232.2-7656.Pdf
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Coimbatore District
CENSUS OF INDIA 2011 TOTAL POPULATION AND POPULATION OF SCHEDULED CASTES AND SCHEDULED TRIBES FOR VILLAGE PANCHAYATS AND PANCHAYAT UNIONS COIMBATORE DISTRICT DIRECTORATE OF CENSUS OPERATIONS TAMILNADU ABSTRACT COIMBATORE DISTRICT No. of Total Total Sl. No. Panchayat Union Total Male Total SC SC Male SC Female Total ST ST Male ST Female Village Population Female 1 Karamadai 17 1,37,448 68,581 68,867 26,320 13,100 13,220 7,813 3,879 3,934 2 Madukkarai 9 46,762 23,464 23,298 11,071 5,500 5,571 752 391 361 Periyanaickenpalayam 3 9 1,01,930 51,694 50,236 14,928 7,523 7,405 3,854 1,949 1,905 4 Sarkarsamakulam 7 29,818 14,876 14,942 5,923 2,983 2,940 14 7 7 5 Thondamuthur 10 66,080 33,009 33,071 12,698 6,321 6,377 747 370 377 6 Anaimalai 19 71,786 35,798 35,988 16,747 8,249 8,498 3,637 1,824 1,813 7 Kinathukadavu 34 95,575 47,658 47,917 19,788 9,768 10,020 1,567 773 794 8 Pollachi North 39 1,03,284 51,249 52,035 23,694 11,743 11,951 876 444 432 9 Pollachi South 26 82,535 40,950 41,585 18,823 9,347 9,476 177 88 89 10 Annur 21 92,453 46,254 46,199 25,865 12,978 12,887 36 16 20 11 Sulur 17 1,16,324 58,778 57,546 19,732 9,868 9,864 79 44 35 12 Sulthanpet 20 77,364 38,639 38,725 17,903 8,885 9,018 13 9 4 Grand Total 228 10,21,359 5,10,950 5,10,409 2,13,492 1,06,265 1,07,227 19,565 9,794 9,771 KARAMADAI PANCHAYAT UNION Sl. -
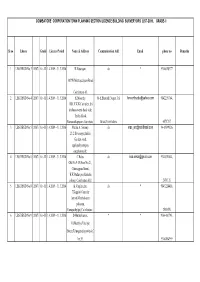
Sl No Lbs No Grade Licence Period Name & Address Communication
COIMBATORE CORPORATION TOWN PLANNING SECTION /LICENCE BUILDING SURVERYORS LIST-2009, GRADE-II Sl no Lbs no Grade Licence Period Name & Address Communication Add Email phone no Remarks 1 LBS REGD No 3 /2007/ Gr - II 1.4.2009 - 31.3.2010 R.Natarajan, do * 9360658377 34/270,Mettupalayam Road, Coimbatore.43. 2 LBS REGD No 4 /2007/ Gr - II 1.4.2009 - 31.3.2010 K.Moorthy, 56-E,Bharathi Nagar, 3rd [email protected] 9842239764, 1681.V.K.K.Complex, Sri kirshna sweets back side, Trichy Road, Ramanathapuram.Coimbator Street,Coimbatore 6571767 3 LBS REGD No 5 /2007/ Gr - II 1.4.2009 - 31.3.2010 Muthu A. Swamy, do [email protected] 9443899126 21/2 Siva nagar,Indira Garden road, upplipalayam(po), coimbatore.015 4 LBS REGD No 6 /2007/ Gr - II 1.4.2009 - 31.3.2010 C.Babu, do [email protected] 9344830644, Old No.9/15,New No.21,, Chinnappan Street, K.K.Pudur(po),Saibaba colony, Coimbatore.038 2451120 5 LBS REGD No 8 /2007/ Gr - II 1.4.2009 - 31.3.2010 K.Vanjimuthu, do * 9843224410, 7,Kappini Gounder layout,Maniyakaran palayam, Ganapathy(po),Coimbatore.6 2538470 6 LBS REGD No 9 /2007/ Gr - II 1.4.2009 - 31.3.2010 D.Muthu kumar, * * 9364410793, 10,Muthiya Udaiyar Street,Telungupalayam(po),C be.39. 9360804959 7 LBS REGD No 10 /2007/ Gr - II 1.4.2009 - 31.3.2010 V.Rangasamy, do [email protected] 9843623411 36/21,Supraya Mudaliar Street, Konavaikkal Palayam, Podanur(po).Coimbatore.023 . 8 LBS REGD No 11 /2007/ Gr - II 1.4.2009 - 31.3.2010 R.Subramaniam, do * 9345960702 1524,Avanashi road, Oppo.Sri Varadaraja Mills, Peelamedu, Coimbatore.4. -
Coimbatore Corporation (Under Rajiv Awas Yojana) 2013 - 2022
