Mazda Miata Roll Cage
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Steel Structure Damage Analysis
SteelStructure DamageAnalysis Textbook Version:13.3 ©2011-2013Inter-IndustryConferenceonAutoCollisionRepiar DAM12-STMAN1-E Thispageisintentionallyleftblank. Textbook SteelStructureDamageAnalysis Contents Introduction..............................................................................................................................7 ObligationsToTheCustomerAndLiability.......................................................................... 7 Module1-VehicleStructures................................................................................................13 TypesOfVehicleConstruction........................................................................................... 13 TheCollision...................................................................................................................... 15 AnalyzingVehicleDamage................................................................................................ 18 AnalyzingVehicleDamage(con't)..................................................................................... 20 MeasuringForDamageAnalysis.........................................................................................25 ModuleWrap-Up............................................................................................................... 33 Module2-StructuralDamageAnalysis.................................................................................37 GeneralRepairConsiderations........................................................................................... 37 -

Modeling and Analysis of a Composite B-Pillar for Side-Impact Protection of Occupants in a Sedan
MODELING AND ANALYSIS OF A COMPOSITE B-PILLAR FOR SIDE-IMPACT PROTECTION OF OCCUPANTS IN A SEDAN A Thesis by Santosh Reddy Bachelor of Engineering, VTU, India, 2003 Submitted to the College of Engineering and the faculty of Graduate School of Wichita State University in partial fulfillment of the requirements for the degree of Master of Science May 2007 MODELING AND ANALYSIS OF A COMPOSITE B-PILLAR FOR SIDE-IMPACT PROTECTION OF OCCUPANTS IN A SEDAN I have examined the final copy of thesis for form and content and recommend that it be accepted in partial fulfillment of the requirements for the degree of Master of Science, with a major in Mechanical Engineering. __________________________________ Hamid M. Lankarani, Committee Chair We have read this thesis and recommend its acceptance ___________________________________ Kurt soschinske, Committee Member ___________________________________ M.Bayram Yildirim, Committee Member ii DEDICATION To My Parents & Sister iii ACKNOWLEDGEMENTS I would like to express my sincere gratitude to my graduate advisor, Dr. Hamid M. Lankarani, who has been instrumental in guiding me towards the successful completion of this thesis. I would also like to thank Dr. Kurt Soschinske and Dr. M. Bayram Yildirim for reviewing my thesis and making valuable suggestions. I am indebted to National Institute for Aviation Research (NIAR) for supporting me financially throughout my Master’s degree. I would like to acknowledge the support of my colleagues at NIAR, especially the managers Thim Ng, Tiong Keng Tan and Kim Leng in the completion of this thesis. Special thanks to Ashwin Sheshadri, Kumar Nijagal, Arun Kumar Gowda, Siddartha Arood, Krishna N Pai, Anup Sortur, ShashiKiran Reddy, Sahana Krishnamurthy, Praveen Shivalli, Geetha Basavaraj, Akhil Kulkarni, Sir Chin Leong, Evelyn Lian, Arvind Kolhar in encouragement and suggestions throughout my Masters degree. -

The Importance of Rear Pillar Geometry on Fastback Wake Structures. Joshua Fuller
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Loughborough University Institutional Repository The importance of rear pillar geometry on fastback wake structures. Joshua Fuller. Martin A Passmore (Corresponding Author) Department of Aeronautical and Automotive Engineering, Stewart Miller Building, Loughborough University, Leicestershire, LE11 3TU, UK Tel; +44 (0)1509 227264 Fax: +44 (0)1509 227 275 [email protected] The wake of a fastback type passenger vehicle is characterised by trailing vortices from the rear pillars of the vehicle. These vortices strongly influence all the aerodynamic coefficients. Working at model scale, using two configurations of the Davis model with different rear pillar radii, (sharp edged and 10mm radius) the flow fields over the rear half of the models were investigated using balance measurements, flow visualisations, surface pressure and PIV (Particle Image Velocimetry) measurements. For a small geometry change between the two models, the changes to the aerodynamic loads and wake flow structures were unexpectedly large with significant differences to the strength and location of the trailing vortices in both the time averaged and unsteady results. The square edged model produced a flow field similar to that found on an Ahmed model with a sub-critical backlight angle. The round edged model produced a flow structure dominated by trailing vortices that mix with the wake behind the base of the model and are weaker. This flow structure was more unsteady than that of the square edged model. Consequently, although both models can be described as having a wake dominated by trailing vortices, there are significant differences to both the steady state and unsteady flow fields that have not been described previously. -

