Silver Plating of Copper Or Copper Alloys
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

Repoussé Work for Amateurs
rf Bi oN? ^ ^ iTION av op OCT i 3 f943 2 MAY 8 1933 DEC 3 1938 MAY 6 id i 28 dec j o m? Digitized by the Internet Archive in 2011 with funding from Boston Public Library http://www.archive.org/details/repoussworkforamOOhasl GROUP OF LEAVES. Repousse Work for Amateurs. : REPOUSSE WORK FOR AMATEURS: BEING THE ART OF ORNAMENTING THIN METAL WITH RAISED FIGURES. tfjLd*- 6 By L. L. HASLOPE. ILLUSTRATED. LONDON L. UPCOTT GILL, 170, STRAND, W.C, 1887. PRINTED BY A. BRADLEY, 170, STRAND, LONDON. 3W PREFACE. " JjJjtfN these days, when of making books there is no end," ^*^ and every description of work, whether professional or amateur, has a literature of its own, it is strange that scarcely anything should have been written on the fascinating arts of Chasing and Repousse Work. It is true that a few articles have appeared in various periodicals on the subject, but with scarcely an exception they treated only of Working on Wood, and the directions given were generally crude and imperfect. This is the more surprising when we consider how fashionable Repousse Work has become of late years, both here and in America; indeed, in the latter country, "Do you pound brass ? " is said to be a very common question. I have written the following pages in the hope that they might, in some measure, supply a want, and prove of service to my brother amateurs. It has been hinted to me that some of my chapters are rather "advanced;" in other words, that I have gone farther than amateurs are likely to follow me. -

Silver Cas # 7440-22-4
SILVER CAS # 7440-22-4 Agency for Toxic Substances and Disease Registry ToxFAQs July 1999 This fact sheet answers the most frequently asked health questions (FAQs) about silver. For more information, call the ATSDR Information Center at 1-888-422-8737. This fact sheet is one in a series of summaries about hazardous substances and their health effects. It’s important you understand this information because this substance may harm you. The effects of exposure to any hazardous substance depend on the dose, the duration, how you are exposed, personal traits and habits, and whether other chemicals are present. HIGHLIGHTS: Silver is an element found naturally in the environment. At very high levels, it may cause argyria, a blue-gray discoloration of the skin and other organs. This chemical has been found in at least 27 of the 1,177 National Priorities List sites identified by the Environmental Protection Agency (EPA). What is silver? o It may be released into water from photographic process ing. (Pronounced s≥l vír) o Rain may wash silver out of soil into the groundwater. Silver is a naturally occurring element. It is found in the o Silver does not appear to concentrate to a significant environment combined with other elements such as sulfide, extent in aquatic animals. chloride, and nitrate. Pure silver is “silver” colored, but silver nitrate and silver chloride are powdery white and silver sul fide and silver oxide are dark-gray to black. Silver is often How might I be exposed to silver? found as a by-product during the retrieval of copper, lead, o Breathing low levels in air. -

Electroless Copper Plating a Review: Part I
Electroless Copper Plating A Review: Part I By Cheryl A. Deckert Electroless, or autocatalytic, metal plating is a non- necessary components of an electro- electrolytic method of deposition from solution. The less plating solution are the metal salt minimum necessary components of an electroless and a reducing agent. The source of plating solution are a metal salt and an appropriate copper is a simple cupric salt, such as reducing agent. An additional requirement is that the copper sulfate, chloride or nitrate. solution, although thermodynamically unstable, is Various common reducing agents stable in practice until a suitable catalyzed surface is have been suggested7 for use in elec- introduced. Plating is then initiated upon the catalyzed troless copper baths, namely formal- surface, and the plating reaction is sustained by the dehyde, dimethylamine borane, boro- catalytic nature of the plated metal surface itself. This hydride, hypophosphite,8 hydrazine, definition of electroless plating eliminates both those sugars (sucrose, glucose, etc.), and solutions that spontaneously plate on all surfaces dithionite. In practice, however, vir- (“homogeneous chemical reduction”), such as silver tually all commercial electroless cop- mirroring solutions; also “immersion” plating solu- per solutions have utilized formalde- tions, which deposit by displacement a very thin film of hyde as reducing agent. This is a a relatively noble metal onto the surface of a sacrificial, result of the combination of cost, less noble metal. effectiveness, and ease -