SLUM FREE CITY PLAN OF ACTION - COIMBATORE CORPORATION (UNDER RAJIV AWAS YOJANA) 2013 - 2022 2013 Prepared By Submitted to National Institute of Tamil Nadu Slum Clearance Board, Technical Teachers Chennai Training and Research, Chennai – 600 113 CONTENTS Chapter 1. Overview 1.1 Introduction 01 1.2 Indian Scenario 02 1.3 Understanding Slums 05 1.4 Schemes to Alleviate Urban Poverty 07 1.4.1 Vision of Slum Free India: Launch of Rajiv Awas Yojana (RAY) 07 1.5 Objective and Scope of the Project 10 Chapter 2. Slum Survey and Investigation 2.1 City an Overview 11 2.1.1 History 11 2.1.2 Geography and Soil 12 2.1.3 Climate & Rainfall 14 2.1.4 Rapid Growth of the City 14 2.2 Overview of the ULB 15 2.3 Land Use of the Coimbatore 18 2.4 Diagnostic assessment of slums 19 2.5 Surveys, Investigations and Consultations 20 2.5.1 Slums not covered under RAY – Developed slums 20 2.5.2 Slums not covered under RAY – Opposition from Slums 23 2.5.3 Surveyed slums under RAY 27 2.6 Methodology 30 2.7 Socio Economic Survey 32 2.7.1 Stakeholder Consultation 32 2.8 Categorization of Slums based on Tenability Analysis 48 2.8.1 Tenable Slum 48 2.8.2 Untenable Slum 48 2.8.3 Semi-tenable Slum 49 2.9 Tenure 52 Chapter 3. Assessment of Present Status of Slums 3.1 Introduction 60 3.1.1 Vulnerability Parameters 60 i 3.1.2 Infrastructure Deficiency 61 3.2 Vulnerability Analysis 61 3.2.1 BPL Analysis 61 3.2.2 SC/ST Population Analysis 62 3.2.3 Structural Type Analysis 63 3.3 Infrastructure Deficiency Analysis 65 3.3.1 Water Supply 65 3.3.2 Individual Toilet facility 66 3.3.3 Storm Drainage facility 67 3.3.4 Solid waste disposal facility 67 3.3.5 Street Light facility 68 3.3.6 Road facility 69 3.4 Deficiency Matrix 70 3.4.1 Tenable Slum Classification based on Deficiency Matrix 76 3.4.2 Untenable Slum Prioritization 81 Chapter 4. -

Phytodiversity in the Madukkarai Hills of South Western Ghats
Check List 10(4): 883–892, 2014 © 2014 Check List and Authors Chec List ISSN 1809-127X (available at www.checklist.org.br) Journal of species lists and distribution PECIES S OF Phytodiversity in the Madukkarai Hills of South Western ISTS L Ghats Jayanthi Palanisamy * and Rajendran Arumugam [email protected] Department of Botany, School of Life Sciences, Bharathiar University, Coimbatore – 641 046, Tamil Nadu, India. * Corresponding author. E-mail: Abstract: Qualitative floristic surveys were carried out to assess the floristic diversity of the Madukkarai Hills in the Southern Western Ghats of Coimbatore District, Tamil Nadu. A total of 300 plant species belonging to 206 genera distributed among 72 families were enumerated. Poaceae were most dominant in surveys, with 24 genera and 35 species, followed by Euphorbiaceae and Fabaceae (18 species each), Amaranthaceae (13 species) and Acanthaceae (12 species). Documenting the patterns of species diversity and distribution creates a valuable database; useful for implementing better management and conservation of tropical forests. DOI: 10.15560/10.4.883 Introduction biodiversity hotspot of Coimbatore), with observation and India possesses a rich biological diversity and collective of species in flowering and fruiting conditions. incorporates two megadiversity centres. However, large The name “Madukkarai” originated from the colloquial concern exists on the conservation and sustainable use of the Tamil words “Mathil” (means Great Wall) + utilization of these rich bioresources. To achieve “Karai” (means Shore); as it is situated along the hill sides the Convention on Biological Diversity (CBD) there of the Western Ghats. The habitats in which surveys were is unequivocal need for field studies to collect and conducted included dry deciduous forest, moist deciduous taxonomically document species information, as the first Floristicforest and survey scrub jungle forest. -
DISTRICT SURVEY REPORT for LIMESTONE COIMBATORE DISTRICT Page Chapter Content No
