Silicon-Based Infrared Photodetectors for Low-Cost Imaging Applications
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Uncooled Microbolometer Detector: Recent Developments at ULIS
OPTO-ELECTRONICS REVIEW 14(1), 25–32 DOI: 10.2478/s11772-006-0004-2 Uncooled microbolometer detector: recent developments at ULIS J.L. TISSOT*, C. TROUILLEAU, B. FIEQUE, A. CRASTES, and O. LEGRAS ULIS, BP 27 – 38113 Veurey-Voroize, France Uncooled infrared focal plane arrays are being developed for a wide range of thermal imaging applications. Fire-fighting, predictive maintenance, process control and thermography are a few of the industrial applications which could take benefit from uncooled infrared detector. Therefore, to answer these markets, a 35-µm pixel-pitch uncooled IR detector technology has been developed enabling high performance 160´120 and 384´288 arrays production. Besides a wide-band version from uncooled 320´240/45 µm array has been also developed in order to address process control and more precisely industrial furnaces control. The ULIS amorphous silicon technology is well adapted to manufacture low cost detector in mass produc- tion. After some brief microbolometer technological background, we present the characterization of 35 µm pixel-pitch detec- tor as well as the wide-band 320´240 infrared focal plane arrays with a pixel pitch of 45 µm. Keywords: uncooled IRFPA, 2D array, MWIR, LWIR, microbolometer, amorphous silicon. 1. Introduction Uncooled infrared detectors are now available for various applications. Their simple operating conditions are similar to those of digital CMOS active pixel sensor (APS) used in some digital cameras. They have already shown their po- tentiality to fulfil many commercial and military applica- tions. One of the key parameters is the low cost achievable with uncooled detectors compared to cooled quantum de- tectors. -

Status of Uncooled Infrared Detector Technology at ULIS, France
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Defence Science Journal Defence Science Journal, Vol. 63, No. 6, November 2013, pp. 545-549, DOI : 10.14429/dsj.63.5753 2013, DESIDOC Status of Uncooled Infrared Detector Technology at ULIS, France J.L. Tissot*, P. Robert, A. Durand, S. Tinnes, E. Bercier, and A. Crastes ULIS, 38113, Veurey-Voroize, France *E-mail: [email protected] ABSTRACT The high level of accumulated expertise by ULIS and CEA/LETI on uncooled microbolometers made from amorphous silicon enables ULIS to develop uncooled infrared focal plane array (IRFPA) with 17 µm pixel-pitch to enable the development of small power, small weight and power and high performance IR systems. Key characteristics of amorphous silicon based uncooled IR detector is described to highlight the advantage of this technology for system operation. A full range of products from 160 x 120 to 1024 x 768 has been developed and we will focus the paper on the ¼ VGA with 17 µm pixel pitch. Readout integrated circuit (ROIC) architecture is described highlighting innovations that are widely on-chip implemented to enable an easier operation by the user. The detector configuration (integration time, windowing, gain, scanning direction), is driven by a standard I²C link. Like most of the visible arrays, the detector adopts the HSYNC/VSYNC free-run mode of operation driven with only one master clock (MC) supplied to the ROIC which feeds back pixel, line and frame synchronisation. On-chip PROM memory for customer operational condition storage is available for detector characteristics. -

Enhancing Microbolometer Performance at Terahertz Frequencies with Metamaterial Absorbers
Calhoun: The NPS Institutional Archive Theses and Dissertations Thesis Collection 2013-09 Enhancing microbolometer performance at terahertz frequencies with metamaterial absorbers Kearney, Brian T. Monterey, California: Naval Postgraduate School http://hdl.handle.net/10945/37647 NAVAL POSTGRADUATE SCHOOL MONTEREY, CALIFORNIA DISSERTATION ENHANCING MICROBOLOMETER PERFORMANCE AT TERAHERTZ FREQUENCIES WITH METAMATERIAL ABSORBERS by Brian T. Kearney September 2013 Dissertation Supervisor: Gamani Karunasiri Approved for public release; distribution is unlimited THIS PAGE INTENTIONALLY LEFT BLANK REPORT DOCUMENTATION PAGE Form Approved OMB No. 0704–0188 Public reporting burden for this collection of information is estimated to average 1 hour per response, including the time for reviewing instruction, searching existing data sources, gathering and maintaining the data needed, and completing and reviewing the collection of information. Send comments regarding this burden estimate or any other aspect of this collection of information, including suggestions for reducing this burden, to Washington headquarters Services, Directorate for Information Operations and Reports, 1215 Jefferson Davis Highway, Suite 1204, Arlington, VA 22202–4302, and to the Office of Management and Budget, Paperwork Reduction Project (0704–0188) Washington DC 20503. 1. AGENCY USE ONLY (Leave blank) 2. REPORT DATE 3. REPORT TYPE AND DATES COVERED September 2013 Dissertation 4. TITLE AND SUBTITLE 5. FUNDING NUMBERS ENHANCING MICROBOLOMETER PERFORMANCE AT TERAHERTZ FREQUENCIES WITH METAMATERIAL ABSORBERS 6. AUTHOR(S) Brian T. Kearney 7. PERFORMING ORGANIZATION NAME(S) AND ADDRESS(ES) 8. PERFORMING ORGANIZATION Naval Postgraduate School REPORT NUMBER Monterey, CA 93943–5000 9. SPONSORING /MONITORING AGENCY NAME(S) AND ADDRESS(ES) 10. SPONSORING/MONITORING N/A AGENCY REPORT NUMBER 11. SUPPLEMENTARY NOTES The views expressed in this thesis are those of the author and do not reflect the official policy or position of the Department of Defense or the U.S. -

