Development of the Machine Shop Instruction and the Stirling Engine Project for 2.670: ME Tools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Converting an Internal Combustion Engine Vehicle to an Electric Vehicle
AC 2011-1048: CONVERTING AN INTERNAL COMBUSTION ENGINE VEHICLE TO AN ELECTRIC VEHICLE Ali Eydgahi, Eastern Michigan University Dr. Eydgahi is an Associate Dean of the College of Technology, Coordinator of PhD in Technology program, and Professor of Engineering Technology at the Eastern Michigan University. Since 1986 and prior to joining Eastern Michigan University, he has been with the State University of New York, Oak- land University, Wayne County Community College, Wayne State University, and University of Maryland Eastern Shore. Dr. Eydgahi has received a number of awards including the Dow outstanding Young Fac- ulty Award from American Society for Engineering Education in 1990, the Silver Medal for outstanding contribution from International Conference on Automation in 1995, UNESCO Short-term Fellowship in 1996, and three faculty merit awards from the State University of New York. He is a senior member of IEEE and SME, and a member of ASEE. He is currently serving as Secretary/Treasurer of the ECE Division of ASEE and has served as a regional and chapter chairman of ASEE, SME, and IEEE, as an ASEE Campus Representative, as a Faculty Advisor for National Society of Black Engineers Chapter, as a Counselor for IEEE Student Branch, and as a session chair and a member of scientific and international committees for many international conferences. Dr. Eydgahi has been an active reviewer for a number of IEEE and ASEE and other reputedly international journals and conferences. He has published more than hundred papers in refereed international and national journals and conference proceedings such as ASEE and IEEE. Mr. Edward Lee Long IV, University of Maryland, Eastern Shore Edward Lee Long IV graduated from he University of Maryland Eastern Shore in 2010, with a Bachelors of Science in Engineering. -
Physics 170 - Thermodynamic Lecture 40
Physics 170 - Thermodynamic Lecture 40 ! The second law of thermodynamic 1 The Second Law of Thermodynamics and Entropy There are several diferent forms of the second law of thermodynamics: ! 1. In a thermal cycle, heat energy cannot be completely transformed into mechanical work. ! 2. It is impossible to construct an operational perpetual-motion machine. ! 3. It’s impossible for any process to have as its sole result the transfer of heat from a cooler to a hotter body ! 4. Heat flows naturally from a hot object to a cold object; heat will not flow spontaneously from a cold object to a hot object. ! ! Heat Engines and Thermal Pumps A heat engine converts heat energy into work. According to the second law of thermodynamics, however, it cannot convert *all* of the heat energy supplied to it into work. Basic heat engine: hot reservoir, cold reservoir, and a machine to convert heat energy into work. Heat Engines and Thermal Pumps 4 Heat Engines and Thermal Pumps This is a simplified diagram of a heat engine, along with its thermal cycle. Heat Engines and Thermal Pumps An important quantity characterizing a heat engine is the net work it does when going through an entire cycle. Heat Engines and Thermal Pumps Heat Engines and Thermal Pumps Thermal efciency of a heat engine: ! ! ! ! ! ! From the first law, it follows: Heat Engines and Thermal Pumps Yet another restatement of the second law of thermodynamics: No cyclic heat engine can convert its heat input completely to work. Heat Engines and Thermal Pumps A thermal pump is the opposite of a heat engine: it transfers heat energy from a cold reservoir to a hot one. -
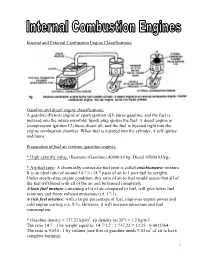
Internal and External Combustion Engine Classifications: Gasoline
Internal and External Combustion Engine Classifications: Gasoline and diesel engine classifications: A gasoline (Petrol) engine or spark ignition (SI) burns gasoline, and the fuel is metered into the intake manifold. Spark plug ignites the fuel. A diesel engine or (compression ignition Cl) bums diesel oil, and the fuel is injected right into the engine combustion chamber. When fuel is injected into the cylinder, it self ignites and bums. Preparation of fuel air mixture (gasoline engine): * High calorific value: (Benzene (Gasoline) 40000 kJ/kg, Diesel 45000 kJ/kg). * Air-fuel ratio: A chemically correct air-fuel ratio is called stoichiometric mixture. It is an ideal ratio of around 14.7:1 (14.7 parts of air to 1 part fuel by weight). Under steady-state engine condition, this ratio of air to fuel would assure that all of the fuel will blend with all of the air and be burned completely. A lean fuel mixture containing a lot of air compared to fuel, will give better fuel economy and fewer exhaust emissions (i.e. 17:1). A rich fuel mixture: with a larger percentage of fuel, improves engine power and cold engine starting (i.e. 8:1). However, it will increase emissions and fuel consumption. * Gasoline density = 737.22 kg/m3, air density (at 20o) = 1.2 kg/m3 The ratio 14.7 : 1 by weight equal to 14.7/1.2 : 1/737.22 = 12.25 : 0.0013564 The ratio is 9,030 : 1 by volume (one liter of gasoline needs 9.03 m3 of air to have complete burning). -

