Kyle Field at Texas A&M S
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
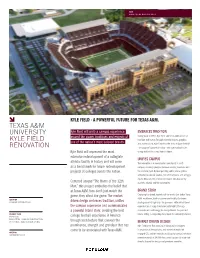
Texas A&M University Kyle Field Renovation
VIEW AERIAL OF THE NEW KYLE FIELD KYLE FIELD - A POWERFUL FUTURE FOR TEXAS A&M. TEXAS A&M UNIVERSITY Kyle Field will unify a campus experience EMBRACES TRADITION around the power, traditions and majesty of Dating back to 1904, Kyle Field and Texas A&M are full of KYLE FIELD tradition and history. Through material choices, graphics one of the nation’s most beloved brands. and a clear vision, Kyle Field tells the story of Aggie football RENOVATION - the program’s powerful history - and communicates the Kyle Field will represent the most energy behind the iconic brands’ future. extensive redevelopment of a collegiate UNIFIES CAMPUS athletic facility in history and will serve The renovation is a monumental opportunity to unify as a benchmark for future redevelopment campus, creating synergies between existing structures and projects at colleges across the nation. the stadium itself. By incorporating public plazas, patios, a theater, broadcast studios, Hall of Champions and an Aggie Sports Museum, the renovation ensures 365-day use by Centered around “The Home of the 12th students, alumni and the community. Man,” this project embodies the belief that at Texas A&M, fans don’t just watch the BRAND STORY game, they affect the game. The market Capturing the brand started with the words that define Texas LOCATION A&M: excellence, tradition, power and loyalty. Our brand COLLEGE STATION, TEXAS driven design embraces tradition, unifies strategy created high value for sponsors - with untraditional the campus experience and communicates opportunities to align their brand with A&M’s. Through a powerful brand story; creating the best materials and technology, the design blends the past and PROJECT TEAM future, telling a compelling story about the university’s brand. -
West Campus Thieves Target Expensive Electronics
P1 THE DAILY TEXAN Serving the University of Texas at Austin community since 1900 Find out about Say Anything’s inspiration Baseball faces off with Texas for their latest album A&M for the final time LIFE&ARTS PAGE 10 SPORTS PAGE 6 >> Breaking news, blogs and more: www.dailytexanonline.com @thedailytexan facebook.com/dailytexan Friday, April 27, 2012 West Campus thieves target expensive electronics TODAY By Sarah White APD spokesman Anthony Hipoli- in many of the cases, the victims did not hear it or wake up,” Hipolito past to locate suspects in criminal Daily Texan Staff to said there were 10 burglaries of were intoxicated when the burglar- said. “It is not possible at this point investigations. He said students who West Campus residences from Feb- ies happened. APD and UTPD offi- to determine whether or not these subscribe to the Campus Watch Calendar The Austin Police Depart- ruary 26 to April 16. cials said they have not identified a crimes were committed by a single have a history of reporting suspi- ment has enlisted the help of the He said the stolen items were specific suspect, but have reason to person. It is very likely that the sus- cious behavior and helping the Aus- A Night in UT Police Department to stop mostly expensive electronics, in- believe those involved in the crimes pect is a neighbor or a friend of the tin police catch criminals. a string of West Campus bur- cluding flat-screen televisions, lap- may be neighbors or acquaintances people who were robbed.” Although Halstead urged students Monte Carlo glaries hoping to gain crime tips tops and iPads. -

Test Your Trivia Here
