Development of Ready to Eat Bovine Tripe Rolls for By-Product Loss Reduction in Selected Slaughterhouses in Kenya
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Beef Showmanship Parts of a Steer
Beef Showmanship Parts of a Steer Wholesale Cuts of a Market Steer Common Cattle Breeds Angus (English) Maine Anjou Charolaise Short Horn Hereford (English) Simmental Showmanship Terms/Questions Bull: an intact adult male Steer: a male castrated prior to development of secondary sexual characteristics Stag: a male castrated after development of secondary sexual characteristics Cow: a female that has given birth Heifer: a young female that has not yet given birth Calf: a young bovine animal Polled: a beef animal that naturally lacks horns 1. What is the feed conversion ratio for cattle? a. 7 lbs. feed/1 lb. gain 2. About what % of water will a calf drink of its body weight in cold weather? a. 8% …and in hot weather? a. 19% 2. What is the average daily weight gain of a market steer? a. 2.0 – 4 lbs./day 3. What is the approximate percent crude protein that growing cattle should be fed? a. 12 – 16% 4. What is the most common concentrate in beef rations? a. Corn 5. What are three examples of feed ingredients used as a protein source in a ration? a. Cottonseed meal, soybean meal, distillers grain brewers grain, corn gluten meal 6. Name two forage products used in a beef cattle ration: a. Alfalfa, hay, ground alfalfa, leaf meal, ground grass 7. What is the normal temperature of a cow? a. 101.0°F 8. The gestation period for a cow is…? a. 285 days (9 months, 7 days) 9. How many stomachs does a steer have? Name them. a. 4: Rumen, Omasum, Abomasum, and Reticulum 10. -

Report Name: Livestock and Products Semi-Annual
Required Report: Required - Public Distribution Date: March 06,2020 Report Number: AR2020-0007 Report Name: Livestock and Products Semi-annual Country: Argentina Post: Buenos Aires Report Category: Livestock and Products Prepared By: Kenneth Joseph Approved By: Melinda Meador Report Highlights: Argentine beef exports in 2020 are projected down at 640,000 tons carcass weight equivalent as lower prices and animal and human health issues generate negative trade dynamics. Lower exports will be reflected in marginal growth expansion of the domestic market in 2020. FAS/USDA has changed the conversion rates for Argentine beef exports. THIS REPORT CONTAINS ASSESSMENTS OF COMMODITY AND TRADE ISSUES MADE BY USDA STAFF AND NOT NECESSARILY STATEMENTS OF OFFICIAL U.S. GOVERNMENT POLICY Conversion Rates: Due to continuing efforts to improve data reliability, the “New Post” trade forecasts reflect new conversion rates. Historical data revisions (from 2005 onward) will be published on April 9th in the Production, Supply and Demand (PSD) database (http://www.fas.usda.gov/psdonline). Beef and Veal Conversion Factors Code Description Conversion Rate* 020110 Bovine carcasses and half carcasses, fresh or chilled 1.0 020120 Bovine cuts bone in, fresh or chilled 1.0 020130 Bovine cuts boneless, fresh or chilled 1.36 020210 Bovine carcasses and half carcasses, frozen 1.0 020220 Bovine cuts bone in, frozen 1.0 020230 Bovine cuts boneless, frozen 1.36 021020 Bovine meat salted, dried or smoked 1.74 160250 Bovine meat, offal nes, not livers, prepared/preserve 1.79 -

