Portable Milling Reference Guide V1.1 Created by Ian Hanna, Northwest Natural Resource Group Phone:360-379-9421, Email:[email protected], Web
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Chainsaw Safety
QUICK CARDTM Chainsaw Safety Operating a chainsaw can be hazardous. Potential injuries can be minimized by using proper personal protective equipment and safe operating procedures. Before Starting a Chainsaw • Check controls, chain tension, and all bolts and handles to ensure that they are functioning properly and that they are adjusted according to the manufacturer’s instructions. • Make sure that the chain is always sharp and that the oil tank is full. • Start the saw on the ground or on another firm support. Drop starting is never allowed. • Start the saw at least 10 feet from the fueling area, with the chain’s brake engaged. Fueling a Chainsaw • Use approved containers for transporting fuel to the saw. • Dispense fuel at least 10 feet away from any sources of ignition when performing construction activities. No smoking during fueling. • Use a funnel or a flexible hose when pouring fuel into the saw. • Never attempt to fuel a running or HOT saw. Chainsaw Safety • Clear away dirt, debris, small tree limbs and rocks from the saw’s chain path. Look for nails, spikes or other metal in the tree before cutting. • Shut off the saw or engage its chain brake when carrying the saw on rough or uneven terrain. • Keep your hands on the saw’s handles, and maintain balance while operating the saw. • Proper personal protective equipment must be worn when operating the saw, which includes hand, foot, leg, eye, face, hearing and head protection. • Do not wear loose-fitting clothing. • Be careful that the trunk or tree limbs will not bind against the saw. -

Active Extensional Faults in the Central-Eastern Iberian Chain, Spain
ISSN (print): 1698-6180. ISSN (online): 1886-7995 www.ucm.es/info/estratig/journal.htm Journal of Iberian Geology 38 (1) 2012: 127-144 http://dx.doi.org/10.5209/rev_JIGE.2012.v38.n1.39209 Active extensional faults in the central-eastern Iberian Chain, Spain Fallas activas extensionales en la Cordillera Ibérica centro-oriental J.L. Simón*, L.E. Arlegui, P. Lafuente, C.L. Liesa Dpt. Ciencias de la Tierra, Facultad de Ciencias, Universidad de Zaragoza, c/ Pedro Cerbuna 12, E-50009 Zaragoza, Spain [email protected], [email protected], [email protected], [email protected] *Corresponding author Received: 27/06/2011 / Accepted: 29/02/2012 Abstract Among the conspicuous extensional structures that accommodate the onshore deformation of the Valencia Trough at the central- eastern Iberian Chain, a number of large faults show evidence of activity during Pleistocene times. At the eastern boundary of the Jiloca graben, the Concud fault has moved since mid Pliocene times at an average rate of 0.07-0.08 mm/y, while rates from 0.08 to 0.33 mm/y have been calculated using distinct stratigraphic markers of Middle to Late Pleistocene age. A total of nine paleoseisms associated to this fault have been identified between 74.5 and 15 ka BP, with interseismic periods ranging from 4 to 11 ka, estimated coseismic displacements from 0.6 to 2.7 m, and potential magnitudes close to 6.8. The other master faults of the Jiloca graben (Ca- lamocha and Sierra Palomera faults) have also evidence of Pliocene to Late Pleistocene displacement, with average slip rates of 0.06 and 0.11-0.15 mm/y, respectively. -

Wood Characteristics Today
Wood Characteristics Today About 90% of all timber harvested in the United States comes from Private Land Only 10% comes from Government owned land Name the process of replanting small seedling trees as the mature trees are harvested? Reforestation Woods Natural Glue What natural adhesive material holds wood fibers together? Lignin New wood cells are formed in what layer? Draw and label the Photo to the right. Cambium When combined, the bands of springwood and summerwood form what? Annual Rings The age of most trees can be determined by counting the number of annual rings. Trees and lumber can be divided into what two main classes? A. Softwoods B. Hardwoods What is the scientific What is the scientific name for hardwood name for Softwood trees? trees? Deciduous Coniferous Softwood is a product of cone-bearing trees. Red Cedar The brilliant color, distinctive aroma and the moth- repelling qualities of Tennessee Red Cedar make this the ideal wood for chests and closet linings, or for the lining of chests made of other woods. Softwood is a product of cone-bearing trees. Pine Ponderosa Pine is a very large pine tree of variable habit native to western North America, but widespread throughout the temperate world. This softwood is known for its rustic, knotty appearance and is commonly seen in warm cabins in both the Sierra Nevada and Rocky Mountains. Softwood is a product of cone-bearing trees. Fir Mixed grain Douglas Fir is a resilient timber with a high strength to weight ratio. It has been widely used for various construction projects for centuries. -