DISTRICT SURVEY REPORT FOR LIME STONE COIMBATORE DISTRICT (Prepared as per Gazette Notification S.O.3611 (E) Dated 25.07.2018 of Ministry of Environment, Forest and Climate Change MoEF& CC) MAY 2019 DISTRICT SURVEY REPORT FOR LIMESTONE COIMBATORE DISTRICT Page Chapter Content No. 1. Introduction 1 2. Overview of Mining Activity in the District 4 3. General Profile of the District 4 4. Geology of the District 8 5. Drainage of Irrigation pattern 11 6. Land Utilisation Pattern in the District: Forest, Agricultural, 13 Horticultural, Mining etc., 7. Surface Water and Ground Water scenario of the District 15 8. Rainfall of the District and Climatic conditions 16 a) Lime Stone Occurences in the Coimbatore District 16 9. b) Details of the mining leases in the District as per the following format 18 10. Details of Royalty Received in last three years (2016-17 to 2018-19) 20 11. Details of Production in last three years (2016-17 to 2018-19) 20 12. Mineral map of the District 21 List of Letter of Intent (LOI) Holders in the District along with its 13. 22 validity as per the following format 14. Total mineral reserves available in the District 23 15. Quality/ Grade of Mineral available in the District 24 16. Use of Mineral 24 17. Demand and supply of the Mineral in the last three years 24 18. Mining leases marked on the Map of the District 25 Details of the area of where there is a cluster of Mining Leases 19. 27 Viz.Number of Mining leases, Location (latitude and longitude) 20. -

Shriram Shreshta - Madukkarai, Coimbatore with Plenty of Refreshing Green Spaces
https://www.propertywala.com/shriram-shreshta-coimbatore Shriram Shreshta - Madukkarai, Coimbatore With plenty of refreshing green spaces. Shriram Shreshta byShriram Properties at the very prime location of Madukkarai in Coimbatore offers residential project that host 1,2,3 and 4 bhk villas in various sizes. Project ID: J811895958 Builder: Shriram Properties Location: Shriram Shreshta, Madukkarai, Coimbatore (Tamil Nadu) Completion Date: Jul, 2017 Status: Started Description Shriram Shreshta by Shriram Properties at the very prime location of Madukkarai in Coimbatore offers residential project that host spacious 1,2,3 and 4 bhk villas in the size ranges in between 645 to 1940 sqft. with multiple conveniences offering active lifestyle. The project offers facilities such as gymnasium.It also has amenities like badminton court, basketball court etc. With wonderful environment and breathtaking surroundings, the creators of the project have ensured that residents live a eco-friendly lifestyle. Shreshta is definitely the perfect epitome of wholesome life where you can spend quality time with your loved ones. Amenities: Gymnasium Children's play area Club House Multipurpose Room Rain Water Harvesting 24 X 7 Security Jogging Track Power Backup Indoor Games Basketball Court Cricket Pitch Skating Rink Community Hall Gated Community Library Sewage Treatment Plant Swimming Pool Landscaped Gardens Car Parking Shriram Properties Limited is winner of the Best Developer in Southern Region Award from ASSOCHAM, and is a part of the 60,000 crore Financial Giant – Shriram Group. The group was established with a mission of creating splendid homes and amenable living spaces and has over the years has operations throughout the country with extensive presence across South India. -
COIMBATORE REGIONAL PLAN -2038 Draft Report VOLUME: 4 COIMBATORE SUB-REGION
