The Quality of Infrared Rotary Dried Terebinth (Pistacia Atlantica L.)-Optimization and Prediction Approach Using Response Surface Methodology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Review Article Five Pistacia Species (P. Vera, P. Atlantica, P. Terebinthus, P
Hindawi Publishing Corporation The Scientific World Journal Volume 2013, Article ID 219815, 33 pages http://dx.doi.org/10.1155/2013/219815 Review Article Five Pistacia species (P. vera, P. atlantica, P. terebinthus, P. khinjuk,andP. lentiscus): A Review of Their Traditional Uses, Phytochemistry, and Pharmacology Mahbubeh Bozorgi,1 Zahra Memariani,1 Masumeh Mobli,1 Mohammad Hossein Salehi Surmaghi,1,2 Mohammad Reza Shams-Ardekani,1,2 and Roja Rahimi1 1 Department of Traditional Pharmacy, Faculty of Traditional Medicine, Tehran University of Medical Sciences, Tehran 1417653761, Iran 2 Department of Pharmacognosy, Faculty of Pharmacy, Tehran University of Medical Sciences, Tehran 1417614411, Iran Correspondence should be addressed to Roja Rahimi; [email protected] Received 1 August 2013; Accepted 21 August 2013 Academic Editors: U. Feller and T. Hatano Copyright © 2013 Mahbubeh Bozorgi et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Pistacia, a genus of flowering plants from the family Anacardiaceae, contains about twenty species, among them five are more popular including P. vera, P. atlantica, P. terebinthus, P. khinjuk, and P. l e nti s c u s . Different parts of these species have been used in traditional medicine for various purposes like tonic, aphrodisiac, antiseptic, antihypertensive and management of dental, gastrointestinal, liver, urinary tract, and respiratory tract disorders. Scientific findings also revealed the wide pharmacological activities from various parts of these species, such as antioxidant, antimicrobial, antiviral, anticholinesterase, anti-inflammatory, antinociceptive, antidiabetic, antitumor, antihyperlipidemic, antiatherosclerotic, and hepatoprotective activities and also their beneficial effects in gastrointestinal disorders. -

The Ancient Near East Today
Five Articles about Drugs, Medicine, & Alcohol from The Ancient Near East Today A PUBLICATION OF FRIENDS OF ASOR TABLE OF CONTENTS “An Affair of Herbal Medicine? The ‘Special’ Kitchen in the Royal Palace of 1 Ebla” By Agnese Vacca, Luca Peyronel, and Claudia Wachter-Sarkady “Potent Potables of the Past: Beer and Brewing in Mesopotamia” By Tate 2 Paulette and Michael Fisher “Joy Plants and the Earliest Toasts in the Ancient Near East” By Elisa Guerra 3 Doce “Psychedelics and the Ancient Near East” By Diana L. Stein 4 “A Toast to Our Fermented Past: Case Studies in the Experimental 5 Archaeology of Alcoholic Beverages” By Kevin M. Cullen Chapter One An Affair of Herbal Medicine? The ‘Special’ Kitchen in the Royal Palace of Ebla An Affair of Herbal Medicine? The ‘Special’ Kitchen in the Royal Palace of Ebla By Agnese Vacca, Luca Peyronel, and Claudia Wachter-Sarkady In antiquity, like today, humans needed a wide range of medicines, but until recently there has been little direct archaeological evidence for producing medicines. That evidence, however, also suggests that Near Eastern palaces may have been in the pharmaceutical business. Most of the medical treatments documented in Ancient Near Eastern cuneiform texts dating to the 3rd-1st millennium BCE consisted of herbal remedies, but correlating ancient names with plant species remains very difficult. Medical texts describe ingredients and recipes to treat specific symptoms and to produce desired effects, such as emetics, purgatives, and expectorants. Plants were cooked, dried or crushed and mixed with carriers such as water, wine, beer, honey or milk —also to make them tastier. -