EATS & TREATS: September 2011 A GUIDE TO FOOD & FUN HOW MANY AGGIE TEAMS WON NATIONAL CHAMPIONSHIPS IN 2010? NAME 5 TEXAS A&M ATHLETES WHAT IS THE OLDEST BUSINESS WHO NOW HAVE PRO SPORTS CAREERS ESTABLISHMENT IN COLLEGE STATION? TEST YOUR B RAZ OS VALLEY TRIVIA HERE September 2011 INSITE 1 2 INSITE September 2011 20 CONTENTS 5 MAKINGHISTORY Headed to the White House New exhibit shows what it takes to become President by Tessa K. Moore 7 LIFESTYLE Wanted: Texas Hospitality Families can share much with Aggies far from home by Tessa K. Moore 9 COMMUNITYOUTREACH A Legacy of Love Bubba Moore Memorial Group keeps the giving spirit alive by Megan Roiz INSITE Magazine is published monthly by Insite 11 GETINVOLVED Printing & Graphic Services, 123 E. Wm. J. Bryan Pkwy., Everyone Needs a Buddy Bryan, Texas 77803. (979) Annual walk raises more than just funds 823-5567 www.insitegroup. by Caroline Ward com Volume 28, Number 5. Publisher/Editor: Angelique Gammon; Account Executive: 12 ARTSSPOTLIGHT Myron King; Graphic Wanted: Dramatis Personae Designers: Alida Bedard; Karen Green. Editorial Or, How to get your Glee on around the Brazos Valley Interns: Tessa K. Moore, by Caroline Ward Megan Roiz, Caroline Ward; INSITE Magazine is a division of The Insite Group, LP. 15 DAYTRIP Reproduction of any part Visit Houston without written permission Find the metro spots that only locals know of the publisher is prohibited. Insite Printing & Graphic Services Managing Partners: 19 MUSICSCENE Kyle DeWitt, Angelique Beyond Price Gammon, Greg Gammon. Chamber concerts always world class, always free General Manager: Carl Dixon; Pre-Press Manager: Mari by Paul Parish Brown; Office Manager: Wendy Seward; Sales & Customer Service: Molly 20 QUIZTIME Barton; Candi Burling; Janice Feeling Trivial? Hellman; Manda Jackson; Test your Brazos Valley Trivia IQ Marie Lindley; Barbara by Tessa K. -

Commemorative Agency and the Texas A&M University Bonfire
“A SPIRIT THAT CAN NEVER BE TOLD”: COMMEMORATIVE AGENCY AND THE TEXAS A&M UNIVERSITY BONFIRE MEMORIAL ADAM J. GAFFEY AND JENNIFER L. JONES BARBOUR On November 18, 1999, Texas A&M University (TAMU) experienced pro- found tragedy when the famed Aggie Bonfıre collapsed, killing 12 students and injuring 27 others. This essay examines the rhetorical dynamics of the TAMU Bonfıre Memorial and explores how it navigates the tension created when a constitutive symbol is implicated in a moment of tragedy. Specifıcally, we use this case to explore how memorials help shape perceptions of victim agency in commemorative form. As we argue, the memorial taps into resonant modes of public reasoning—including temporal metaphors, Christian theology, and campus tradition—to imply the tragic outcome of the 1999 collapse had cause beyond human or institutional control. Our analysis of the Bonfıre Memorial illustrates the importance of commemorative agency and, in particular, how eliding victim agency can limit epideictic encounters that might foster a sense of present and future engagement on unreconciled issues. ADAM J. GAFFEY is an Assistant Professor of Communication Studies at Winona State University in Winona, Minnesota. JENNIFER L. JONES BARBOUR is a Lecturer in the Department of Commu- nication Studies in the Moody College of Communication at the University of Texas at Austin. They are co-fırst authors of this essay. The authors thank Martin Medhurst and two anonymous reviewers for their criticism and encouragement of this work. Katherine Miller and Charles Conrad offered access to personal archives related to the Bonfıre collapse and the memorial. Leroy Dorsey read early drafts of this article and offered insightful perspective to its improve- ment. -

Sea Aggies Honor Long-Standing Traditions with a Little Help from a Friend
Sea Aggies honor long-standing traditions with a little help from a friend. Reveille, the official mascot of Texas A&M University and the highest ranking member of the Corps of Cadets recently visited the TAMUG campus to honor long-standing Aggie traditions. Presiding over TAMUG Midnight Yell Practice and Aggie Ring Day, Reveille engendered a spirit of Aggieland that binds all Aggies to each other through the generations. Yell Practice The tradition of Yell Practice began as a post dinner activity in 1913, when different corps companies would gather together to "learn heartily the old time pep." However, it was not until 1931, that Yell Practice as it is known today was held before the games opposing University of Texas also known as “t.u.” The main purpose of Midnight Yell is to pump up the Twelfth Man for the next day's