United States District Court District of Maine Caryl E
Case 1:06-cv-00069-JAW Document 97 Filed 03/28/08 Page 1 of 25 PageID #: 1123 UNITED STATES DISTRICT COURT DISTRICT OF MAINE CARYL E. TAYLOR, individually and ) as personal representative of the estate of ) MARK E. TAYLOR, ) ) Plaintiff ) ) v. ) Civ. No. 06-69-B-W ) FORD MOTOR COMPANY, ) ) Defendant ) RECOMMENDED DECISION ON DEFENDANT'S MOTION FOR SUMMARY JUDGMENT Caryl Taylor contends that her deceased husband's 2002 Ford F-250 Super Cab pickup truck was defectively designed and that her husband would likely have survived a roll-over event but for alleged defects in the roof and door assemblies. Ms. Taylor never designated a automotive engineer or other design expert to support her claim of design defect. Ford Motor Company argues that this omission calls for judgment in its favor as a matter law and has filed a motion for summary judgment to that effect (Doc. No. 43). The Court referred the motion to me for a recommended decision and based on my review I recommend that the Court grant the motion, in part, based on certain concessions made by Taylor, but not as to the chief contention Ford makes with respect to the need for Taylor to have her own design expert. Facts The following facts are material to the summary judgment motion. They are drawn from the parties' statements of material facts in accordance with Local Rule 56. See Doe v. Solvay Case 1:06-cv-00069-JAW Document 97 Filed 03/28/08 Page 2 of 25 PageID #: 1124 Pharms., Inc., 350 F. Supp. -

1960-72 Ford Galaxie Catalog
THE BEST 80/20 RAYON/NYLON CARPET! Here at Concours Parts we only offer the highest quality 80/20 rayon/nylon carpet on the market Dimmer today. The heel pad is manufactured to original Switch specifications. Correct style dimmer switch Grommet grommet, when applicable. “OEM STYLE” Heel Pad Please specify YEAR and BODY CODE when ordering. Chose from the colors shown below. T T +1960/1972 Front & rear carpet . 214.95 E E P P 13000-JUTE 3’ x 5’ Standard Jute padding . .pc. 17.95 R R A A P17 Spray Adhesive . .16 oz. 24.95 C C See inside the back cover for our Ultimate Heat and Noise Reduction Kit. The perfect add on kit for anyone who wants to keep heat and road noise to a minimum! CARPET COLORS AVAILABLE FOR YOUR VEHICLE! A 25% Re-Stocking Fee will be applied to any carpet returned for reasons other than defect! Please Note: Due to printing variation, these colors may appear different than actual color. + = Oversized or Special shipping + = Oversized or Special shipping UPHOLSTERY 3 ACCESSORIES-RADIO 12 Dear Ford Owner, WHEELS-SPARE TIRE 15 I As the owner of Concours Parts & Accessories, I would like BRAKES 16 I N to tell you a little bit about the company & the people who are N T here to help you buy the parts you need, or answer any FRT. SUSPENSION-STEERING 19 T R technical questions you may have. On a personal note, 2016 R DIFFERENTIAL-DRIVE SHAFT 25 marks my 59th year of selling Ford parts. Since 1957 I have O O worked in & managed Parts Departments in California Ford FRONT & REAR SPRINGS D 26 D Dealerships. -

2020 Annual Report Contents
2020 ANNUAL REPORT CONTENTS STRATEGIC REPORT CORPORATE GOVERNANCE Highlights 1 Board of Directors and Executive Committee 41 Our Global Footprint 2 Executive Chairman’s Introduction 45 Executive Chairman’s Statement 4 to Governance Chief Executive Officer’s Statement 6 Governance Report 46 Business Model 10 Nomination Committee Report 54 Aston Martin and the Luxury Market 12 Audit and Risk Committee Report 56 Strategy 14 Directors’ Remuneration Report 63 Key Performance Indicators 16 Directors’ Report 79 People and Stakeholder Engagement 18 Statement of Directors’ Responsibilities 85 Responsibility 24 Chief Financial Officer’s Statement 28 FINANCIAL STATEMENTS Group Financial Review 29 Independent Auditor’s Report 87 Risk and Viability Report 33 Consolidated Financial Statements 96 Notes to the Financial Statements 101 ASTON MARTIN* Company Statement of Financial Position 146 Company Statement of Changes in Equity 147 IS ONE OF THE WORLD’S Notes to the Company Financial Statements 148 MOST ICONIC LUXURY Shareholder Information 150 COMPANIES FOCUSED ON THE DESIGN, ENGINEERING AND MANUFACTURE OF HIGH LUXURY CARS * Aston Martin Lagonda Global Holdings plc. References to ”Company”, ”Group”, ”we”, ”us”, ”our”, ”Aston Martin” and other similar terms are to Aston Martin Lagonda Global Holdings plc and its direct and indirect subsidiaries. HIGHLIGHTS 1 3 4 AGGRESSIVE DE-STOCK NEW LEADERSHIP IN TRANSFORMATIVE OF DEALER INVENTORY PLACE TO DRIVE TECHNOLOGY TURNAROUND AND AGREEMENT WITH DEALER GT/SPORTS GROWTH MERCEDES-BENZ AG INVENTORY MORE THAN -