Metals and Metal Products Tariff Schedules of the United States
251 SCHEDULE 6. - METALS AND METAL PRODUCTS TARIFF SCHEDULES OF THE UNITED STATES SCHEDULE 6. - METALS AND METAL PRODUCTS 252 Part 1 - Metal-Bearing Ores and Other Metal-Bearing Schedule 6 headnotes: Materials 1, This schedule does not cover — Part 2 Metals, Their Alloys, and Their Basic Shapes and Forms (II chemical elements (except thorium and uranium) and isotopes which are usefully radioactive (see A. Precious Metals part I3B of schedule 4); B. Iron or Steel (II) the alkali metals. I.e., cesium, lithium, potas C. Copper sium, rubidium, and sodium (see part 2A of sched D. Aluminum ule 4); or E. Nickel (lii) certain articles and parts thereof, of metal, F. Tin provided for in schedule 7 and elsewhere. G. Lead 2. For the purposes of the tariff schedules, unless the H. Zinc context requires otherwise — J. Beryllium, Columbium, Germanium, Hafnium, (a) the term "precious metal" embraces gold, silver, Indium, Magnesium, Molybdenum, Rhenium, platinum and other metals of the platinum group (iridium, Tantalum, Titanium, Tungsten, Uranium, osmium, palladium, rhodium, and ruthenium), and precious- and Zirconium metaI a Iloys; K, Other Base Metals (b) the term "base metal" embraces aluminum, antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, calcium, chromium, cobalt, columbium, copper, gallium, germanium, Part 3 Metal Products hafnium, indium, iron, lead, magnesium, manganese, mercury, A. Metallic Containers molybdenum, nickel, rhenium, the rare-earth metals (Including B. Wire Cordage; Wire Screen, Netting and scandium and yttrium), selenium, silicon, strontium, tantalum, Fencing; Bale Ties tellurium, thallium, thorium, tin, titanium, tungsten, urani C. Metal Leaf and FoU; Metallics um, vanadium, zinc, and zirconium, and base-metal alloys; D, Nails, Screws, Bolts, and Other Fasteners; (c) the term "meta I" embraces precious metals, base Locks, Builders' Hardware; Furniture, metals, and their alloys; and Luggage, and Saddlery Hardware (d) in determining which of two or more equally specific provisions for articles "of iron or steel", "of copper", E. -
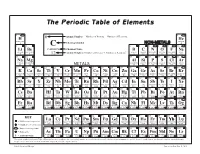
The Periodic Table of Elements
The Periodic Table of Elements 1 2 6 Atomic Number = Number of Protons = Number of Electrons HYDROGENH HELIUMHe 1 Chemical Symbol NON-METALS 4 3 4 C 5 6 7 8 9 10 Li Be CARBON Chemical Name B C N O F Ne LITHIUM BERYLLIUM = Number of Protons + Number of Neutrons* BORON CARBON NITROGEN OXYGEN FLUORINE NEON 7 9 12 Atomic Weight 11 12 14 16 19 20 11 12 13 14 15 16 17 18 SODIUMNa MAGNESIUMMg ALUMINUMAl SILICONSi PHOSPHORUSP SULFURS CHLORINECl ARGONAr 23 24 METALS 27 28 31 32 35 40 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 POTASSIUMK CALCIUMCa SCANDIUMSc TITANIUMTi VANADIUMV CHROMIUMCr MANGANESEMn FeIRON COBALTCo NICKELNi CuCOPPER ZnZINC GALLIUMGa GERMANIUMGe ARSENICAs SELENIUMSe BROMINEBr KRYPTONKr 39 40 45 48 51 52 55 56 59 59 64 65 70 73 75 79 80 84 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 RUBIDIUMRb STRONTIUMSr YTTRIUMY ZIRCONIUMZr NIOBIUMNb MOLYBDENUMMo TECHNETIUMTc RUTHENIUMRu RHODIUMRh PALLADIUMPd AgSILVER CADMIUMCd INDIUMIn SnTIN ANTIMONYSb TELLURIUMTe IODINEI XeXENON 85 88 89 91 93 96 98 101 103 106 108 112 115 119 122 128 127 131 55 56 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 CESIUMCs BARIUMBa HAFNIUMHf TANTALUMTa TUNGSTENW RHENIUMRe OSMIUMOs IRIDIUMIr PLATINUMPt AuGOLD MERCURYHg THALLIUMTl PbLEAD BISMUTHBi POLONIUMPo ASTATINEAt RnRADON 133 137 178 181 184 186 190 192 195 197 201 204 207 209 209 210 222 87 88 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 FRANCIUMFr RADIUMRa RUTHERFORDIUMRf DUBNIUMDb SEABORGIUMSg BOHRIUMBh HASSIUMHs MEITNERIUMMt DARMSTADTIUMDs ROENTGENIUMRg COPERNICIUMCn NIHONIUMNh -