Mexican Tripe Soup — Menudo (Pancita)
©MySliceofMexico.ca Mexican Tripe Soup — Menudo (Pancita) Ingredients 1 lb (454 g) beef stomach tripe, pre-cooked and bleached 2-3 beef feet, pre-cooked and deboned (optional) 2 tbsp fresh epazote, chopped (if available) ½ onion 1 clove garlic 6-8 cups water 1 cup roasted guajillo adobo (recipe follows) 2 bay leaves 1 tbsp dry oregano 1 tbsp salt, or to taste 1 can 25 oz (709 g) hominy corn (optional) To serve: Chopped onion limes Dry oregano Tostadas (crisped tortillas) or tortilla chips Thoroughly rinse beef tripe and feet (if using) under running water; they should be odorless and free of impurities. Cut into bite size pieces, and place in a pot with the chopped epazote (if not available, omit), and 2 cups of water. Bring to a boil, then simmer, covered, for about 20 minutes. At the end of this time, most of the water has been absorbed or evaporated. Add the onion and garlic, along with about four cups of hot water, or enough to cover all the ingredients. Let it simmer for another 30 minutes, until all the beef is tender. Pour roasted guajillo adobo in, season with salt, and let it simmer for another ten minutes. Add hominy (if using), bay leaves and oregano, and simmer for another ten minutes. Remove and discard onion, garlic and bay leaves. Serve with a side of tostadas, chopped onion and limes, along with extra oregano to sprinkle on top, to taste. ©MySliceofMexico.ca Roasted Guajillo Adobo Ingredients: 10 dry guajillo peppers ¼ medium onion, cut into large chunks 1 clove garlic, peeled 1 tsp salt, or to taste Boiling water Roast pepper on a dry iron skillet until crispy but not blackened. -

& Spring Rolls Egg Rolls Sides &Add-Ons Pho Brunch
EGG ROLLS BRUNCH PHO SIDES &ADD-ONS & -served all day- (24 HR SLOW COOKED BEEF NOODLE SOUP) SPRING ROLLS Served with basil, bean sprout, yellow LEMONGRASS GRILLED BONE MARROW 10 (SERVED W/ BUTTERED PATE BAGUETTE) IMPERIAL FRIED EGG ROLLS (4) 5.50 STEAK & EGGS 17 L.E.'S SMOKED PORK BELLY BUN 5 onion, scallion, cilantro, jalapeño and lime Filet mignon (8oz), two sunny side up fried Oak smoked berkshire pork belly, lemongrass, Combination of crab, shrimp and pork BONE MARROW BOWL (WITH PHO BROTH) 5 served with lettuce, pickled daikon & carrot eggs and bone marrow buttered paté pickled daikon & carrot, yellow onion, scallion and baguette cilantro topped with sunny side up fried quail egg CREATE YOUR OWN 10 with spicy garlic fish sauce VIETNAMESE STYLE GRILLED CORN 4.50 CHICKEN & WAFFLE 11 GRILLED CHEESE PHO DIP 12 FILET MIGNON FATTY BRISKET (WITH SCALLION BUTTER) BUDDHA FRIED EGG ROLLS (4) 5.50 (FRI, SAT, SUN ONLY) Brisket, duck paté, truffle aioli, hoisin sauce, Combination of taro and tofu Pandan coconut milk Belgium waffle mozzarella cheese, basil, bean sprout, yellow LEAN BRISKET BEEF MEATBALL PHO BROTH (L/S) 6/4 served with lettuce, pickled daikon & carrot and fish sauce marinated fried chicken onion, scallion and cilantro served with a side of with spicy garlic fish sauce served with green tea syrup 24 hr simmered pho broth BEEF TENDON BEEF TRIPE BUTTERED PATÉ BAGUETTE 3.25 TOFU COMBINATION VERMICELLI NOODLE 3 PINEAPPLE SHRIMP SPRING ROLLS (2) 6.75 HAM & EGG CROISSANT 9.50 BONE-IN SHORT RIB CROISSANT 20 Shrimp, pineapple, basil, vermicelli, lettuce, Vietnamese ham, two sunny side up fried eggs, Bone-in beef short rib in sweet ginger Thai chili sauce, . -

