Information on the Exploitation of Mines Recovered During the Implementation of Article 5 by the United Kingdom
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Development of 155Mm M795 IM Precision Guidance Kit (PGK) Compatible Projectile
Development of 155mm M795 IM Precision Guidance Kit (PGK) Compatible Projectile Briefed by: Philip Samuels October 7 - 10, 2013 973-724-4064 2013 NDIA IM/EM [email protected] San Diego, CA 1 Distribution Statement Statement A: A: Approved Approved for forpublic public release; release; distribution distribution is unlimited is unlimited Background • The Army Qualified IMX-101 as the main fill for the 155mm M795 Artillery Projectile in June 2010 • The Army is now moving towards guided fuzes, ie Precision Guidance Kit (PGK), which is a deep intrusion fuze. – Due to the supplementary charge being removed for PGK use, IMX-101 would not be compliant with this fuze 2 Distribution Statement A: Approved for public release; distribution is unlimited System Description Changes via Army ECP (a) Changes via Army ECP (b) TNT PBXN-9 PBXN-9 IMX-104 TNT IMX-101 IMX-101 Legacy D529 DA54 DA54 PGK Fuze Compatible Non-PGK Fuze Compatible • Army developed projectile • Replaces TNT with IMX-101 • Similar to DA54 non-PGK fuze • Contains 24lbs of HE • Consists PBXN-9 compatible, uses IMX-101 and • Consists TNT supplemental supplemental charge PBXN-9 as supplemental charge charge • Less sensitive than legacy • Contains IMX-104 transfer • Poor IM testing results D529 charge to accommodate PGK • Not compatible with PGK fuze compatibility fuze • Maintains same IM performance • Currently not in inventory as DA54 non-PGK fuze and no plans to field compatible projectile 3 Distribution Statement A: Approved for public release; distribution is unlimited -

Alternative Anti-Personnel Mines the Next Generations Landmine Action Consists of the Following Co-Operating Organisations
Alternative anti-personnel mines The next generations Landmine Action consists of the following co-operating organisations: ActionAid International Alert Refugee Council Action for Southern Africa Jaipur Limb Campaign Royal College of Paediatrics & Action on Disability and Development Jesuit Refugee Service Child Health Adopt-A-Minefield UK MEDACT Saferworld Afghanaid Medical & Scientific Aid for Vietnam Laos & Save the Children UK Amnesty International UK Cambodia Soroptimist International UK Programme Action Committee CAFOD Medical Educational Trust Tearfund Cambodia Trust Merlin United Nations Association Campaign Against Arms Trade Mines Advisory Group United Nations Children’s Fund (UNICEF) UK Child Advocacy International Motivation VERTIC Christian Aid Mozambique Angola Committee War Child Comic Relief Omega Foundation War on Want Concern Worldwide One World Action Welsh Centre for International Affairs Disability Awareness in Action Oxfam GB Women’s International League for Peace & Environmental Investigation Agency Pax Christi Freedom Global Witness Peace Pledge Union World Vision UK Handicap International (UK) People and Planet Hope for Children POWER Human Rights Watch Quaker Peace & Service The member organisations of the German Initiative to Ban Landmines are: Bread for the World Social Service Agency of the Evangelical Church Misereor Christoffel Mission for the Blind in Germany Oxfam Germany German Justitia et Pax Commission Eirene International Pax Christi German Committee for Freedom from Hunger Handicap International Germany -

PD544 Point Detonating Artillery Fuze
PD544 Point Detonating Artillery Fuze for high explosive (HE), base bleed and rocket assisted artillery shells PD544 The PD544 is a mechanical point deto- penetration when the mode setter is set The fuze consists of the nating artillery fuze with super-quick and to “DELAY”. When not set to “DELAY”, the following major compo- delay functions. IDD provides a back-up function for the nents: SQ setting. It has been designed and qualified for • Upper fuze body use with 105 mm and 155 mm high • Lower fuze body explosive artillery shells, including exten- • Mode Setter ded range and base bleed ammunition. • Impact Delay Device The fuze is suitable for use with 39, 45 (IDD) and 52 calibre weapon systems and is • Safety and Arming safe and suitable for flick-ramming. The Device (SAD) fuze has also been designed and qualified • Booster assembly for use with 120 mm rifled mortars, providing