Robosuite: a Modular Simulation Framework and Benchmark for Robot Learning
robosuite: A Modular Simulation Framework and Benchmark for Robot Learning Yuke Zhu Josiah Wong Ajay Mandlekar Roberto Mart´ın-Mart´ın robosuite.ai Abstract robosuite is a simulation framework for robot learning powered by the MuJoCo physics engine. It offers a modular design for creating robotic tasks as well as a suite of benchmark environments for reproducible re- search. This paper discusses the key system modules and the benchmark environments of our new release robosuite v1.0. 1 Introduction We introduce robosuite, a modular simulation framework and benchmark for robot learning. This framework is powered by the MuJoCo physics engine [15], which performs fast physical simulation of contact dynamics. The overarching goal of this framework is to facilitate research and development of data-driven robotic algorithms and techniques. The development of this framework was initiated from the SURREAL project [3] on distributed reinforcement learning for robot manipulation, and is now part of the broader Advancing Robot In- telligence through Simulated Environments (ARISE) Initiative, with the aim of lowering the barriers of entry for cutting-edge research at the intersection of AI and Robotics. Data-driven algorithms [9], such as reinforcement learning [13,7] and imita- tion learning [12], provide a powerful and generic tool in robotics. These learning arXiv:2009.12293v1 [cs.RO] 25 Sep 2020 paradigms, fueled by new advances in deep learning, have achieved some excit- ing successes in a variety of robot control problems. Nonetheless, the challenges of reproducibility and the limited accessibility of robot hardware have impaired research progress [5]. In recent years, advances in physics-based simulations and graphics have led to a series of simulated platforms and toolkits [1, 14,8,2, 16] that have accelerated scientific progress on robotics and embodied AI. -

Toward Multi-Engine Machine Translation Sergei Nirenburg and Robert Frederlcing Center for Machine Translation Carnegie Mellon University Pittsburgh, PA 15213
Toward Multi-Engine Machine Translation Sergei Nirenburg and Robert Frederlcing Center for Machine Translation Carnegie Mellon University Pittsburgh, PA 15213 ABSTRACT • a knowledge-based MT (K.BMT) system, the mainline Pangloss Current MT systems, whatever translation method they at present engine[l]; employ, do not reach an optimum output on free text. Our hy- • an example-based MT (EBMT) system (see [2, 3]; the original pothesis for the experiment reported in this paper is that if an MT idea is due to Nagao[4]); and environment can use the best results from a variety of MT systems • a lexical transfer system, fortified with morphological analysis working simultaneously on the same text, the overallquality will im- and synthesis modules and relying on a number of databases prove. Using this novel approach to MT in the latest version of the - a machine-readable dictionary (the Collins Spanish/English), Pangloss MT project, we submit an input text to a battery of machine the lexicons used by the KBMT modules, a large set of user- translation systems (engines), coLlect their (possibly, incomplete) re- generated bilingual glossaries as well as a gazetteer and a List sults in a joint chaR-like data structure and select the overall best of proper and organization names. translation using a set of simple heuristics. This paper describes the simple mechanism we use for combining the findings of the various translation engines. The results (target language words and phrases) were recorded in a chart whose initial edges corresponded to words in the source language input. As a result of the operation of each of the MT 1. -