Sau1301 Automotive Chassis
SCHOOL OF MECHANICAL ENGINEERING DEPARTMENT OF AUTOMOBILE ENGINEERING SAU1301 AUTOMOTIVE CHASSIS 1 UNIT I - INTRODUCTION 2 Unit-1 1. Introduction: ➢ The power developed inside the engine cylinder is ultimately transmitted to the driving wheels so that the motor vehicle can move on the road. This mechanism is called power transmission. ➢ It consists of clutch, gearbox, universal joint, propeller shaft, final drive, and axle shaft. General arrangement of power transmission system (or) front engine rear wheel drive: ➢ Fig (1) shows that layout of the front engine rear wheel drive. 3 ➢ Power is produced i n s i d e the engine cylinder transmitted to flywheel through crankshaft. ➢ Clutch is conduct with flywheel to engage and disengage drive from the engine to gearbox. ➢ Gearbox consists of s set of gears to change the speed. ➢ The power is transmitted from the gearbox to the propeller shaft through the universal joint and then to the differential through another universal joint. ➢ Finally, the power is transmitted to the rear wheels through the rear axles. Front engine front wheel drives: Fig (2): shows that layout of the front engine front wheel drive. ➢ In this drive the clutch, gear box, differential is arranged in a common housing. ➢ In this arrangement there is no need of separate long propeller shaft for transmitting power to the rear wheels. ➢ Because the engine power is transmitted only for front wheels alone. ➢ Rear axle is dead axles, when front wheels are rolling with power and rear wheels are freely move in the direction of front wheels. 4 Rear Engine rear wheel drive: Fig (3): shows that layout of the rear engine front wheel drive. -

Purpose Design for Electric Cars Parameters Defining Exterior Vehicle Proportions
Purpose Design for Electric Cars Parameters Defining Exterior Vehicle Proportions Martin Luccarelli1, Dominik Tobias Matt2, Pasquale Markus Lienkamp 2 Russo Spena Chair of Automotive Technology, Department of 1Faculty of Design and Art, 2Faculty of Science and Mechanical Engineering, TU Munich. Technology, Free University of Bozen-Bolzano. Boltzmannstrasse 15, 85748 Garching, Germany. Piazza Università 1, 39100 Bolzano, Italy. Corresponding author: [email protected] Abstract—Vehicle architecture is expected to change in the next conventional vehicles (best selling cars, vehicles of the same years with the introduction of new electric drivetrain systems, market segment, or cars displaying similar features). but the evolution of car exterior proportions is still uncertain. For this reason, an investigation on purpose design for future This paper is divided into three sections. The first one electric vehicles is presented. Current trends in automotive briefly presents the method proposed by Luccarelli et al. [1] design and new challenges in optimized positioning of electric used to analyze car proportions in commercial vehicles. In the components in car architecture are examined. Using the wheel second section, alternative vehicle proportions are defined by size as key reference to measure car proportions, traditional and this method and compared with those of some conventional electric vehicles are compared to each other to study the impact vehicles used as references. The third part deals with the of electrification on automotive design. Some relationships discussions and conclusions. between vehicle packaging and exterior design evolution in future alternative cars are identified. II. METHODS Keywords—vehicle proportions; alternative vehicles; When looking at a car the eyes of the viewer operate an automotive design aesthetic decomposition, recognizing car body and wheels as main elements in terms of color, trim, and shape. -