full function at all charges including charge 0. The fuze design incorporates a fully Insensitive Munitions (IM) compliant firing train which provides enhanced safety during storage, transportation and operational use. Fuze arming is initiated by transitional and rotational forces after firing, with the fuze rotor moving in-line immediately after the muzzle safety distance has been achieved. The firing pin and SQ detonator assem- bly provide the super-quick action upon impact. The Impact Delay Device (IDD) is located in the rear part of the fuze and provides a 60 ms fuze initiation delay for target GmbH - *ld 07/16 Microtec Technical Data PD544 JUNGHANS © Muzzle safety ≥ 200 m (155 mm gun) JUNGHANS Microtec GmbH ≥ 150 m (105 mm gun) Unterbergenweg 10 Required setback for arming ≥ 850 g 78655 Dunningen-Seedorf Germany Max. -

Low Cost Guidance and Control Solution for In-Service Unguided 155 Mm Artillery Shell
Low cost guidance and control solution for in-service unguided 155 mm artillery shell Eric Gagnon Marc Lauzon DRDC Valcartier Defence R&D Canada – Valcartier Technical Report DRDC Valcartier TR 2008-333 July 2009 Low cost guidance and control solution for in-service unguided 155 mm artillery shell Eric Gagnon Marc Lauzon DRDC Valcartier Defence R&D Canada – Valcartier Technical Report DRDC Valcartier TR 2008-333 July 2009 Principal Author Original signed by Eric Gagnon Eric Gagnon Scientist Approved by Original signed by Alexandre Jouan Alexandre Jouan Head, Precision Weapons Section Approved for release by Original signed by Christian Carrier Christian Carrier Chief Scientist © Her Majesty the Queen in Right of Canada, as represented by the Minister of National Defence, 2009 © Sa Majesté la Reine (en droit du Canada), telle que représentée par le ministre de la Défense nationale, 2009 Abstract …….. Guidance and control of artillery projectiles will be critical to future military operations. With the large quantities of unguided artillery shells stockpiled around the world, the course correction fuze could provide an attractive and cost-effective solution for munition control. This report proposes a drag brake and a spin brake course correction fuze concept, and compares their performance against the roll-decoupled four canard configuration. Specific guidance and control functions were designed and tuned for each using the 155 mm spin-stabilized artillery projectile as baseline. Dispersion sources included variations in muzzle velocity and gun’s azimuth and elevation angles relative to nominal conditions, and wind velocity perturbations. Monte Carlo simulations were performed to analyze the delivery accuracy. Results show that the drag brake concept compensates for muzzle velocity and longitudinal wind perturbations efficiently. -

A History of the National Bureau of Standards
WORLD WAR Ii RESEARCH (1941-45) CHAPTER 'TI! ThE EVENT OF WAR" The second worldwide war was foreshadowed in the Japanese in of Ethiopia in 1935, and Hitler's march into the Rhineland in 1936. Isolated and safeguarded by successive Neutrality Acts passed in 1935, 1936, and 1937, which barred the sale of arms or munitions to any warring nation, America watched the piecemeal fall of small nations, Austria and Czechoslovakia to Hitler, Albania to Musso- lini. With the German attack on Poland in September 1939, Britain and France declared war against the dictators and World War II began. The first amendments to the Neutrality Acts were enacted. By temperament strongly neutral and still in the grip of depression, the Nation had willed belief in Chamberlain's "peace in our time" until shaken by the occupation of Czechoslovakia in the spring of 1939. But cer- tain of war and of America's inevitable involvement was the small band of foreign-born scientists, their spokesman Niels Bohr, who had recently arrived in this country. Shepherding atomic research here, Bohn at once urged restriction in all Allied countries of the publication of further data on the possibility of nuclear fission. Many individual scientists refrained, but control of publication in American scientific journals did not become effec. five until almost a year later, following Hitler's invasion of Denmark and Norway. The National Bureau of Standards, convinced by the physicists on its Advisory Committee on Uranium of the certainty of a general war, began to put its affairs in order. On September 1, 1939, the day Germany marched into Poland, and one week before the President declared a state of limited national emergency, Dr. -