Assessment Report on Pistacia Lentiscus L., Resina (Mastic) Final
2 February 2016 EMA/HMPC/46756/2015 Committee on Herbal Medicinal Products (HMPC) Assessment report on Pistacia lentiscus L., resina (mastic) Final Based on Article 16d(1), Article 16f and Article 16h of Directive 2001/83/EC (traditional use) Herbal substance(s) (binomial scientific name of Pistacia lentiscus L., resina (mastic) the plant, including plant part) Herbal preparation(s) Powdered herbal substance Pharmaceutical form(s) Powdered herbal substance in solid dosage form for oral use Powdered herbal substance in semi-solid dosage form for cutaneous use Rapporteur(s) I Chinou Peer-reviewer M Delbò Official address Domenico Scarlattilaan 6 ● 1083 HS Amsterdam ● The Netherlands Address for visits and deliveries Refer to www.ema.europa.eu/how-to-find-us Send us a question Go to www.ema.europa.eu/contact Telephone +31 (0)88 781 6000 An agency of the European Union © European Medicines Agency, 2020. Reproduction is authorised provided the source is acknowledged. Table of contents Table of contents ................................................................................................................... 2 ABBREVIATIONS .................................................................................................................... 4 1. Introduction ....................................................................................................................... 6 1.1. Description of the herbal substance(s), herbal preparation(s) or combinations thereof . 6 1.2. Search and assessment methodology ................................................................. -

Nutritional, Chemical and Cooking Properties of Noodles Enriched With
a ISSN 0101-2061 (Print) Food Science and Technology ISSN 1678-457X (Online) DOI: https://doi.org/10.1590/fst.47120 Nutritional, chemical and cooking properties of noodles enriched with terebinth (Pistacia Terebinthus) fruits roasted at different temperatures Mehmet KÖTEN1* , Ahmet Sabri ÜNSAL2 Abstract This study aims to investigate the possible usages of terebinth as a functional additive in noodle formulation. For this purpose, raw terebinth and roasted terebinth in different temperatures (100 °C, 125 °C, 150 °C, 175 °C and 200 °C) were added to the formulation at rates of 0%, 10%, 20% and 30% to produce noodles. According to the results of this study, the use of terebinth in the noodle formulation decreased the amount of phytic acid in the noodles while it significantly increased the amount of ash, protein, fat, total dietary fiber, total phenolic content and antioxidant (p < 0.05). In the sensory analysis, the highest score in the context of general acceptances was obtained from the sample B1 which 10% terebinth roasted at 100 °C while the lowest score belonged to the sample F3 which 30% terebinth roasted at 200 °C was added. Keywords: noodles; noodle quality; terebinth (Pistacia terebinthus); functional food. Practical Application: Terebinth is recently reported to be a plant rich in antioxidant, phenolic, and tocopherol content. In this study, unroasted terebinth and roasted terebinth in different temperatures were added to the formulation at different rates to produce noodles, and terebinth’s effects on nutritional, chemical and cooking properties of noodle were evaluated. It has been concluded that the use of terebinth in noodle formulation increases especially nutritional properties (total dietary fiber, total phenolic content and antioxidant activity) and that terebinth can be a suitable component in noodle enrichment. -

ETHNOBOTANY of W NE As MEDICINE in the ANCIENT MEDITERRANEAN WORLD
THE ETHNOBOTANY of W NE as MEDICINE IN THE ANCIENT MEDITERRANEAN WORLD By Mark Plotkin, PhD, LHD “Wine [is] one of the oldest, perhaps the oldest, of all medicines.” –S.P. Lucia, MD (1963) Wine is not only one of humankind’s most ancient drinks, it also may be the first recorded medicine.1 It is not merely a beverage but has served as an analge- sic, antiseptic, menstruum (solvent), soporific (seda- tive), valuable economic commodity, water purifier, social lubricant, and even an inspiration. Wine is, for some, the ultimate creative juice. In fact, this author proposes that wine, and the wine grape (Vitis spp., Vitaceae) from which it is prepared, has played a greater role in the evolution of human society than any plant other than cereal grains. Many people associate the beginnings of wine culture with the Greeks and Romans of the ancient Mediterranean world. However, this is incorrect, both biologically and historically. “Catching a buzz” from alcohol from fermented fruits did not originate with the Greco-Roman world of 2,000 years ago and did not even begin with our own species. Alcohol consumption presumably predates the emergence of Homo sapiens by millions of years, since fermented fruits are known to be consumed by insects like bees, butterflies, and fruit flies, birds like cedar waxwings and robins, and mammals as diverse as bats, chimpan- zees, elephants, howler monkeys, and tree shrews.2,3 Undoubtedly, a complete list of animals that experi- ence altered states induced by alcohol from fermented Photo ©2021 Matthew Magruder fruit would be much longer. -

