiley & Sons). 13, 1989, Pat. No. 4,983,738, which is a continuation-in Wilson B. Lutz et al., "New Derivatives of 2,26,6-Tet part of Ser. No. 84,602, Aug. 12, 1987, abandoned. ramethylpiperidine,' pp. 1695-1703 (May 1962). 51) Int. C. ............................................ CO7D 211/30 Primary Examiner-Donald G. Daus 52) U.S.C. .................................... 54.6/190; 546/224; Attorney, Agent, or Firm-Panitch Schwarze Jacobs & 546/244 Nadel 58) Field of Search ................ 54.6/190, 191, 224, 244 (57) ABSTRACT (56) References Cited N-(2,26,6-tetraalkyl-4-piperidinyl)amide-hydrazides of U.S. -

Synthesis of Exfoliated PA66 Nanocomposites Via Interfacial Polycondensation: Effect of Layered Silicate and Silica Nanoparticles
Bull. Mater. Sci., Vol. 39, No. 4, August 2016, pp. 935–941. c Indian Academy of Sciences. DOI 10.1007/s12034-016-1228-5 Synthesis of exfoliated PA66 nanocomposites via interfacial polycondensation: effect of layered silicate and silica nanoparticles HOSSIEN GHARABAGHI, MEHDI RAFIZADEH∗ and FARAMARZ AFSHAR TAROMI Department of Polymer Engineering and Color Technology, Amirkabir University of Technology, P.O. Box 15875-4413, Tehran 15875, Iran MS received 15 September 2015; accepted 8 February 2016 Abstract. Nanocomposites of polyamide 66 (PA66) with layered silicate and silica (SiO2) nanoparticles were prepared via in situ interfacial polycondensation method. Hexamethylenediamine (HDMA) and adipoyl chloride (AdCl) were reacted in a two-phase media. Montmorillonite (NaMMT) and silica nanoparticles were added to reacting media. Preparation of PA66 and its nanocomposites were studied using Fourier transform infrared spec- troscopy. Dispersion of nanoparticles was studied using X-ray diffraction and transmission electron microscopy. The results show that two structures were achieved using two kinds of nanoparticles. Silica nanoparticles were partially exfoliated, while NaMMT nanoparticles were hybrid intercalated–exfoliated in nanocomposite samples. Thermal properties of samples were investigated by differential scanning calorimetry. The results suggest that crystallinity is heterogeneous in the presence of nanoparticles. Kinetic of crystallization was studied by means of Avrami equa- tion, based on the kinetic parameters, spherulites are produced. Results were reported for nanocomposites contain- ing 2 and 4% of nanoparticles. Avrami equation parameter, n, shows that spherulite crystallization occured in the samples. Addition of nanoparticles decreases n first, then n increases with nanoparticle content. Keywords. Polyamide 66; nanocomposite; interfacial polymerization; nanoparticle; crystallization. 1. -

Synthesis, Properties, and Biodegradation of Sequential Poly(Ester Amide)S Containing Γ-Aminobutyric Acid
International Journal of Molecular Sciences Article Synthesis, Properties, and Biodegradation of Sequential Poly(Ester Amide)s Containing γ-Aminobutyric Acid Yuushou Nakayama 1,* , Kazumasa Watanabe 1, Ryo Tanaka 1 , Takeshi Shiono 1 , Norioki Kawasaki 2, Naoko Yamano 2 and Atsuyoshi Nakayama 2 1 Department of Applied Chemistry, Graduate School of Engineering, Hiroshima University, 1-4-1 Kagamiyama, Higashi-Hiroshima, Hiroshima 739-8527, Japan; [email protected] (K.W.); [email protected] (R.T.); [email protected] (T.S.) 2 Biomedical Research Institute, National Institute of Advanced Industrial Science and Technology (AIST), 1-8-31 Midorigaoka, Ikeda, Osaka 563-8577, Japan; [email protected] (N.K.); [email protected] (N.Y.); [email protected] (A.N.) * Correspondence: [email protected]; Tel.: +81-82-424-7746 Received: 30 April 2020; Accepted: 20 May 2020; Published: 23 May 2020 Abstract: Poly(ester amide)s are attracting attention because they potentially have excellent thermal and mechanical properties as well as biodegradability. In this study, we synthesized a series of novel poly(ester amide)s by introducing γ-aminobutyric acid (GABA) regularly into polyesters, and investigated their properties and biodegradabilities. GABA is the monomer unit of biodegradable polyamide 4 (PA4). The new poly(ester amide)s were synthesized from the reaction of ammonium tosylate derivatives of alkylene bis(γ-aminobutylate) and p-nitrophenyl esters of dicarboxylic acids. All the obtained polymers showed relatively high melting temperatures (Tm). Their thermal decomposition temperatures were improved in comparison with that of PA4 and higher enough than their Tm.