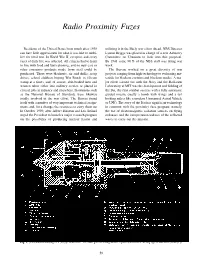
Radio Proximity Fuzes
Radio Proximity Fuzes Residents of the United States born much after 1930 utilizing it in the likely war effort ahead, NBS Director can have little appreciation for what it was like to mobi- Lyman Briggs was placed in charge of a new Advisory lize for total war. In World War II, everyone and every Committee on Uranium to look into this proposal. facet of daily life was affected. All citizens had to learn By 1941 some 90 % of the NBS staff was doing war to live with food and fuel rationing, and no new cars or work. other consumer products made from steel could be The Bureau worked on a great diversity of war purchased. There were blackouts, air raid drills, scrap projects ranging from high technology to evaluating ma- drives, school children buying War Bonds (a 10 cent terials for blackout curtains and blackout masks. A ma- stamp at a time), and, of course, able-bodied men and jor effort carried out with the Navy and the Radiation women taken either into military service or placed in Laboratory at MIT was the development and fielding of critical jobs in industry and elsewhere. Institutions such the Bat, the first combat success with a fully automatic as the National Bureau of Standards were likewise guided missile (really a bomb with wings and a tail totally involved in the war effort. The Bureau found looking rather like a modern Unmanned Aerial Vehicle itself with a number of very important technical assign- or UAV).The story of the Bat has significant technology ments and, for a change, the resources to carry them out in common with the proximity fuze program; namely, In October 1939, after Albert Einstein and Leo Szilard the use of electromagnetic radiation sources on flying urged the President to launch a major research program ordnance and the interpretation and use of the reflected on the possibility of producing nuclear fission and waves to carry out the mission. -
Identification of Artillery Projectiles
IDENTIFICATION OF ARTILLERY. PROJECTILES (WITH ADDENDA) SECOND EDITION RESTRICTED Published by VI Corps June 1944. Republished with Addenda as Second Edition by Seventh^Army Auq 1944 INDEX Preface .......................................................... 2 Sample Shelling Report Form ..........................3 Sec. I - GERMAN................................................ 5 Abbreviations and Nomenclature . 6 Chart: Details of Rotating Bands . 46 Sec. II - ITALIAN.......................................... 51 Chart: Details of Rotating Bands . 57 Sec. I l l - B R IT IS H .......................................6l Chart: Details of Rotating Bands . 65 Sec. IV - AMERICAN.......................................67 Chart: Details of Rotating Bands . 73 Sec. V - MISCELLANEOUS................................75 ADDENDA ............................................................ 79 Inch and Centimeter scale inside back cover. PRgACt. Information included in this booklet haa been compiled from a ll available Intelligence sources, including many original drawings sub mitted by Arty S-2a. No e ffo rt haa been made to indicate the sources o f this information. The measurements on the drawings and in the charts are believed to be reasonably accurate; however, minor varia tions may exist. Binfcmy a rtille ry a ctivity in HALT reached new heights on the ANZ10 Beachhead. Not only have the forward units been shelled continuously, but rear areas including Army, Corps, Air Corps, and Naval installations have been shelled interm ittently with heavy caliber guns. Due to the semi-circular front o f approx 30 miles we have encountered shelling from every direction, and from weapons ranging from the lig h t 75-mm Hecoilless gun to 28-cm super-heavy railway gun. Also, the enemy has used many d iffe re n t types of arty captured from the Russians, Italian s and French. -

On Guidance and Control for Guided Artillery Projectiles, Part 1: General Considerations