Body Vehicle Design Process
Appendix A Body Vehicle Design Process The purpose of this appendix is to provide the reader with an overview of product development technology and, in particular, of the role that computers play in it. To keep the size of this appendix within reasonable limits, our attention is concen- trated on the car body only. The reason for this choice is that the car body has some peculiar aspects and features that make it different from that of the other car subsystems, since the body is designed keeping in mind not only its technical characteristics and production technologies, but also the aesthetic characteristics of its ‘style’, which plays a fun- damental role in determining the commercial success of a car. From a technical standpoint, a conventional steel body includes the body shell and trimming which are primarily made by thin-wall elements, whose external surface performs usually aesthetic functions; this fact alone justifies peculiar engineering techniques. These thin sheet elements of complex shape required the development of particular representation rules, that are different from those used for mechanical components (engine, transmission, suspensions, etc.), and that are limited to a few views and sections, aimed to keep the representation as simple as possible. A further specific characteristic is related to the high capital investments needed to mass produce the vehicle body, with respect to its relatively short production life, usually limited to a few years. The body shell and trimming are totally revised at each new model launch, i.e. every 5 ÷ 7 years on average, and this contrasts with what happens with many other components, invisible to the customer, that may be reused with only incremental improvements on next generation models. -
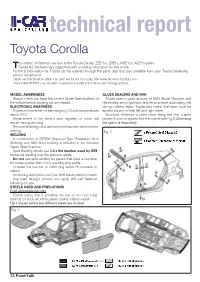
Technical Report Toyota Corolla
technical report Toyota Corolla his edition of Paneltalk we look at the Toyota Corolla. ZZE150, ZRE15, NDE150, ADE15 series TToyota NZ has been very supportive with providing information for this article. Technical information for Toyota can be ordered through the parts dept and also available from your Toyota Dealership service department Other Technical information can also be found from pay site www.techinfo.toyota.com The I-CAR POP01 course also covers the Corolla and Camry sectioning options. MODEL AWARENESS GLUES SEALERS AND NVH Always check you have the correct Model Specifications of Toyota uses a good amount of NVH (Noise Vibration and the vehicle before carrying out any repairs. Harshness) semi rigid foam and recommends duplicating this ELECTRONIC AWARNESS during collision repair, Toyota also notes; that foam must be Toyota recommends not exposing any ECUs to temperatures applied equally to both left and right sides. above 80*C. Structural Adhesive is used when fitting the rear quarter Replacement of the driver’s door regulator or motor will panels; this is not applied to the full panel (see Fig 2) (Checking require reprogramming. the specs is important) Remove all airbags and seat belt pretensioners when electric welding. Fig. 2 WELDING A combination of STRSW (Squeeze Type Resistance Spot Welding) and MIG Steel welding is included in the Collision Repair Specifications. Spot Welding should use 1.3 x the number used by OEM and avoid welding over the previous welds. Do not use spot welding for panels that have a combined thickness greater than 3mm, use Mig plug welds. Increase the number of OEM plug welds (% increase not stated). -

Are General Sectioning Guidelines Still
PanelTalk JULY / AUGUST 2010 ARE GENERAL SECTIONING GUIDELINES STILL APPLICABLE? It has been over That research resulted in a list of general The first question to consider is; are there twenty years sectioning guidelines for repair facilities to areas on late-model vehicles that would consider as a subjective business decision even qualify for general sectioning guidelines since the original for partial replacement. Many things have given all of this criteria? In other words, I-CAR research changed over the years that have affected are there parts that have smooth and the general sectioning guidelines. However, continuous areas that are not located in a on structural nothing has had more of an impact as the collapse zone or near a mounting location, sectioning. increased use of advanced high-strength have no holes larger than 3 mm, are void of steel (AHSS) and vehicle maker design any reinforcements, and have no compound technology. shapes or structures? The number of vehicles being built today with areas that This article will address general sectioning meet all of these requirements is minimal, at guidelines, reinforce the necessity to follow the best. Let’s examine a few of these criteria vehicle makers’ recommendations, examine and relate them to today’s vehicles and then the effect AHSS and design technologies add some additional considerations into are having on the decision process, and the mix; vehicle maker recommendations, hopefully answer the question: are general advanced high-strength steel (AHSS), and sectioning guidelines still applicable? One location and design intent. thing is for sure, the number of collision damage situations that would even qualify Uniform Areas and for general sectioning guidelines is getting Compound Shapes or Structures lower and lower each and every year. -

U.S. Department of Transportation
TP-201U-02 January 2016 U.S. DEPARTMENT OF TRANSPORTATION NATIONAL HIGHWAY TRAFFIC SAFETY ADMINISTRATION LABORATORY TEST PROCEDURE FOR FMVSS No. 201U Occupant Protection in Interior Impact -Upper Interior Head Impact Protection- ENFORCEMENT Office of Vehicle Safety Compliance Mail Code: NEF-240 1200 New Jersey Ave., SE Washington, DC 20590 TP-201U-02 OVSC LABORATORY TEST PROCEDURE NO. 201U TABLE OF CONTENTS PAGE 1. PURPOSE AND APPLICATION ........................................................................................... 3 2. GENERAL REQUIREMENTS ............................................................................................... 4 3. SECURITY ............................................................................................................................ 5 4. GOOD HOUSEKEEPING ..................................................................................................... 5 5. TEST SCHEDULING AND MONITORING............................................................................ 6 6. TEST DATA DISPOSITION .................................................................................................. 6 7. GOVERNMENT FURNISHED PROPERTY (GFP) ............................................................... 7 8. CALIBRATION OF TEST INSTRUMENTS ........................................................................... 7 9. PHOTOGRAPHIC DOCUMENTATION ................................................................................ 9 10. DEFINITIONS ......................................................................................................................