Wildland Fire Incident Management Field Guide
A publication of the National Wildfire Coordinating Group Wildland Fire Incident Management Field Guide PMS 210 April 2013 Wildland Fire Incident Management Field Guide April 2013 PMS 210 Sponsored for NWCG publication by the NWCG Operations and Workforce Development Committee. Comments regarding the content of this product should be directed to the Operations and Workforce Development Committee, contact and other information about this committee is located on the NWCG Web site at http://www.nwcg.gov. Questions and comments may also be emailed to [email protected]. This product is available electronically from the NWCG Web site at http://www.nwcg.gov. Previous editions: this product replaces PMS 410-1, Fireline Handbook, NWCG Handbook 3, March 2004. The National Wildfire Coordinating Group (NWCG) has approved the contents of this product for the guidance of its member agencies and is not responsible for the interpretation or use of this information by anyone else. NWCG’s intent is to specifically identify all copyrighted content used in NWCG products. All other NWCG information is in the public domain. Use of public domain information, including copying, is permitted. Use of NWCG information within another document is permitted, if NWCG information is accurately credited to the NWCG. The NWCG logo may not be used except on NWCG-authorized information. “National Wildfire Coordinating Group,” “NWCG,” and the NWCG logo are trademarks of the National Wildfire Coordinating Group. The use of trade, firm, or corporation names or trademarks in this product is for the information and convenience of the reader and does not constitute an endorsement by the National Wildfire Coordinating Group or its member agencies of any product or service to the exclusion of others that may be suitable. -

U.S. Natural Climate Solutions Accelerator Finalist: Forests of the Future: Replanting Burn Scars for Carbon Sequestration and Ecosystem Services
U.S. Natural Climate Solutions Accelerator Finalist: Forests of the Future: Replanting Burn Scars for Carbon Sequestration and Ecosystem Services. Collaboration between Coalitions and Collaboratives, Inc. (COCO) and RenewWest. Forests of the Future initiative aims to reforest post-fire landscapes that are not naturally recovering, and to develop an investable carbon-focused market mechanism and a “carbon reforestation fund” model to bring additional capital for reforestation and carbon sequestration. By quantifying tree growth into a carbon offset equivalent, an additional source of value is created for forest owners, which can be brought for sale to carbon offset buyers in the Western Climate Initiative (WCI) compliance marketplace in California and voluntary carbon markets. Conservation co-benefits include habitat restoration promoting biodiversity, improving soil health and preventing erosion, maintaining watershed health through improved stream clarity and temperature. Economic co-benefits include improving value of degraded lands, re-establishing working lands to sustainable Forest Stewardship Council (FSC) certified wood production, and creating a source of employment for rural communities engaged in a deforestation-free timber supply chain. Investors seeking low-correlated, attractive risk-adjusted prospects, can consider a fund of combined projects, which aims to provide predictable long-term market-rate returns and quantifiable environmental and social impacts. How it works: The pilot project will be implemented in Modoc County, California on an 11,516- acre parcel of land owned by Collins Timber, which is not naturally recovering after it burned in the 2012 Barry Point Fire. Following the 30-year project period, Collins Timber will retain the ability to use the lands for sustainable, mixed-age selective-harvest forestry, certified by FSC. -
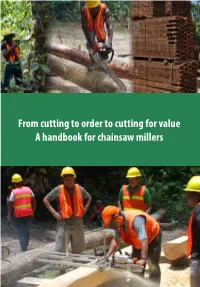
From Cutting to Order to Cutting for Value a Handbook for Chainsaw Millers
From cutting to order to cutting for value A handbook for chainsaw millers From cutting to order to cutting for value A handbook for chainsaw millers Andrew Mendes and Nick Pasiecznik This publication has been produced with the financial assistance of the European Commission’s Programme for Environment and Sustainable Management of Natural Resources including Energy, and the partners involved in implementing the EU Chainsaw Milling Project, specifically the Forestry Training Centre Inc., Iwokrama International Centre for Rainforest Conservation and Development, and Tropenbos International. The contents and the views expressed by the authors do not necessarily reflect those of the programme partners, nor of the European Union. Disclaimer Chainsaws are dangerous and potentially fatal and this must be acknowledged by all users. This manual contains information and best practice recommendations based on the experiences of the authors, and on sources believed to be reliable. This is supplied without obligation and on the understanding that any person who acts on it, or otherwise changes their position in reliance thereon, does so entirely at their own risk. Published by: Tropenbos International Copyright: © Tropenbos International, the Netherlands, and the Forestry Training Centre Inc., Guyana Text may be reproduced for non-commercial purposes, citing the source Citation: Mendes, Andrew, and Nick Pasiecznik. 2015. From cutting to order to cutting for value. A handbook for chainsaw millers. Tropenbos International, Wageningen, the Netherlands, and the Forestry Training Centre Inc., Georgetown, Guyana. ISBN: 978-90-5113-126-0 Contributors: Chris Davis, Wilfred Jarvis, Rohini Kerrett, Godfrey Marshall and Leroy Welcome Layout: Harry Wilcken Design & Photography Photo credits: Tropenbos International, the Forestry Training Centre Inc., Guyana, and the authors Printed by: Digigrafi, Veenendaal, the Netherlands Available from: Forestry Training Centre Inc. -