HCM1A0503 Inductor Data Sheet
Technical Data 10547 Effective August 2016 HCM1A0503 Automotive grade High current power inductors Applications • Body electronics • Central body control module • Vehicle access control system • Headlamps, tail lamps and interior lighting • Heating ventilation and air conditioning controllers (HVAC) • Doors, window lift and seat control • Advanced driver assistance systems • 77 GHz radar system • Basic and smart surround, and rear and front view camera • Adaptive cruise control (ACC) Product features • Automatic parking control • AEC-Q200 Grade 1 qualified • Collision avoidance system/Car black box system • High current carrying capacity • Infotainment and cluster electronics • Magnetically shielded, low EMI • Active noise cancellation (ANC) • Frequency range up to 1 MHz • Audio subsystem: head unit and trunk amp • Inductance range from 0.2 μH to 10 μH • Digital instrument cluster • Current range from 2.3 A to 24 A • In-vehicle infotainment (IVI) and navigation • 5.5 mm x 5.3 mm footprint surface mount package in a 3.0 mm height • Chassis and safety electronics • Alloy powder core material • Airbag control unit • Moisture Sensitivity Level (MSL): 1 • Engine and Powertrain Systems • Halogen free, lead free, RoHS compliant • Powertrain control module (PCU)/Engine Control unit (ECU) • Transmission Control Unit (TCU) Environmental Data • Storage temperature range (Component): -55 °C to +155 °C • Operating temperature range: -55 °C to +155 °C (ambient plus self-temperature rise) • Solder reflow temperature: J-STD-020 (latest revision) compliant -

Exploring Design, Technology, and Engineering
Exploring Design, Technology, & Engineering © 2012 Chapter 21: Energy-Conversion Technology—Terms and Definitions active solar system: a system using moving parts to capture and use solar energy. It can be used to provide hot water and heating for homes. anode: the negative side of a battery. cathode: the positive side of a battery. chemical converter: a technology that converts energy in the molecular structure of substances to another energy form. conductor: a material or object permitting an electric current to flow easily. conservation: making better use of the available supplies of any material. electricity: the movement of electrons through materials called conductors. electromagnetic induction: a physical principle causing a flow of electrons (current) when a wire moves through a magnetic field. energy converter: a device that changes one type of energy into a different energy form. external combustion engine: an engine powered by steam outside of the engine chambers. fluid converter: a device that converts moving fluids, such as air and water, to another form of energy. four-cycle engine: a heat engine having a power stroke every fourth revolution of the crankshaft. fuel cell: an energy converter that converts chemicals directly into electrical energy. gas turbine: a type of engine that creates power from high velocity gases leaving the engine. heat engine: an energy converter that converts energy, such as gasoline, into heat, and then converts the energy from the heat into mechanical energy. internal combustion engine: a heat engine that burns fuel inside its cylinders. jet engine: an engine that obtains oxygen for thrust. mechanical converter: a device that converts kinetic energy to another form of energy. -