Thermal and Physical Properties Modelling of Terebinth Fruit (Pistacia Atlantica L.) Under Solar Drying
Vol. 61, 2015 (4): 150–161 Res. Agr. Eng. doi: 10.17221/45/2013-RAE Thermal and physical properties modelling of terebinth fruit (Pistacia atlantica L.) under solar drying M. Kaveh1, R. Amiri Chayjan1, M. Esna-Ashari2 1Department of Biosystems Engineering, Faculty of Agriculture, Bu-Ali Sina University, Hamedan, Iran 2Departments of Horticultural Sciences, Faculty of Agriculture, Bu-Ali Sina University, Hamedan, Iran Abstract Kaveh M., Chayjan Amiri R., Esna-Ashari M. (2015): Thermal and physical properties modelling of terebinth fruit (Pistacia atlantica L.) under solar drying. Res. Agr. Eng., 61: 150–161. A laboratory solar dryer was used to study terebinth fruit drying. Two solar collectors were adjusted in east-west direc- tions with the angle of 45°. Initial moisture content of terebinth fruit was dried under natural and forced airflow. In order to predict terebinth moisture content during drying process five mathematical models were used. Colour change and shrinkage of the terebinth samples were calculated. Results showed that the Page model had the best performance in moisture content prediction of terebinth samples. Effective moisture diffusivity of terebinth fruit was increased under forced convection. The lowest colour change and shrinkage of the samples in natural air flow condition were observed. Maximum rupture force and energy values were obtained at maximum airflow velocity. Models were fitted to the experimental data of physical, thermal and mechanical properties of terebinth fruit with high correlation coefficients. Keywords: thin layer; moisture diffusivity; shrinkage; colour; rupture energy Drying is a complex process including simulta- Terebinth (Pistacia atlantica L.) is one of the old neous heat and mass transfer and it can result in trees with a long life having small, round and dark significant changes in physical, thermal, and me- green fruit with many nutritional, medicinal and chanical properties of agricultural and food materi- industrial applications that grows in Iran. -
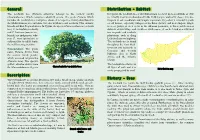
Tree of the Year 2005
General Distribution - Habitat The terebinth tree (Pistacia atlantica) belongs to the cashew family In Cyprus, the terebinth tree is distributed from sea level up to an altitude of 1500 (Anacardiaceae), which comprises about 60 genera. The genus Pistacia, which m. Usually, it occurs in abandoned fields, field margins and rocky slopes; it is also includes the terebinth tree, comprises about eleven species, mainly distributed in frequent in oak woodlands and maquis vegetation. Very often it is found in yards the Mediterranean area and Asia, but also in Mexico and southern USA, Atlantic of old houses, especially villages of the Pafos district, and near chapels. Single Islands and East Tropical Africa. In Cyprus, the species Pistacia atlantica (terebinth trees or groups of trees occur in the Akamas peninsula, in Pafos and Lemesos tree), P. terebinthus (terebinth) districts, at Kiti village and elsewhere. Furthermore, it can be found as a cultivated and P. lentiscus (mastic tree, tree in parks and roadside lentisk) are indigenous, whe- plantations, such as along reas P. vera (pistachio) is Lefkosia-Lemesos highway. cultivated for its edible fruits, The terebinth tree is found the well known pistachios. throughout the East Medi- terranean and eastwards to Nomenclature: The genus Caucasus and western name, Pistacia, derives from Pakistan, also in North the ancient Greek pistaki, Africa and the Atlantic which was used for pistachio islands. (Pistacia vera). The specific epithet, atlantica, derives from The terebinth tree thrives in the Atlas mountains in Algeria. Characteristic terebinth tree all types of soils and it is easily propagated by seed. Distribution map Description The terebinth tree is a robust deciduous tree with a broad crown, which can reach History - Uses a height of 15 m. -