COIMBATORE REGIONAL PLAN -2038 Draft Report VOLUME: 4 COIMBATORE SUB-REGION 2- | P a g e Contents ACKNOWLEDGEMENT ..................................................................................................................2-xi EXECUTIVE SUMMARY .............................................................................................................. 2-xii CHAPTER 1. SITUATING COIMBATORE IN SUB-REGION IN TAMIL NADU ...................... 1 1.1 Area and Population ................................................................................................................ 1 1.2 Economy ................................................................................................................................. 1 1.3 Environment ............................................................................................................................ 2 1.4 Connectivity ............................................................................................................................ 2 CHAPTER 2. COIMBATORE SUB-REGION IN COIMBATORE REGION ................................ 3 2.1 Area and Population ................................................................................................................ 3 2.2 Economy ................................................................................................................................. 3 2.3 Environment ............................................................................................................................ 4 2.4 Connectivity ........................................................................................................................... -

Master Plan for Coimbatore Localplanning Area 1994
Master Plan For Coimbatore LocalPlanning Area 1994 Chapter I Introduction : 1.01: Coimbatore city is one of the most important commercial and industrial centre in Tamilnadu. The City and its environs have been growing rapidly since 1932, when electric power from pykara became available to this town. Cotton Ginning and Spinning Mills are the backbone of the industrial growth in Coimbatore and its vicinity areas. The allied industries such as Foundaries and general engineering which have come subsequently have converted Coimbatore and the surrounding areas into a major industrial hub of the State. This rapid growth has influenced the establishment of a large number of educational institutions in and around the City. 1.02: The Coimbatore Local Planning Area, the unit for planning defined and delineated by Directorate of Town and Country Planning, encompassing Coimbatore Urban agglomeration and its peripheral areas covers an area of 1287 sq.Kms. with a population of 14.35 Lakhs as per 1991 census. The pressure on land needs and services within the city, has resulted in uncontrolled haphazard development of industries and human settlement outside the city limits, with larger areas, remaining undeveloped. 1.03 : As there has been no single authority to control and guide these developments, considerable confusion and damage have already been caused and the process is still continuing. 1.04: Under the Tamilnadu Town and Country planning Act., 1971 (Tamil nadu Act., 35 of 1972) the responsibility of preparing and executing Master plan for Local Planning Area vests with the Local planning Authority. The Local Planning Area for the purpose of development control and implementation of Master Plan of Coimbatore and its vicinity was notified by Government of Tamilnadu under section 10(1) and 10(4) of Town and Country planning Act., As per G.O.Ms.No.399 R.D. -

Coimbatore Elecy. Distn. Circle/North