On Guidance and Control for Guided Artillery Projectiles, Part 1: General Considerations JOHN W.C. ROBINSON, FREDRIK BEREFELT FOI, Swedish Defence Research Agency, is a mainly assignment-funded agency under the Ministry of Defence. The core activities are research, method and technology development, as well as studies conducted in the interests of Swedish defence and the safety and security of society. The organisation employs approximately 1000 per- sonnel of whom about 800 are scientists. This makes FOI Sweden’s largest research institute. FOI gives its customers access to leading-edge expertise in a large number of fi elds such as security policy studies, defence and security related analyses, the assessment of various types of threat, systems for control and management of crises, protection against and management of hazardous substances, IT security and the potential offered by new sensors. FOI Defence Research Agency Phone: +46 8 555 030 00 www.foi.se Defence & Security, Systems and Technology Fax: +46 8 555 031 00 FOI-R--3291--SE Technical report Defence & Security,Systems and Technology SE-164 90 Stockholm ISSN 1650-1942 October 2011 John W.C. Robinson, Fredrik Berefelt On Guidance and Control for Guided Artillery Projectiles, Part 1: General Considerations Titel Om Styrning av Artilleriprojektiler, Del 1: Generella Overv¨ aganden¨ Title On Guidance and Control for Guided Artillery Pro- jectiles, Part 1: General Considerations Rapportnummer / Report no FOI-R--3291--SE Rapporttyp / Report type Technical report / Teknisk rapport Manad˚ / Month October Utgivningsar˚ / Year 2011 Antal sidor / Pages 29 ISSN ISSN-1650-1942 Kund / Customer Swedish Armed Forces Projektnummer / Project no E20675 Godkand¨ av / Approved by Maria Sjoblom¨ Head, Aeronautics and Systems Integration FOI Swedish Defence Research Agency Defence & Security, Systems and Technology SE-164 90 STOCKHOLM 2 FOI-R--3291--SE Abstract The problem of adding guidance, navigation and control capabiltities to spin- ning artillery projectiles is discussed from a fairly general perspective. -
Project MIMEVA
Project MIMEVA Study of generic Mine-like Objects for R&D in Systems for Humanitarian Demining Final Report 6 HH Pol HV Pol 4 VV Pol 2 0 -2 -1 0 1 2 3 Norm. Backscattered Fields Backscattered Norm. Time (ns) Prepared for DG Information Society (DG INFSO) Unit E-6 Contract reference (administrative agreement): AA 501852 European Commission, DG Joint Research Centre Institute for Systems, Informatics and Safety Technologies for Detection and Positioning Unit TP 272, Via E. Fermi, 1 I-21020 Ispra (VA), Italy MIMEVA: Study of generic Mine-like Objects for R&D in Systems for Humanitarian Demining This final project report is based upon the contractually deliverable items listed below: D 1.2: Final List of mines for which Validation Tests will need to be Conducted with Advanced APL Detection Equipment D2.1:Report on the Available Methods for Replication of Landmines These documents, together with background text and supplementary information identified as relevant to the project have been edited together to form a coherent final report of the project. Compiled and edited by: John T. Dean, Ispra, July 2001 With contributions from: Joaquim Fortuny-Guasch Brian D. Hosgood Athina Kokonozi Adam M. Lewis Alois J. Sieber All experts are with the Unit TDP of the Institute of Systems Informatics and Safety, JRC, Ispra. MIMEVA: Study of generic Mine-like Objects for R&D in Systems for Humanitarian Demining Executive Summary The MIMEVA project aimed to assess available methods of production of mine simulants and surrogates in terms of the similarity of these replicas to real mines when viewed by a range of sensors identified most frequently as candidates for components in multi-sensor systems, namely: metal detectors, thermal infrared and a ground penetrating radar. -
Proximity Fuzes Theory and Techniques Proximity Fuzes Theory and Techniques
PROXIMITY FUZES THEORY AND TECHNIQUES PROXIMITY FUZES THEORY AND TECHNIQUES VK ARORA Former Director Defence Science Centre Delhi DEFENCE RESEARCH AND DEVELOPMENT ORGANISATION MINISTRY OF DEFENCE NEW DELHI 110 105 2010 DRDO MONOGRAPHS/SPECIAL PUBLICATIONS SERIES PROXIMITY FUZES: THEORY AND TECHNIQUES VK ARORA Series Editors Editor-in-Chief Asso. Editor-in-Chief Sr. Editor Editor Dr AL Moorthy Shashi Tyagi Vinod Kumari A Saravanan Asst. Editor Editorial Asst Printing Marketing Kavita Narwal Gunjan Bakshi SK Gupta Rajpal Singh Cataloguing in Publication Arora, VK Proximity fuzes: Theory and Techniques DRDO monographs/special publications series. 