Pistacia Terebinthus) Plant and Physicochemical Properties of the Biodiesels
International Journal of Computational and Experimental Science and ENgineering (IJCESEN) Vol. 6-No.1 (2020) pp. 29-34 http://dergipark.org.tr/en/pub/ijcesen Copyright © IJCESEN ISSN:2149-9144 Research Article Alkaline and Acidic Biodiesel Production from oily Seeds of Terebinth (Pistacia terebinthus) plant and Physicochemical Properties of the Biodiesels İhsan EKİN* Department of Energy Systems Engineering, Faculty of Engineering, Şırnak University, Şırnak, Turkey * Corresponding Author:[email protected] ORCID: 0000-0002-3682-9756 Article Info: Abstract: DOI:10.22399/ijcesen.659068 The objective of the paper is to evaluate the physicochemical properties of the Received : 13 December 2019 biodiesel produced by alkaline and acidic transesterifications of seed oil of wild Accepted : 13 March 2020 Terebinth (Pistacia terebinthus) plant from Şırnak province. The terebinth tree is widely distributed in Şırnak province and its oily seeds are consumed mostly as Keywords snack by local people. Transesterification is the process of exchanging the alkyl groups of an oil or fat with the methyl groups from short-chain alcohols Alkaline and acidic biodiesel (methanol) in the presence of an acidic, alkaline or enzymatic catalyst. The Terebinth seed results of the alkaline and acidic biodiesels from terebinth oil were as follows: Pistacia terebinthus 2 Şırnak. the kinematic viscosity of the alkaline biodiesel was found to be 4.88 mm /s (40 °C), density 0.8644 g/cm3 (15 °C), the flashpoint 134 °C, calorific value 38.250 (kJ/kg), cetane number 41 and a water content <250 mg/kg. The acidic biodiesel had a kinematic viscosity of 5.14 mm2/s (40 °C), the density of 0.8907 g/cm3 (15 °C), a flashpoint of 195 °C, the calorific value of 36.300 (kJ/kg), the cetane number of 34, and the water content of <250 mg/kg. -

Ancient Egyptian Herbal Wines
Ancient Egyptian herbal wines Patrick E. McGoverna,1, Armen Mirzoianb, and Gretchen R. Halla aMuseum Applied Science Center for Archaeology, University of Pennsylvania Museum of Archaeology and Anthropology, Philadelphia, PA 19104; and bScientific Services Division, Alcohol and Tobacco Tax and Trade Bureau, U.S. Treasury, Beltsville, MD 20705 Edited by Ofer Bar-Yosef, Harvard University, Cambridge, MA, and approved February 23, 2009 (received for review November 17, 2008) Chemical analyses of ancient organics absorbed into pottery jars these properties by preparing ‘‘medicinal wines’’ and external salves in from the beginning of advanced ancient Egyptian culture, ca. 3150 which the plant products were dissolved or decocted in alcoholic media. B.C., and continuing for millennia have revealed that a range of At present, the earliest biomolecular archaeological evidence for natural products—specifically, herbs and tree resins—were dis- plant additives in fermented beverages dates from the early Neo- pensed by grape wine. These findings provide chemical evidence lithic period in China (8) and the Middle East (9), when the first for ancient Egyptian organic medicinal remedies, previously only plants and animals were taken into domestication and provided the ambiguously documented in medical papyri dating back to ca. 1850 basis for complex society and permanent settlement. Possibilities B.C. They illustrate how humans around the world, probably for for extending the evidential base back into the Paleolithic period are millions of years, have exploited their natural environments for limited by the lack of containers, which were probably made from effective plant remedies, whose active compounds have recently perishable materials, such as wood, leather, or woven textiles. -

Some Engineering Properties of Peanut and Kernel
Journal of Food Engineering 79 (2007) 810–816 www.elsevier.com/locate/jfoodeng Some engineering properties of peanut and kernel C. Aydin Faculty of Agriculture, Department of Agricultural Machinery, University of Selc¸uk, 42250 Konya, Turkey Received 25 November 2005; accepted 28 February 2006 Available online 19 April 2006 Abstract Some physical properties of peanut fruit and kernel were evaluated as functions of moisture content. At the moisture content of 4.85% d.b. the average length, thickness, width, geometric mean diameter, sphericity, unit mass and volume of peanut fruits were 44.53 mm, 15.71 mm, 16.68 mm, 23.00 mm, 51.60%, 2.16 g and 5.17 cm3, respectively. Corresponding values for kernel at the moisture content of 6.00% d.b. were 20.95 mm, 8.80 mm, 10.44 mm, 12.60 mm, 57.05%, 1.063 g and 1.14 cm3, respectively. Studies on re-wetted peanuts showed that the bulk density decreased from 243 to 184 kg/m3, the true density, projected area, and terminal velocity increased from 424 to 545 kg/m3, 4.88 to 6.85 cm2 and 7.25 to 7.93 m/s, respectively as the moisture content increased from 4.85% to 32.00% d.b.; for the kernel, the corresponding values changed from 581 to 539 kg/m3, 989 to 1088 kg/m3, 1.53 to 2.09 cm2 and 7.48 to 8.06 m/s, respectively as the moisture content increased. The rupture strength of peanut and kernel decreased as moisture content increased. The dynamic coefficient of friction varied from 0.30 to 0.73 for peanut, and from 0.22 to 0.63 for kernel over different structural surface as the moisture content increased from 4.85% to 32.00% d.b. -