(773) 847-9755 We Deliver! Catering for All Occasions
om nt.c ura esta DIN nter E IN • acalie CARRY OUT • www.tierr Catering For All Occasions (773) 847-9755 4070 S. Archer Ave. • Chicago, IL 60632 @TierraCalienteRestaurant @tierracalchi @tierracalientechi email: [email protected] We Deliver! DESAYUNOS / BREAKFAST ALL BREAKFAST SERVED WITH RICE, BEANS, POTATOES AND HANDMADE TORTILLAS. HUEVOS DIVORCIADOS ................................................................................ $ 6.95 Two sunny side eggs, one served in green sauce, other in red sauce. 2 HUEVOS ........................................................................................................ $ 7.95 Two eggs served sunny side up or scrambled with a side of bacon or jerky. HUEVOS RANCHEROS.................................................................................... $ 7.95 Two over easy eggs over fried tortillas topped with our house ranchero Sauce. HUEVOS ALA MEXICANA ............................................................................. $ 7.95 Scrambled eggs with grill onion, tomato and jalapenos. HUEVOS REVUELTOS .................................................................................... $ 7.95 Two scrambled eggs with choice of chorizo, ham, hot dog sausage or bacon. H uevo OMELET VEGETARIANO ............................................................................... $ 7.95 s Rancheros Mushrooms, spinach, bell pepper, onions and tomato (salsa ranchera optional). ASADA Y HUEVOS ......................................................................................... $10.95 -

The Global Beef Consumer a Diverse and Demanding Beast
The global beef consumer A diverse and demanding beast Scott Tolmie Market Intelligence Manager MLA’s remit • Research, Development and Adoption • Marketing Source of Levies – Primarily producers, along with government, processors and external partners Producer Levy $5 per head Marketing per transaction Grassfed ~45% of spend $5 per head per transaction Grainfed 20c per head Research & per transaction Sheep Development $1.50 per head per transaction Lamb ~55% of spend 37.7c per head per transaction Goat The global beef consumer A diverse and demanding beast Varied role of beef Across a range of countries, consumers reflect diversity in their protein consumption Consumer Health Availability Income Perceptions Culture/ Religion National Environmental History Considerations Competition Trade Policy Social Dietary Concerns Preferences Natural Place of Resources Origin Role of beef around the world • Long history of consumption in many markets • Constitutes a major dietary protein globally • Encompasses a wide range of products (low value offal to high value Wagyu cuts) • In many western countries often considered the “prime” meat • This role changes as we shift to Asia and the Middle East Source: OECD-FAO Role of beef around the world Beef as a % of Protein Consumption (excludes Seafood) 30% 28% 22% 18% 13% 10% 9% US Australia Japan EU Asia Saudi Arabia China Source: OECD-FAO Although consumers’ protein intake varies across the globe, their perceptions of proteins remain relatively consistent T H E S TA P L E THE CURIOSITY • Unfamiliar, occasional -

Cooking: Video A
Cooking: video A 3 chefs are invited to have lunch by another chef, Yves Rivoiron. On the menu: Specialities from Lyons. Pig’s trotters Oxtail And 'gras-double', which is ox tripe And a praline tart. Nathalie: "Hmm...that looks delicious, what is it?" Jean-Louis: "Well, what I’m making for you is oxtail simmered in tomatoes and shallots." Nathalie: "So what do you have to do first?" Jean-Louis: "First you cook the oxtail. So you stew the oxtail for three hours, three and a half hours. Because this takes time. You just simmer it gently. Until you hear the bubble bubble of the broth." Nathalie: "The what?" Jean-Louis: "The bubble bubble of the broth." Nathalie: "How does it go...?" Jean-Louis: "Really! Bubble bubble, right? There you are, a gentle simmering." Nathalie: "Hmm it does look really delicious!" Jean-Louis: "Oh it is delicious!" Nathalie: "What’s that?" Félix: "Now this is pig’s trotters, pork trotters. In English, 'pig's feet'. And we get it salted. You have to remove the salt first. Then you tie it up with strips of cloth. You cook it overnight and then you leave it to cool down. Which means that you need at least three days to prepare this dish." Nathalie: "Does it need fresh ingredients?" Félix:: "Of course. It needs fresh wholesome produce. This is free range pork, which is all we use. The things (ingredients) are very simple if you like, but they require a lot of time and work...and above all love." Nathalie: "Ah! You said love!" Félix: "That's what we like in Lyon. -