1. Proximity fuze 2. Oscillators 3. Photodetectors 4. Antennas I. Title II. Series 623:614.8.086.4 © 2010, Defence Research & Development Organisation, New Delhi 110 105. ISBN: 978-81-86514-29-0 All rights reserved. Except as permitted under the Indian Copyright Act 1957, no part of this publication may be reproduced, distributed or transmitted, stored in a database or a retrieval system, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of the Publisher. The views expressed in the book are those of the author only. The editors or Publisher do not assume responsibility for the statements/opinions expressed by the author. Designed, produced and printed by Director, DESIDOC, Metcalfe House, Delhi110 054. Contents Preface xi CHAPTER 1: HISTORY OF PROXIMITY FUZES 1.1 Significance and Background of the Radio Proximity Fuze -

Chapter 11 SPECIALIZED BLASTING TECHNIQUES
Chapter 11 SPECIALIZED BLASTING TECHNIQUES This chapter includes information about: • Avalanche Blasting • Animal Carcass Removal • 105-M 102 Howitzer • Boulder Blasting • Military Weapons • Air Gapping • Fireline Explosives • Expansion Alternatives • Burnol Backfiring Devices SECTION 11A - AVALANCHE BLASTING SECTION CONTENTS: • Initiating Devices • Explosive Assembly • Use of Hand Charge • Cornice Control • Explosive Safety • Recoilless Weapons - Military Weapons • Avalauncher AVALANCHE BLASTING Slope testing, avalanche release, and snow stabilization are the main objectives for using explosives in avalanche blasting. To achieve these objectives, a standard charge is used that is capable of developing deto- nation pressure equal to 1 kg of TNT. 167 There are several types of explosives that can develop the appropriate detonation pressure. By knowing the detonation velocity and the density of a given explosive, the detonation pressure can be calculated (Chapter 2 - Explosives). INITIATING DEVICES Avalanche blasting is based on a nonelectric detonating system or systems that are not susceptible to initiation from the high static electricity that is prevalent in snowstorms and near ridge crests. Even with non- electric blasting caps, avalanche blasting should not be conducted when there is evidence of a strong static electricity field (cumulonimbus clouds, electric buzzing). Cap-and-Fuse - A cap-and-fuse assembly can detonate explosives that are sensitive to a No. 6 cap (Figure 11- 1). However, in severe winter weather, some primers with low proportions of sensitizers may require a No. 8 cap or larger. Blasting caps are susceptible to accidental ignition from excess heat, friction, or static electricity and should be handled with great care. Where adverse conditions are expected (static electricity), other tech- niques should be used or the blasting operation should be shut down. -

AMMUNITION FUZES (Blasting Cartridge Initiators F42B 3/10
CPC - F42C - 2017.08 F42C AMMUNITION FUZES (blasting cartridge initiators F42B 3/10; chemical aspects C06C); ARMING OR SAFETY MEANS THEREFOR (filling fuzes F42B 33/02; fitting or extracting primers in or from fuzes F42B 33/04; containers for fuzes F42B 39/30) Definition statement This place covers: An assembly or mechanism which incorporates safety and arming means in order that the explosion can only take place under certain conditions; this assembly or mechanism determines also the moment (instantaneous or delayed) or the manner, e.g. impact, proximity, hydrostatic pressure, of the firing. References Limiting references This place does not cover: Chemical aspects of detonating or priming devices C06C Fuses or fuse cords, i. e. a continuous train of explosive enclosed in a C06C 5/00 usually flexible cord or cable for setting-off an explosive charge in the art of blasting Blasting cartridge initiators F42B 3/10 Filling fuzes F42B 33/02 Fitting or extracting primers in or from fuzes F42B 33/04 Containers for fuzes F42B 39/30 Special rules of classification Main groups F42C 1/00-F42C 9/00 and F42C 13/00 are organised according to physical effects causing initiation of the fuze (function). Main groups F42C 11/00, F42C 15/00 and F42C 19/00 are organised according to structural features of the fuze (structure). Main group F42C 14/00 is organised according to the ammunition type the fuze is intended to be used for (application). Whenever applicable documents should be classified according to all three aspects, function, structure and application. Double fuzes or multiple fuzes in combination with time fuzes, always classify in F42C 9/14 and lower.