Name of the Region : Coimbatore Fuse of call Centres Name of the Circle:Coimbatore Elecy. Distn. Circle/Metro Phone Numbers FOC Centers Landline Mobile FOC Centers Coimbatore 0422-2492342 FOC Centers Coimbatore 0422-2492496 FOC Centers Coimbatore 0422-2492544 FOC Centers Coimbatore 0422-2492612 For BSNL users:1912 FOC Centers Coimbatore For Others :04221912 FOC Centers Coimbatore 0422-2397698 Name of the Circle:Tirupur Elecy. Distn. Circle Phone Numbers FOC Centres Land Line Mobile Tirupur 0421 2478777 9445858778 Call Centre No. : Phone Numbers FOC Centres Land Line Mobile Ooty 0423-2443953 9445851634 Landline Numbers Name of the Circle: Coimbatore Elecy. Distn. Circle/North Section Sub -Division Division Sub Division Phone Section Name Phone No Division Phone No Name No Name AE/ West Thudialur 0422 - 2647183 AE/ East Thudialur 0422 - 2647354 South/ 0422 - AE/ Urumandampalayam 0422 - 2647354 Thudialur 2647183 AE/ Pannimadai 0422 - 2647226 AE/ Chinnathadagam 0422 - 2658876 AE/Vadamadurai 0422 -2647548 North / 0422 - AE/N.S.N.Palayam 0422 -2460591 0422 - Thudialur 2642466 K.Vadam JE/ Town/South/P.N.Palayam 0422 - 2461869 2642138 adurai AE/ Rural/East/P.N.Palayam 0422 - 2693269 AE/ Town/P.N.Palayam 0422 - 2697393 AE/ Jothipuram 0422 - 2693187 0422 - AE/ West/P.N.Palayam 0422 - 2693311 Perianaickenp 2696524 alayam AE/Naikenpalayam 0422 -2694794 AE/ SS P.N.Palayam 110/22 KV SS 0422 -2692392 AE/ Kurumbapalayam 0422 - 2653254 AE/ Kovilpalayam 0422 - 2653186 0422 - Kovilpalayam AE/ Ganeshapuram 0422 - 2653359 2653186 AE/ PG Pudur 0422 - 2653322 -

Status of the Groundwater Quality in Kuniamuthur and Madukkarai Areas of Coimbatore, Tamil Nadu
Nature Environment and Pollution Technology Vol. 7 No. 2 pp. 283-286 2008 © Technoscience Publications STATUS OF THE GROUNDWATER QUALITY IN KUNIAMUTHUR AND MADUKKARAI AREAS OF COIMBATORE, TAMIL NADU K. Jothivenkatachalam* and K. Suresh Department of Chemistry, CBM College, Kovaipudur, Coimbatore-641 042, T.N., India *Department of Science and Humanities, Sri Krishna College of Engineering and Technology, Coimbatore-641 008, T.N., India ABSTRACT The paper deals with study of physico-chemical parameters such as pH, electrical conductivity, total dissolved solids, total hardness, total alkalinity, calcium, magnesium, manganese, ammonia, chloride, sulphate and fluoride of ground waters from seven sampling stations in Kuniamuthur and Madukkarai areas of Coimbatore. The analysed data were compared with standard values recommended by WHO, USPH, BIS and ICMR, and the variations were notable for the parameters like total hardness and electrical conductivity for few samples. INTRODUCTION The chemistry of waters is influenced by the inputs of material containing minerals and the chemical equilibrium prevailing the aqueous solution. Groundwater is a replenishable resource and is consid- ered to be least polluted as compared to other inland water resources (Garg 2000). Groundwater is the cheapest and most practical means of providing water to small communities. It is likely to be free of pathogenic agents. It is subjected to less contamination and has high mineral content. Groundwater is becoming increasingly contaminated due to constant addition of industrial wastes, use of fertiliz- ers and pesticides, manures, lime and septic tank etc. Extent of pollution depends on rainfall pattern, depth of water table, distance from the source of contamination and soil properties (Chatterjee 1994). -
Coimbatore District [ Revised Fee Structure for Appealed Schools ]