Digitaldine-In Food Menu.Pdf
the white house SOUP HEE PEOW TNG ........................................................... 12 Fish maw soup with homemade prawn balls, pig tripe and cabbage in chicken broth (Serves 1-2 persons) ITEK TIM ........................................................................... 16 Salted vegetables soup with duck, HEE PEOW TNG preserved plums and pickled mustard greens (Serves 1-2 persons) BAKWAN KEPITING ............................................. 16 Homemade minced pork & crab meat balls soup, served with mushroom & bamboo shoots (Serves 1-2 persons) STARTER SIGNATURE KUEH PIE TEE ............................. 18 Cripsy 'Top Hat' pastry cups served with shredded turnips, prawns, crabmeat and homemade chili dip SIGNATURE KUEH PIE TEE NGOH HIANG ................................................................ 16 Five-spiced marinated minced pork with prawn, water chestnuts and spring onions, wrapped in soy bean curd skin and deep-fried NYONYA OTAH OTAH ......................................... 16 Baked mackerel fish paste with nyonya herbs & spices, wrapped in banana leaves & served with coconut milk NGOH HIANG thehouseofindocafe.com whitehouse.indocafe indocafesg Prices stated are subjected to service charge and prevailing government tax the white house MEAT AYAM BUAH KELUAK ......................................... 24 All-time peranakan favourite braised chicken with black nuts and exotic spices Add-on: Buah keluak nut +3 KARI KAPITAN ............................................................. 21 Braised chicken in authentic -

Monitoring of Microbiological Quality in the Process of Production of Steak Tartare
Journal of Food and Nutrition Research (ISSN 1336-8672) Vol. 56, 2017, No. 4, pp. 318–325 Monitoring of microbiological quality in the process of production of steak tartare Ivana Regecová – PeteR tuRek – PavlIna JevInová – MonIka PIPová – Ján Mačanga Summary The aim of this study was to determine the level of microbial contamination (aerobic plate counts, counts of Escherichia coli, presence of Listeria monocytogenes and Salmonella enterica) during the production of a steak tartare. The results showed that total viable counts (TVC) ranged from 1.20 ± 0.00 log CFU·cm-2 to 2.90 ± 0.00 log CFU·cm-2 on the surface of tenderloin, and from 1.30 ± 0.01 log CFU·g-1 to 1.90 ± 0.02 log CFU·g-1 in its centre. After grinding and adding ingredients, a significant increase (p < 0.001) was observed in both the temperature (from 9.7 °C to 14.3 °C) and TVC of the final products (from 3.49 ± 0.01 log CFU·g-1 to 3.80 ± 0.02 log CFU·g-1). In steaks tartare stored at 4 °C, a significant decrease (p < 0.001) in TVC was determined. The counts of E. coli were below the detection limit (< 2.00 log CFU·g-1). No presence of S. enterica or L. monocytogenes was determined in any inspected sample. In terms of bacterial contamination, the results of this study demonstrate that the health risk of steak tartare to the consumer is minimal provided that all principles of good hygienic practice are kept to during its production. -