big game. Twelfth Man tradition The tradition of the Twelfth Man was born on the second of January 1922, when an underdog Aggie team was playing Centre College, then the nation's top ranked team. As the hard fought game wore on, and the Aggies dug deeply into their limited reserves, Coach Dana X. Bible remembered a squad man who was not in uniform. He had been up in the press box helping reporters identify players. His name was E. King Gill, and was a former football player who was only playing basketball. Gill was called from the stands, suited up, and stood ready throughout the rest of the game, which A&M finally won 22-14. -
Lo N G H O R
NATIONAL CHAMPIONS • 1963, ’69, ’70, 2005 BIG 12 CHAMPIONS • ‘96, ‘05, ‘09 SOUTHWESTTEXAS CONFERENCE CHAMPIONS • 1920, ’28, ’30, ’42, ’43, ’45, ’50, ’52, ’53*, LONGHORNS ’59*, ’61*, ’62, ’63, ’68*, ’69, ’70, ’71 , ’72, ’73, ’75*, ’77, ’83, ’90, ’94*, ’95 (*co-champs) Athletics Media Relations Department • P.O. Box 7399 • Austin, TX 78713-7399 • Office: 512/471-6036 • Fax: 512/471-6040 STATE FARM LONE STAR THANKSGIVING DAY: The Longhorns GAME 11 SHOWDOWN: Texas (6-4, 3-4 Big 12) and Aggies will face each other for the returns to the road as they travel to College fourth straight time on Thanksgiving Day Station to face Texas A&M (6-5, 4-4 after a 14-year break from playing on the Big 12) in the State Farm Lone Star holiday. Previously, the teams had not Showdown on Thursday at Kyle Field (7 met on Thanksgiving Day since 1993. p.m./Central/ESPN). Texas leads the all- The 12 games prior to the current streak time series, 75-37-5, including a 24-22-1 were played on the Friday following TEXAS (6-4, 3-4 Big 12) record in College Station. UT also leads Thanksgiving. This will be the 64th time at the series, 9-4, in the Mack Brown era. the game will be played on Turkey Day Texas A&M (6-5, 4-4 Big 12) The Longhorns are coming off a 17-13 in the 118-year series. Texas is 42-19-2 in loss to No. 16/17 Kansas State, while the Thanksgiving contests agaist the A&M and Kyle Field (83,002) Aggies defeated Kansas 61-7. -

TR-133 Bonfire Collapse Texas A&M University
U.S. Fire Administration/Technical Report Series Bonfire Collapse Texas A&M University College Station, Texas USFA-TR-133/November 1999 Homeland Security U.S. Fire Administration Fire Investigations Program he U.S. Fire Administration (USFA) develops reports on selected major fires throughout the country. The fires usually involve multiple deaths or a large loss of property. But the primary T criterion for deciding to do a report is whether it will result in significant “lessons learned.” In some cases these lessons bring to light new knowledge about fire--the effect of building construc- tion or contents, human behavior in fire, etc. In other cases, the lessons are not new but are serious enough to highlight once again, with yet another fire tragedy report. In some cases, special reports are developed to discuss events, drills, or new technologies which are of interest to the fire service. The reports are sent to fire magazines and are distributed at National and Regional fire meetings. The International Association of Fire Chiefs (IAFC) assists the USFA in disseminating the findings throughout the fire service. On a continuing basis the reports are available on request from the USFA; announcements of their availability are published widely in fire journals and newsletters. This body of work provides detailed information on the nature of the fire problem for policymakers who must decide on allocations of resources between fire and other pressing problems, and within the fire service to improve codes and code enforcement, training, public fire education, building technology, and other related areas. The U.S. Fire Administration, which has no regulatory authority, sends an experienced fire investiga- tor into a community after a major incident only after having conferred with the local fire authorities to insure that the USFA’s assistance and presence would be supportive and would in no way interfere with any review of the incident they are themselves conducting. -