Llfltfits Paul Stanek, MST-6
COAJF- 9 50cDo/-~^0 LA-UR- 9 5-1666 Title: AGE HARDENING IN RAPIDLY SOLIDIFIED AND HOT ISOSTATICALLY PRESSED BERYLLIUM-ALUM1UM SILVER ALLOYS HVAUli Author(s): David H. Carter, MST-6 Andrew McGeorge, MST-6 Loren A. Jacobson, MST-6 llfltfits Paul Stanek, MST-6 IflllS,Ic 8-o° ,S8 si Proceedings of TMS Annual Meeting, Las Vegas, jJffilJSif—- Nevada, February 1995 as-IVUiS' i in Los Alamos NATIONAL LABORATORY Los Alamos National Laboratory, an affirmative action/equal opportunity employer, is operated by the University of California for the U.S. Department of Energy under contract W-7405-ENG-36. By acceptance of this article, the publisher recognizes that the U.S. Government retains a nonexclusive, royalty-free license to publish or reproduce the published form of this contribution, or to allow others to do so, for U.S. Government purposes. The Los Alamos National Laboratory requests that the publisher identify this article as work performed under the auspices of the U.S. Department of Energy* FotmNo.B36R5 MCTOIQimnM f\c mie hAMMr&T 10 i mi in ST26291M1 DISCLAIMER Portions of this document may be illegible in electronic image products. Images are produced from the best available original document. Age Hardening in Rapidly Solidified and Hot Isostatically Pressed Beryllium-Aluminum-Silver Alloys David H. Carter, Andrew C. McGeorge,* Loren A. Jacobson, and Paul W. Stanek Los Alamos National Laboratory, Los Alamos NM 87545 Abstract Three different alloys of beryllium, aluminum and silver were processed to powder by centrifugal atomization in a helium atmosphere. Alloy com• positions were, by weight, 50% Be, 47.5% Al, 2.5% Ag, 50% Be, 47% Al, 3% Ag, and 50% Be, 46% Al, 4% Ag. -

Antibacterial Property and Biocompatibility of Silver, Copper, and Zinc in Titanium Dioxide Layers Incorporated by One-Step Micro-Arc Oxidation: a Review
antibiotics Review Antibacterial Property and Biocompatibility of Silver, Copper, and Zinc in Titanium Dioxide Layers Incorporated by One-Step Micro-Arc Oxidation: A Review Masaya Shimabukuro Department of Biomaterials, Faculty of Dental Science, Kyushu University, 3-1-1 Maidashi, Higashi-ku, Fukuoka 812-8582, Japan; [email protected]; Tel.: +81-92-642-6346 Received: 3 October 2020; Accepted: 19 October 2020; Published: 20 October 2020 Abstract: Titanium (Ti) and its alloys are commonly used in medical devices. However, biomaterial-associated infections such as peri-implantitis and prosthetic joint infections are devastating and threatening complications for patients, dentists, and orthopedists and are easily developed on titanium surfaces. Therefore, this review focuses on the formation of biofilms on implant surfaces, which is the main cause of infections, and one-step micro-arc oxidation (MAO) as a coating technology that can be expected to prevent infections due to the implant. Many researchers have provided sufficient data to prove the efficacy of MAO for preventing the initial stages of biofilm formation on implant surfaces. Silver (Ag), copper (Cu), and zinc (Zn) are well used and are incorporated into the Ti surface by MAO. In this review, the antibacterial properties, cytotoxicity, and durability of these elements on the Ti surface incorporated by one-step MAO will be summarized. This review is aimed at enhancing the importance of the quantitative control of Ag, Cu, and Zn for their use in implant surfaces and the significance of the biodegradation behavior of these elements for the development of antibacterial properties. Keywords: titanium; biofilm; infection; micro-arc oxidation; silver; copper; zinc; antibacterial properties; coating; implant 1. -

Rhodium Products
Rhodium products Rhodium is one of the of six elements in the platinum group, which consists of platinum, palladium, rhodium, osmium, iridium and ruthenium. Often found with deposits of platinum and commonly obtained from the mining and refining of platinum, it is considered to be the rarest and most valuable precious metal, more valuable than gold or silver. Rhodium is a silver-white metallic element with high melting and boiling points. It is highly reflective and resistant to corrosion and oxidation, which is why it is also classified as a noble metal. It was discovered in 1803 by English chemist William Hyde Wollaston shortly after his discovery of palladium. Wollaston extracted rhodium from a piece of platinum ore that he had obtained from South America. Rhodium was named for the rose-red color of its salts, after the Greek word “rhodon” which means rose. Rarely used by itself, rhodium metal is almost always used as an alloy. We offer a broad, diverse catalog of rhodium products which are also available in bulk quantities and pack sizes that can be customized to your requirements. Application highlights: The Alfa Aesar™ portfolio of rhodium products can be used in a wide range of applications, from chemistry research to manufacturing and industry, from emission control and electrical applications to jewelry. Rhodium in chemistry Rhodium is used in research and industrial laboratories primarily as a catalyst. It is preferable to the other platinum group catalysts in the reduction of nitrogen oxides to nitrogen and oxygen. Rhodium is also used to catalyze the reduction of benzene to cyclohexane as well as the addition of hydrosilanes to double bonds, an important step in the manufacture of certain silicone rubbers. -