(Pistacia Terebinthus L.) Growing Wild in Turkey
Turkish Journal of Science & Technology Volume 10(1), 49-57, 2015 Characterization of Extracted Oil from Seeds of Terebinth (Pistacia Terebinthus L.) Growing Wild in Turkey *F. KAYA1, A. ÖZER1 1Department of Chemical Engineering, Faculty of Engineering, Firat University, 23279 Elazig, Turkey. *[email protected] (Received: 15.01.2015; Accepted: 27.03.2015) Abstract In this study for which terebinth seeds obtained from Elazığ were used and the obtained oil physical/chemical properties are investigated. Because these properties are quite effective on oil quality. At first the composition of terebinth was determined in terms of nutritional elements (crude oil, crude protein, crude cellulose, etc.). According to soxhlet method, it was determined that terebinth seeds included 47% (w/w) oil. Some physical and chemical properties of oil samples such as free acidity, peroxide value, saponification number, iodine number, quantity of unsaponifiable matter, sediment, viscosity, specific gravity and refraction point were defined by using various types of solvents. It was concluded that the terebinth oil extracted with petroleum ether was different in terms of peroxide value and it was not sufficient when compared to oil samples obtained by other solvents. Finally, oil acidity composition was determined by using GC-FID and it was confirmed that terebinth oil was composed of about 74% unsaturated fatty acids and 26% saturated fatty acids. Through mean values, it was determined that terebinth oil included 45.8% oleic, 23.93% linoleic (ω-6), 0.47% linolenic (ω-3), 3.78% palmitoleic, 24.27% palmitic and 1.7% stearic acid. Oleic acid, linoleic acid and palmitic acid were considered as main fatty acids of terebinth oil. -

Determination of Quercetin in Medicinal Plants Such As Rose
Asian Journal of Chemistry; Vol. 24, No. 8 (2012), 3396-3400 Determination of Quercetin in Medicinal Plants Such as Rose Hip (Rosa canina), Bettle (Urtica dioica), Terebinth (Terebinthina chica) and Purslane (Portulace oleracea) using HPLC-MS Method 1 2 3,* CEMILE OZCAN , YUSUF DILGIN and MEHMET YAMAN 1Department of Chemistry, Science and Arts Faculty, Kirklareli University, Kirklareli, Turkey 2Department of Chemistry, Science and Arts Faculty, Canakkale Onsekiz Mart University, Canakkale, Turkey 3Chemistry Department, Sciences Faculty, Firat University, Elazig, Turkey *Corresponding author: Fax: +90 424 2330062; Tel.: +90 424 2370000/3684; E-mail: [email protected]; [email protected] (Received: 1 July 2011; Accepted: 6 March 2012) AJC-11151 A simple and rapid high performance liquid chromatography-mass spectrometry (HPLC-MS) method was developed for the determination of quercetin in four plants and fruits samples which are rose hip (Rosa canina), nettle (Urtica dioica), terebinth (Terebinthina chica) and purslane (Portulace oleracea). For this purpose, flow rate of mobile phase, fragmentor potential, injection volume and column temperature were optimized as 0.6 mL min-1, 140 V, 5 µL and 30 ºC, respectively. While the average recoveries were found at least 90 %, limit of detection and limit of quantification were found to be 0.1 and 0.4 mg L-1, respectively. The relative standard deviation for retention time and peak area of 25 mg L-1 quercetin was found to be 2.4 % and 3.5 %, respectively. The optimized method was successfully applied to determination of quercetin in the plant and fruits samples after their extraction with a mixture of HCl, methanol and ascorbic acid.