11 - COIMBATORE DISTRICT [ REVISED FEE STRUCTURE FOR APPEALED SCHOOLS ] S.No C.Code School Name LKG UKG I II III IV V VI VII VIII IX X XI XII ROSE GARDEN NURSERY&PRIMARY SCHOOL, 48/58 SIRUMUGAI ROAD, 1 11003 3000 3000 3800 3800 - - - - - - - - - - METTUPALAYAM, COIMBATORE. ANNAI VELANKANNI, SIKKATHASAMPALAYAM, 2 11007 SUTHANTHIRAPURM KARAMADAI, 2450 2450 3450 3450 3450 3450 3450 - - - - - - - METUPALAYAM, COIMBATORE ST JOSEPHS, KATTOOR CHIKKADASAMPALAYAM, 3 11008 METUPALAYAM, 2650 2650 - - - - - - - - - - - - COIMBATORE. L E F ETON, VELLIANGADU POST, 4 11009 2850 2850 3150 3150 3150 3150 3150 - - - - - - - KARAMADAI, COIMBATORE PARK, MADHUVARAYAPURAM, 5 11012 3100 3100 3900 3900 3900 3900 3900 - - - - - - - ALANDURAI, COIMBATORE, 641101 0M SAKTHI, THENAMANALLUR, 6 11014 2200 2200 2800 2800 2800 2800 2800 - - - - - - - THONDAMUTHUR, COIMBATORE- 641109, BELADEEP, 7 11016 K VADAMADURAI, PERIYANAIKENPALAYAM, 4900 4900 6500 6500 6500 6500 - - - - - - - - COIMBATORE. OHM, 8 11018 KURUDAMPALAYAM, 4 TH STREET VSK NAGAR, 3300 3300 4450 4450 4450 4450 4450 - - - - - - - COIMBATORE, T.A.R. NURSERY & PRIMARY SCHOOL, 9 11020 PANNIMADAI, 2150 2150 2200 2200 2200 2200 2200 - - - - - - - COIMBATORE. Note:- NF - There is no Recognition, Hence No Fee is Fixed. 11 - COIMBATORE DISTRICT [ REVISED FEE STRUCTURE FOR APPEALED SCHOOLS ] S.No C.Code School Name LKG UKG I II III IV V VI VII VIII IX X XI XII RASTRIYA VIDHYA BHAVAN NURSERY&PRIMARY SCHOOL, 10 11022 THOLILPETTAI, 4000 4000 4300 4300 4300 4300 4300 - - - - - - - COIMBATORE. RISE MONTESSORI NURSERY&PRIMARY SCHOOL, 11 11025 SAMIYANDIPUDUR, 2250 2250 2050 2050 2050 2050 - - - - - - - - COIMBATORE. SANGAVI VIDYA MANDIR N&P S, 12 11026 SUNDRAGOUNDANUR, POOSARIPATTY, 5000 5000 6500 6500 6500 6500 6500 - - - - - - - COIMBATORE. ANNAI ARIVAGAM PRIMARY&NURSERY SCHOOL, 13 11027 SENJERIPUDUR, 3600 3600 4000 4000 4000 4000 4000 4450 - - - - - - COIMBATORE. -
Coimbatore Sl
Coimbatore Sl. No. Name of the Building District Collector Office, 57, State Bank Road, Near State Post Office, 1 Gopalapuram, Coimbatore-641018 Coimbatore-Co-Operative Home Facility Register Office, Near IDBI Bank Trichy 2 Road, Coimbatore-641018 Central Excise Service Tax Divisional Office, Near DMDK & Service, Trichy Road, 3 Coimbatore-641018 Coimbatore Backward & Minorities Welfare Office, State Bank Road, 4 Collectorate, Gopalapuram, Coimbatore-641020 Passport Office, 7 CMC Complex, Uppolpalayam, Near Uppilli Palayam Signal, 5 Avinashi Road, Coimbatore-641045 Coimbatore RTO Office, 5/658 Karamadai Road, Near RTO Maligai Store RS 6 Puram, Coimbatore-641301 Coimbatore Transport Office, Near Canara Bank, Trichy Road, Coimbatore- 7 641018 Coimbatore Pollution Control Office, Near Police Station, Sai Baba Colony, 8 Coimbatore-641011 9 Government College of Technology, Thadagam Road, Coimbatore-641013 Coimbatore City Municipal Corporation Office, Near Canara Bank, Trichy Road, 10 Coimbatore-641018 Head Post Office Railway Station, 80, Thondamathur Road, Near Mudilipalyam 11 Bus Stop, Coimbatore Railway Station-641018 Agricultural Office, 350, Palaghat Main Road, Near CSI Chruch, Madukkarai, 12 Coimbatore-641105 Coimbatore RTO Check Post, 11A Palaghat Main Road, Near Vinayakar Temple, 13 Coimbatore-642205 Sub Register Office, 197 Periyanaicken Palayam, Near Mahalakshmi Temple, 14 Kasthurinaiken Palayam, Coimbatore-641041 Coimbatore Electricity Board, Big Bazaar Street, Near Townhall Signal Town Hall, 15 Coimbatore-641001 16 Coimbatore Forest Office, Near IDBI Bank, Trichy Road Coimbatore-641018 Coimbatore Block Development Office, 99, Palakkad Road, Near Village Office, 17 Madukkarai, Coimbatore-641105 18 Coimbatore Forest Office, Near IDBI Bank, Trichy Road, Coimbatore-641018 Coimbatore Primary Health Centre, Podanur Main Road, Near Amman Nagar, 19 Podanur-641023 Coimbatore Treasury Office, No.