Of the Periodic Table
of the Periodic Table teacher notes Give your students a visual introduction to the families of the periodic table! This product includes eight mini- posters, one for each of the element families on the main group of the periodic table: Alkali Metals, Alkaline Earth Metals, Boron/Aluminum Group (Icosagens), Carbon Group (Crystallogens), Nitrogen Group (Pnictogens), Oxygen Group (Chalcogens), Halogens, and Noble Gases. The mini-posters give overview information about the family as well as a visual of where on the periodic table the family is located and a diagram of an atom of that family highlighting the number of valence electrons. Also included is the student packet, which is broken into the eight families and asks for specific information that students will find on the mini-posters. The students are also directed to color each family with a specific color on the blank graphic organizer at the end of their packet and they go to the fantastic interactive table at www.periodictable.com to learn even more about the elements in each family. Furthermore, there is a section for students to conduct their own research on the element of hydrogen, which does not belong to a family. When I use this activity, I print two of each mini-poster in color (pages 8 through 15 of this file), laminate them, and lay them on a big table. I have students work in partners to read about each family, one at a time, and complete that section of the student packet (pages 16 through 21 of this file). When they finish, they bring the mini-poster back to the table for another group to use. -

Beryllium Compounds (A) BERYLLIUM COMPOUNDS
Beryllium Compounds (A) BERYLLIUM COMPOUNDS 107-02-8 Hazard Summary Inhalation exposure to beryllium primarily occurs in the workplaces where it is mined, processed, or converted into alloys and chemicals, or from the burning of coal or fuel oil and in tobacco smoke. Acute (short-term) inhalation exposure to high levels of beryllium has been observed to cause inflammation of the lungs or acute pneumonitis (reddening and swelling of the lungs) in humans; after exposure ends, these symptoms may be reversible. Chronic (long-term) inhalation exposure of humans to beryllium has been reported to cause chronic beryllium disease (berylliosis), in which granulomatous lesions (noncancerous) develop in the lung. Human epidemiology studies are limited, but suggest a causal relationship between beryllium exposure and an increased risk of lung cancer. Inhalation exposure to beryllium has been demonstrated to cause lung cancer in rats and monkeys. EPA has classified beryllium as a Group B1, probable human carcinogen. Please Note: The main sources of information for this fact sheet are EPA's Integrated Risk Information System (IRIS) (3), which contains information on oral chronic toxicity and the RfD and inhalation chronic toxicity and the RfC, and the carcinogenic effects of beryllium including the unit cancer risk for inhalation exposure, EPA's Toxicological Review of Beryllium and Compounds (2), and the Agency for Toxic Substances and Disease Registry's (ATSDR's) Toxicological Profile for Beryllium. (1) Uses Pure beryllium and its metal alloys have applications in electrical components, tools, structural components for aircraft, missiles, and satellites, and other metal-fabricating uses. (1) Beryllium is also used in consumer products, such as televisions, calculators, and personal computers. -

THE USE of MIXED MEDIA in the PRODUCTION of METAL ART by Mensah, Emmanuel (B.A. Industrial Art, Metals)
THE USE OF MIXED MEDIA IN THE PRODUCTION OF METAL ART By Mensah, Emmanuel (B.A. Industrial Art, Metals) A Thesis submitted to the School of Graduate Studies, Kwame Nkrumah University of Science and Technology In partial fulfillment of the requirements for the degree of MASTER OF ARTS (ART EDUCATION) Faculty of Art, College of Art and Social Sciences March 2011 © 2011, Department of General Art Studies DECLARATION I hereby declare that this submission is my own work toward the M.A Art Education degree and that, to the best of my knowledge, it contains no materials previously published by another person or material which has been accepted for the award of any other degree of the university, except where due acknowledgement has been made in the text. ……………………………….. ……………………………….. ………………………….. Student’s name & ID Signature Date Certified by ……………………………….. ……………………………….. ………………………….. Supervisor’s Name Signature Date Certified by ……………………………….. ……………………………….. ………………………….. Head of Department’s Name Signature Date ii ABSTRACT The focus of this study was to explore and incorporate various artistic and non artistic media into the production of metal art. The researcher was particularly interested in integrating more non metallic materials that are not traditional to the production of metal art in the decoration, finishing and the protective coating of metal art works. Basic hand forming techniques including raising, chasing and repoussé, piercing and soldering were employed in the execution of the works. Other techniques such as painting, dyeing and macramé were also used. Non metallic media that were used in the production of the works included leather, nail polish, acrylic paint, epoxy, formica glue, graphite, eye pencil, lagging, foam, wood, shoe polish, shoe lace, eggshell paper, spray paint, cotton cords and correction fluid.