Code of Practice for Wood Processing Facilities (Sawmills & Lumberyards)
CODE OF PRACTICE FOR WOOD PROCESSING FACILITIES (SAWMILLS & LUMBERYARDS) Version 2 January 2012 Guyana Forestry Commission Table of Contents FOREWORD ................................................................................................................................................... 7 1.0 INTRODUCTION ...................................................................................................................................... 8 1.1 Wood Processing................................................................................................................................. 8 1.2 Development of the Code ................................................................................................................... 9 1.3 Scope of the Code ............................................................................................................................... 9 1.4 Objectives of the Code ...................................................................................................................... 10 1.5 Implementation of the Code ............................................................................................................. 10 2.0 PRE-SAWMILLING RECOMMENDATIONS. ............................................................................................. 11 2.1 Market Requirements ....................................................................................................................... 11 2.1.1 General .......................................................................................................................................... -

WOODSMEN COMPETITION “Red, White, Blue….This Fair’S for You”
2017 WOODSMEN COMPETITION “Red, White, Blue….This Fair’s For You” Superintendent: Jodi Turner (603) 381-1717 SUNDAY, August 6th 10:00AM “Under the Pines” Check in by 9AM, contestants meeting at 9:30AM No equipment will be provided rd Trophies will be given for Overall Woodsman, Runner-Up and 3 Place Classes 1. 4.4 and down Stock Chain Saw 3. Log Rolling 5. Wood Splitting 7. Two Man Crosscut 2. 4.5 and up Stock Chain Saw 4. Axe Throwing 6. Jack & Jill Crosscut 8. Competition Two Man Crosscut General Rules ALL EXHIBITORS PAY GENERAL ADMISSION – NO ENTRY FEES WILL BE CHARGED Exhibitor will enter fairgrounds through Gate 4 – only vehicle carrying equipment will be allowed – all others park in General Parking Lot. Pay General Admission 1. A trophy will be awarded for first place in each event with ribbons for first four places. In two person events, both will receive trophies and ribbons. An overall Champion shall be determined by totaling the points won by each competition based on a point system of 5 points for first place down to 1 point for fifth place in each event. Ties for the overall will be broken by awarding it to the competitor with the most first place, second places, etc. 2. Contestants will strive to project a professional atmosphere at all times. The Head Judge or any acting officials will automatically disqualify contestants who do not conduct themselves in a sportsmanlike manner. 3. Only competitors competing in that event will be allowed in the competition area at the time of the event. -

MC-10164446-0001.Pdf
ATTENTION: IMPORTANT - All GENERAL MANAGER q Service Personnel PARTS MANAGER q Should Read and Initial in the boxes CLAIMS PERSONNEL q provided, right. SERVICE MANAGER q © 2016 Subaru of America, Inc. All rights reserved. SERVICE BULLETIN APPLICABILITY: 2010-19MY Legacy and Outback NUMBER: 16-103-16R 2014-19MY Forester DATE: 12/14/16 2012-19MY Impreza 2013-19MY Crosstrek REVISED: 08/29/19 2015-19MY WRX 2019-20MY Ascent SUBJECT: Transmission Fluid Seepage INTRODUCTION: This bulletin has been developed in response to a small number of customer concerns regarding fluid seepage found coming from the CVT assembly. Investigation has identified likely sources of the seepage to be the sealant used on the CVT’s oil pump chain cover and the input shaft oil seal. The repair involves chain cover removal, a thorough cleaning and inspection of the sealing surfaces followed by re-sealing the cover and replacement of the input shaft oil seal with the new, redesigned type. PRODUCTION CHANGE INFORMATION: Model Starting VIN The available starting VINS for incorporation of the new input shaft oil Legacy L3002280 seal are supplied to the right. This bulletin will be revised with the VINs Outback L3100230 for the remaining applicable models as they become available. Ascent L3407153 PART INFORMATION: Description Part Number THREE BOND 1215 SOA868V9600 RING SEAL 31377AA510 OIL SEAL 806747030 SERVICE PROCEDURE / INFORMATION: As a first step, during inspection of the customer’s concern, confirm the fluid found to be seeping is CVT fluid (CVTF) and not engine oil. The photos below are examples of where CVTF seepage may be evident. -
MARCH 2021 Complete Issue
SERVING THE SACANDAGA VALLEY & BEYOND March 2021 REACHING OVER 30,000 READERS VOLUME 40 # 7 th Our 40 Year of Service To The Sacandaga Valley March 14th edinburgnewsletter.com Page 2 WWW.EDINBURGNEWSLETTER.COM March 2021 March 2021 The Edinburg Newsletter ADVERTISING Comes To You RATES 1/8 Page - $30 1/4 Page - $55 FREE 3/8 Page - $80 Courtesy Of 1/2 Page - $100 3/4 Page - $145 Our Advertisers Full Pg. - $180 Our Mailing Address Is Call For Contract Prices EDINBURG NEWSLETTER 819 North Shore Rd. The Newsletter Hadley, NY 12835 Ad & Copy Deadline is the 17th of Every Month Phone & Fax 863-2075 Please Call The Newsletter or or NEW E-Mail Address is: E-mail it to us at: [email protected] [email protected] Thanx! www.edinburgnewsletter.com DODGE HOUSE LAKESIDE GALLERY Robert J. Hoy Constance Dodge Agency, Inc. Original Paintings, Prints, Cards Insurance Home, Auto, Business, Renters, Boats, Snowmobiles, ATV’s, & More “Serving Fulton, Hamilton, & Saratoga Counties for over 50 years” 141 N. Main Street, Northville NY 12134 (518) 863-4224 14 Center Street, 936 South Shore Rd.,Edinburg, NY 12134 Broadalbin NY 12025 www.constanceadodge.com (518)883-3421 518-863-2201 www.hoyagency.com BY APPOINTMENT OR BY CHANCE. CALL FIRST. Page 2 March 2021 March 2021 WWW.EDINBURGNEWSLETTER.COM Page 3 MARCH 2021 COMMUNITY CALENDAR March Thurs 5 Edinburg Zoning Board 7pm Sun We8 all Daylightknow about Savings the Time cancellations begins …yippee! of most meetings and events. Mon 10 Edinburg School Board 6pm Fri Please13 callSacandaga whoever Seniors 2:00is in Ed charge Community ofCenter your Tue organizations17 St. -