Multidisciplinary Design Project Engineering Dictionary Version 0.0.2
Multidisciplinary Design Project Engineering Dictionary Version 0.0.2 February 15, 2006 . DRAFT Cambridge-MIT Institute Multidisciplinary Design Project This Dictionary/Glossary of Engineering terms has been compiled to compliment the work developed as part of the Multi-disciplinary Design Project (MDP), which is a programme to develop teaching material and kits to aid the running of mechtronics projects in Universities and Schools. The project is being carried out with support from the Cambridge-MIT Institute undergraduate teaching programe. For more information about the project please visit the MDP website at http://www-mdp.eng.cam.ac.uk or contact Dr. Peter Long Prof. Alex Slocum Cambridge University Engineering Department Massachusetts Institute of Technology Trumpington Street, 77 Massachusetts Ave. Cambridge. Cambridge MA 02139-4307 CB2 1PZ. USA e-mail: [email protected] e-mail: [email protected] tel: +44 (0) 1223 332779 tel: +1 617 253 0012 For information about the CMI initiative please see Cambridge-MIT Institute website :- http://www.cambridge-mit.org CMI CMI, University of Cambridge Massachusetts Institute of Technology 10 Miller’s Yard, 77 Massachusetts Ave. Mill Lane, Cambridge MA 02139-4307 Cambridge. CB2 1RQ. USA tel: +44 (0) 1223 327207 tel. +1 617 253 7732 fax: +44 (0) 1223 765891 fax. +1 617 258 8539 . DRAFT 2 CMI-MDP Programme 1 Introduction This dictionary/glossary has not been developed as a definative work but as a useful reference book for engi- neering students to search when looking for the meaning of a word/phrase. It has been compiled from a number of existing glossaries together with a number of local additions. -

Airfoil Services
Airfoil Services Airfoil Services has been jointly owned in equal shares by Lufthansa Technik and MTU Aero Engines since 2003. Part of Lufthansa Technik’s Engine Parts & Accessories Repair (EPAR) network, Airfoil Services specializes in the repair of blades from major aircraft engine manufacturers, including General Electric, CFM International and International Aero Engines. Service spectrum Located in Kota Damansara in Malaysia’s state of Selangor, Airfoil Services merges the leading-edge competencies of both parent companies. Airfoil Services is specializing in the repair of engine airfoils for low-pressure turbines and high-pressure compressors of CF6-50, CF6-80, CF34 engines as well as the CFM56 engine family Ȝ Kuala Lumpur and the V2500. The ultra-modern facility is equipped with state-of-the- art machinery and has installed the most advanced repair techniques such as the Advanced Recontouring Process (ARP), also offering special repair methods such as aluminide bronze coating and high velocity oxygen fuel spraying (HVOF). Organized according to the philosophy of lean production, the repairs follow the flow line principle. Key facts Customers benefit from optimized processes and very competitive turnaround times offered at cost-conscious conditions. At the same Founded 1991 time, the quality of work reflects the high standards of the two German Personnel 420 joint venture partners. Capacity 6,000 m2 In focus: Advanced Recontouring Process (ARP) The Advanced Recontouring Process (ARP) is unique worldwide. Worn compressor blades are first electronically analyzed and then re-contoured in a precision method using robot technology. The restored profile of the engine compressor blades is calculated as a factor of the reduced chord-length of the worn blades so that the best possible aerodynamic profile is obtained. -