Aggie Terminology
Aggie Terminology Add/Drop: The process during registration whereby courses are added and dropped; only lasts for the first few days of class Aggie Honor Code: All students are expected to adhere to the code that “An Aggie does not lie, cheat or steal, or tolerate those who do.” Aggie Spirit: Indefinable until you experience it, but essentially it is the overwhelming feeling of pride and unity that Aggies (current, former, and future) feel for each other and for their university. Aggieland: (1) Home of the Fightin’ Texas Aggies; (2) Texas A&M’s yearbook All-U Night: All-University Night - the first Yell Practice of the semester; this event includes introductions of men’s and women’s intercollegiate athletic teams, coaching staff, and yell leaders. Usually held on the evening of the first day of classes. Association of Former Students: The alumni association - there is no such thing as an ex-Aggie; there are only Former Students. You don’t even have to graduate to join the Association. Once an Aggie always an Aggie. Bad Bull: Anything that does not promote the Aggie Spirit. The Batt: The Battalion, Texas A&M’s student newspaper. The Big Event: The largest one-day student-run service project in the nation. The Big Event takes place on a Saturday morning in the spring semester. Thousands of students go out into the Bryan/College Station community to perform various service projects to say “thank you” for all of their support. Dead Elephant: Any senior student during the spring semester. They are “dead” once they have participated in Elephant Walk. -

KYLE FIELD Precaster
Heldenfels Enterprises Inc. manufactured more than 1,500 precast concrete pieces for the renovation of Kyle Field. Although not manufactured by Sherman-Dixie, the stadium program fans most identify with in the state.3 Now, thanks to a will also include precast products in the seating areas. According renovation project currently underway, Kyle Field will become to Justin Barton, P.E., S.E. and principal for Walter P Moore, the stadium with the largest seating capacity in the entire using precast for these components is crucial to meeting project Southeastern Conference when work is completed later this year.4 deadlines. According to Gil Heldenfels, vice president and general manager “We had a very aggressive design and construction schedule,” of the building systems division at Heldenfels Enterprises Inc., the he said. “I think the precast concrete will help in terms of being project is taking place between the team’s football seasons, which able to make the project ready for opening day.” run from August to December each year. Due to the limited time Beyond speed of erection, Barton also said using precast helps available for construction teams to work, the renovation schedule boost the quality of installation. “By manufacturing the precast in a is very aggressive. plant, you’re able to have tighter tolerances that you might not get “The university decided to go with a precast and steel structure for speed,” he said. “The lower deck – all the way around – is going to be all precast, including columns, beams, raker beams, risers, theif the season product begins was injust mid-April cast in the 2015. -

1108 History of Reveille.Pdf
‘Traditions are not born on the form of sudden revelation but rather as a gradually accelerating, expanding philosophical acceptance by all. And this tradition started in the most minute origin, and became nationwide, and it is a joy to me that it has happened.’ –George Comnas ’35 The First Lady of Aggieland By Krista Smith ’09 t was Aug. 30, the first home game for the Aggies. The eyes of the more than 80,000 in Iattendance turned to the end zone. Sitting there was a panting dog, bedecked in maroon and white finery. “Look! It’s her!” “There she is! The new one! Isn’t she gorgeous?” And when her image flashed on the giant video screen a few seconds later, an all-out roar of ap- plause and whoops erupted. After Reveille VII’s retirement was announced in February, it took a lengthy process to find the new mascot. But Reveille VIII was finally home. She has been formally installed as First Lady of Aggieland and continues a fabled legacy rich with tradition. AGGIENETWORK.COM NOVEMBER-DECEMBER 2008 | TEXAS AGGIE 63 S HIVE Your Dollars At Work RC The Association of Former Students is proud to support the tradition of Y AND A Reveille, providing assistance with transportation and lodging when BRAR I Reveille and her handler travel L L to out-of-town football games. A I R O M the faults of the others: the year and timing does not match up, the dog’s HING ME S physical description is wrong, the loca- CU OF tion of the discovery is not document- Y S E ed, the chronological events are out of Reveille I marked the start of many rt order. -
University History Tradition
UNIVERSITY HISTORY & TRADITION UNIVERSITY HISTORY & TRADITION As a first generation Aggie, the idea of an incredibly large student body population raised on rich history and traditions seemed both inspiring and overwhelming. However, from my first step onto Texas A&M University’s campus, I knew that I had found my home. The Aggie Spirit is amazing in bringing thousands of individuals together into one Aggie Family. Our abundant history and long-standing traditions make Texas A&M unique from any other institution. From traditions such as Silver Taps and Aggie Muster, to the 12th Man, Reveille, and the Aggie Ring, Texas A&M generates a sense of pride and loyalty to the university that is unparalleled. My advice is to become fully immersed in the culture and traditions of Texas A&M. Being a part of the Aggie Family means contributing to something greater than yourself, so make the most of your time here...and Gig ‘Em Aggies! Shelley Gullord ’18 New Student Handbook | 9 History By resolution of the Legislature of the State of Texas in November 1866, Texas agreed to provide for a college under the terms of the Morrill Act, but no such institution was organized until the establishment of the Agricultural and Mechanical College of Texas by the Texas state legislature on April 17, 1871. A commission created to locate the institution accepted the offer of 2,416 acres of land from the citizens of Brazos County in 1871, and instruction began in 1876. Texas A&M was established as a military institution, and the Corps of Cadets has played an important part in its history and development. -
Finding Off-Campus Housing Ocsm 2018-2019 2 Search Resources Manager and Locator Services
SURVIVAL MANUAL Off-Campus Student Services S STUET AARS OFF-CAMPUS STUDENT SERVICES @ WHITE CREEK (sswc.tamu.edu) STUDENT SERVICES Student Services @ White Creek, Student Life 1 Building 0070 West Campus Blvd. 1257 TAMU College Station, TX 77843-1257 Phone: 979.845.1741 Fax: 979.845.6138 Email: [email protected] Website: ocss.tamu.edu TAMU Off-Campus Student Services @TAMU_OCSS There are over 60,000 Texas A&M students who live off campus. There are many resources available to assist the off-campus student, including: THE AGGIE UP CAMPAIGN is a cooperative campaign between Texas A&M University and the Cities of Bryan and College Station. This campaign aims to provide students with positive transitions to community and neighborhood living so their Aggie experience will be positive both on and off campus. Texas A&M Offices of the Dean of Student Life, College Station Police, University Police Department, College Station Fire Department, College Station Code Enforcement, Neighborhood Services and Community Relations Office, and the Bryan Police Department Neighborhood Enforcement Team collaborate on various community outreach projects. To learn more, visit aggieup.tamu.edu. THE MUNICIPAL AFFAIRS VICE PRESIDENT is in charge of the Texas A&M student body’s relationship with the City of College Station, City of Bryan, and Brazos County. The Municipal Affairs VP will attend city council meetings, meet with city staff, and communicate with resident stakeholder groups in order to advocate on behalf of the student body. To learn more, visit sga.tamu.edu. The 2018-2019 Off-Campus Survival Manual was edited by Ruoran Shi & Jess Yanker in Off Campus Student Services.