Harvesting Firewood from Your Woods
Harvesting Firewood from Your Woods TOPICS: n Tree and Forest Biology (page 2) Basic concepts about how trees grow and the characteristics that make trees good or bad for firewood n Planning a Harvest (page 8) Which trees to cut for firewood and how to cut them safely n Processing Trees into Firewood ( p age 14) Techniques for splitting, drying and stacking wood Tree & Forest Biology Cutting trees for firewood requires careful management. The management decisions you make can either improve or harm the long-term health and productivity of your woodlands. Understanding how and where trees grow can aid your deci- sions about which trees to cut, and will lead to improvements in the overall health of your woodlands. Trees have several basic requirements for long-term survival: nutrients, space, water and sunlight. The competition for these resources will determine how well a tree grows and how long it will survive. Tree roots are responsible for the uptake of water and nutrients. The quality and quantity of these nutrients vary depending on the soil. Different trees are adapted to the dif- ferent soil types, from sand to clay. Clay and loam soils hold water and nutrients better than sandy soils. That means trees growing on sandy soils need to be able to grow in low nutrient and low moisture conditions. Each soil type can only support a limited number of trees, based on their size. Trees become stressed when there is too much competition for water and nutrients. To keep your forest healthy, some trees should be removed to make room for others to grow. -

PHASING in TECHNOLOGY Two Southern Mills Go Graderless
Millwide INSIDERTHE MAGAZINE FROM USNR | MAY 2009 PHASING IN TECHNOLOGY Two southern mills go graderless BIBLER GOES GREEN Converting to clean, green lumber drying INTRODUCING BIOVISION New product brings vision to the green end Millwide INSIDER MAY 2009 SUBSCRIPTIONS Tel.: 250.833.3028 [email protected] EDITOR Colleen Schonheiter [email protected] CONTRIBUTING EDITOR Sonia Perrine [email protected] Lean and green. USNR PARTS & SERVICE 7/24 Service: 800.289.8767 These are two of today’s hot ‘buzz’ words. The reality is, if you want Tel.: 360.225.8267 to stay in business in this rapidly changing world, these are two Fax: 360.225.7146 words you’d be wise to keep in mind. In the current context both Mon. - Fri. 5:00 am - 4:30 pm PT words are all about reducing waste, getting more out of available www.usnr.com resources and doing so in ways that are ecologically responsible. NeWNes-MCGEHee PARTS & SERVICE Like you, these words are important to USNR. That is why this issue 7/24 Service: 250.832.8820 is devoted to ways we can help you to be more lean and green. Tel. :250.832.7116 These days, mills need the flexibility to be able to adjust their Fax: 250.833.3032 Mon. - Fri. 5:00 am - 4:30 pm PT products quickly to take advantage of niche markets. Grade www.newnes-mcgehee.com optimization in both the dry and green mills facilitates just this kind of flexibility. It also allows mills to significantly improve their USNR LOCATIONS recovery performance.