United States Environmental Protection Agency Engine Declaration Form: Importation of Engines, Vehicles, and Equipment Subject T
Form Approved OMB 2060-0717 Approval Expires June 30, 2023 United States Environmental Protection Agency Engine Declaration Form &EPA Importation of Engines, Vehicles, and Equipment Subject to Federal Air Pollution Regulations U.S. EPA, Compliance Division, 2000 Traverwood Dr., Ann Arbor, Michigan 48105. (734) 214-4100; [email protected]; www.epa.gov/otaq/imports/ This form must be submitted to the U.S. Customs and Border Protection (Customs) by the importer for each imported stationary, nonroad or heavy- duty highway engine, including engines incorporated into vehicles or equipment, but not for new products covered by an EPA certificate of conformity, bearing an EPA emission control label, if the original manufacturer is the importer. Note that references in this form to engines generally include vehicles or equipment if they are subject to equipment-based standards. One form per engine or group of engines in a shipment may be used, with attachments including all information required to fully describe each engine as below. This form must be retained for five years from the date of entry (19 CFR 163.4). Additional requirements may apply in California. NOTE: While certain imports require specific written authorization from EPA, CBP may request EPA review of importer documentation and eligibility for any import using this form. For light-duty motor vehicles, highway motorcycles, and the correspond- ing engines, use form 3520-1. This form does not apply to aircraft engines. Identify the type of highway, nonroad, or stationary engine, vehicle, or equipment you are importing from the following list of products: o A. Heavy-duty highway engines (for use in motor vehicles with gross vehicle weight rating above 8500 pounds). -

AP-42, Vol. I, 3.3: Gasoline and Diesel Industrial Engines
3.3 Gasoline And Diesel Industrial Engines 3.3.1 General The engine category addressed by this section covers a wide variety of industrial applications of both gasoline and diesel internal combustion (IC) engines such as aerial lifts, fork lifts, mobile refrigeration units, generators, pumps, industrial sweepers/scrubbers, material handling equipment (such as conveyors), and portable well-drilling equipment. The three primary fuels for reciprocating IC engines are gasoline, diesel fuel oil (No.2), and natural gas. Gasoline is used primarily for mobile and portable engines. Diesel fuel oil is the most versatile fuel and is used in IC engines of all sizes. The rated power of these engines covers a rather substantial range, up to 250 horsepower (hp) for gasoline engines and up to 600 hp for diesel engines. (Diesel engines greater than 600 hp are covered in Section 3.4, "Large Stationary Diesel And All Stationary Dual-fuel Engines".) Understandably, substantial differences in engine duty cycles exist. It was necessary, therefore, to make reasonable assumptions concerning usage in order to formulate some of the emission factors. 3.3.2 Process Description All reciprocating IC engines operate by the same basic process. A combustible mixture is first compressed in a small volume between the head of a piston and its surrounding cylinder. The mixture is then ignited, and the resulting high-pressure products of combustion push the piston through the cylinder. This movement is converted from linear to rotary motion by a crankshaft. The piston returns, pushing out exhaust gases, and the cycle is repeated. There are 2 methods used for stationary reciprocating IC engines: compression ignition (CI) and spark ignition (SI). -

From Robotic Hands to Human Hands: a Visualization and Simulation Engine for Grasping Research A
Research article From robotic hands to human hands: a visualization and simulation engine for grasping research A. Miller and P. Allen Department of Computer Science, Columbia University, New York, USA V. Santos Neuromuscular Biomechanics Laboratory, Cornell University, New York, USA, and F. Valero-Cuevas Neuromuscular Biomechanics Laboratory, Cornell University, New York, USA The Hospital for Special Surgery, New York, USA Abstract Purpose – Robotic hands are still a long way from matching the grasping and manipulation capability of their human counterparts, but computer simulation may help us understand this disparity. We present our publicly available simulator, and describe our research projects involving the system including the development of a human hand model derived from experimental measurements. Design/methodology/approach – Unlike other simulation systems, our system was built specifically to analyze grasps. It can import a wide variety of robot designs by using standard descriptions of the kinematics and link geometries. Various components support the analysis of grasps, visualization of results, dynamic simulation of grasping tasks, and grasp planning. Findings – The simulator has been used in several grasping research problems and can be used to plan grasps for an actual robot. With the aid of a vision system, we have shown that these grasps can be executed by a robot. Research limitations/implications – We are currently developing methods to handle deformable surfaces, tendon driven models, and non-ideal joints in order to better model human grasping. Practical implications – This work is part of our current project to create a biomechanically realistic human hand model to better understand what features are most important to mimic in the designs of robotic hands.