Metropolitan Stocked Beef Cuts
Metropolitan Stocked Beef Cuts R O RIB LOIN U CHUCK N D FLANK BRISKET Click on Beef Cut Section above, this will take you to stocked items for each cut. Click for Grinds Click for Grading and Brand Definitions GRADING and BRANDING SNAKE RIVER FARMS BRAND: Wagyu beef is highly sought after because of it's intense marbling and high percentage of oleaginous unsaturated fat. American-style kobe beef is the result of cross-breeding Japanese Wagyu cattle with continental breeds of cattle, resulting in a marbling that far exceeds the USDA standards. BLACK line of beef has a Japanese marbling score of 6-8, whereas the GOLD line's score is 9-12. Note: Wagyu beef grinds and patties imported from Australia is "Greg Norman Brand". USDA PRIME: Beef is produced from young, well-fed beef cattle. It has abundant marbling. Less than 2% of cattle harvested fall into this category. CERTIFIED ANGUS BEEF BRAND (CAB): Beef selected must adhere to 10 scientific specifications. Upper 2/3 of USDA Choice and above grade only allowed into the program. Modest or higher marbling. Consistent sizing, superior muscling, no dark cutters. To earn the Certified Angus Beef ® brand name, cattle must first be Angus-influenced, with a predominantly solid black coat. only 3 in 10 Angus cattle meet the CAB high standards. GRASS RUN FARMS BRAND: 100% grass-fed beef delivers less total fat, saturated fat, cholesterol and fewer calories to help support a healthy consumer diet. Raised with no antibiotics, hormones or growth promotants, 100% grass-fed beef is available in USDA Choice and Prime grades. -
What Is BEEF?
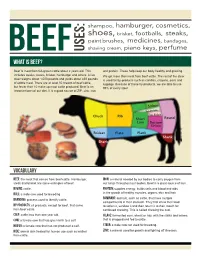
shampoo, hamburger, cosmetics, shoes, brisket, footballs, steaks, paint brushes, medicines, bandages, shaving cream, piano keys, BEEF USES: perfume What is BEEF? Beef is meat from full-grown cattle about 2 years old. This and protein. These help keep our body healthy and growing. includes steaks, roasts, brisket, hamburger and others. A live We get more than meat from beef cattle. The rest of the steer steer weighs about 1,000 pounds and yields about 450 pounds is used for by-products such as candles, crayons, paint and of edible meat. There are at least 50 breeds of beef cattle, luggage. Because of these by-products, we are able to use but fewer than 10 make up most cattle produced. Beef is an 99% of every steer. important part of our diet. It is a good source of ZIP: zinc, iron Sirloin Tenderloin Chuck Rib Top Sirloin Short Round Loin Bottom Sirloin Brisket Plate Flank Shank Shank VOCABULARY Beef: the meat that comes from beef cattle. Hamburger, Iron: a mineral needed by our bodies to carry oxygen from steak and brisket are some examples of beef. our lungs throughout our bodies. Beef is a great source of iron. Bovine: cattle. Protein: supplies energy, builds cells and blood and aids in the growth of healthy muscles, organs, skin and hair. Bull: a male cow used for breeding. Ruminant: animals, such as cattle, that have multiple Branding: process used to identify cattle. compartments in their stomach. They first chew their food By-Products: all products, except for beef, that come to soften it, swallow it and then return it to their mouth for from beef cattle. -
WAGYU BREEDERS HANDBOOK an Introduction to Wagyu
2018 WAGYU BREEDERS HANDBOOK An introduction to Wagyu. Pamela Armstrong, LVT Maple Row Stock Farm [email protected] www.Wagyupedia.com FOREWARD Many people consider Wagyu beef to be the most tender and flavorful beef in the World. The cattle used to make this beef are docile with good temperaments, and they are known for their intense intramuscular marbling, high fertility rates and calving ease traits. Why wouldn’t a cattle farmer want to raise Wagyu? The internet is flush with information about Wagyu, some of it is accurate and some of it is misleading. This handbook is designed to help breeders decide whether or not raising this breed is the right choice for them. Peer-reviewed journals and academic textbooks were used to create this handbook, and world-renowned Wagyu experts were consulted. There are good opportunities for producers who are informed, careful and realistic. There are many variances within the Wagyu breeds and bloodlines; as well as differences in short and long-fed animals, and results of feeding protocols. Wagyu are very special animals, they are considered a national treasure in Japan. I hope you enjoy and appreciate them as much as I do. Pam Armstrong, LVT © 2018 Pamela Armstrong, LVT Page 2 Table of Contents FOREWARD ................................................................................................................................................... 2 ORIGIN OF WAGYU ......................................................................................................................................