Design, Modeling, and Characterization of Innovative Terahertz Detectors Duy Thong Nguyen
Design, modeling, and characterization of innovative terahertz detectors Duy Thong Nguyen To cite this version: Duy Thong Nguyen. Design, modeling, and characterization of innovative terahertz detectors. Elec- tromagnetism. Université de Grenoble, 2012. English. tel-00773019 HAL Id: tel-00773019 https://tel.archives-ouvertes.fr/tel-00773019 Submitted on 15 Jan 2013 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. THÈSE Pour obtenir le grade de DOCTEUR DE L’UNIVERSITÉ DE GRENOBLE Spécialité : Optique et Radiofréquences Arrêté ministériel : 7 août 2006 Présentée par Duy Thong NGUYEN Thèse dirigée par Jean-Louis COUTAZ et codirigée par François SIMOENS préparée au sein du Laboratoire CEA-Léti dans l'École Doctorale EEATS Conception, modélisation et caractérisation de détecteurs térahertz innovants Thèse soutenue publiquement le 12 novembre 2012 devant le jury composé de : Pr. Jean-Louis COUTAZ Professeur, IMEP-LAHC, Université de Savoie, directeur de thèse Dr. Gian Piero GALLERANO Chef du Laboratoire des Sources de Rayonnement, ENEA, Frascati (Italie), -
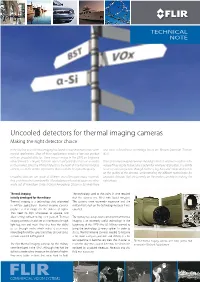
Uncooled Detectors for Thermal Imaging Cameras Making the Right Detector Choice
TECHNICAL NOTE Uncooled detectors for thermal imaging cameras Making the right detector choice In the last few years thermal imaging has found its way into many more com- also exists a ferroelectric technology based on Barium Strontium Titanate mercial applications. Most of these applications require a low cost product (BST). with an uncooled detector. These sensors image in the LWIR, or longwave infrared band (7 - 14 μm). Different types of uncooled detectors are available Users of thermal imaging cameras should get the best and most modern tech- on the market. Since the infrared detector is the heart of any thermal imaging nology if they decide to purchase a system for whatever application. The ability camera, it is of the utmost importance that it is of the best possible quality. to see crystal clear pictures through darkness, fog, haze and smoke all depends on the quality of the detector. Understanding the different technologies for Uncooled detectors are made of different and often quite exotic materials uncooled detectors that are currently on the market can help in making the that each have their own benefits. Microbolometer-based detectors are either right choice. made out of Vanadium Oxide (VOx) or Amorphous Silicon (α-Si) while there Thermal imaging: The technology used at that point in time required initially developed for the military that the camera was filled with liquid nitrogen. Thermal imaging is a technology that originated The systems were extremely expensive and the in military applications. Thermal imaging cameras military had a lock on the technology because it was produce a clear image on the darkest of nights. -

The Compact Visible and Infrared Radiometer
P5.11 APPLICATION AND DESIGN OF SATELLITE INFRARED SPECTRAL IMAGING RADIOMETERS WITH UNCOOLED MICROBOLOMETER ARRAY DETECTORS James D. Spinhirne NASA Goddard Space Flight Center/912, Greenbelt, MD 20771 Redgie S. Lancaster Goddard Earth Science and Technology Center, University of Maryland, Baltimore County 1000 Hilltop Circle, Baltimore, MD 21250 Kevin R. Maschhoff BAE System, Lexington, MA 02421 1. INTRODUCTION versions of these devices (Wood and Foss, 1993). Detector arrays of 640x480 size and larger are now available. Uncooled array detectors offer a number of advantages for space borne infrared array imaging. The elimination of 3. ISIR detector cooling requirements can significantly reduce the size, cost and power requirements systems. Integration of The Infrared Spectral Imaging Radiometer (ISIR) the instrument to a spacecraft is much simplified due to program developed an infrared radiometer that flew as part reduced thermal management requirements. An array of of the hitchhiker complement onboard space shuttle detectors permits imaging without mechanical scanning. In mission STS-85 in August 1997. The ISIR instrument was addition an array may be exploited to provide information the first earth observing radiometer to include UMAD on the angular distribution of radiation simultaneously to technology and was built to address the applicability of spectral radiance. The potential limitation of uncooled these detectors as space-borne radiometric sensors. During infrared detectors is reduced sensitivity. Other issues are mission STS-85 the ISIR instrument was used to obtain stability and calibration. radiometric imagery of clouds, land, and ocean in several Over the last five years the use of infrared imaging narrow spectral bands in the thermal infrared and provided radiometers based on uncooled microbolometer array measurements of cloud-top temperature, classification, and detectors has been studied and tested. -

Towards an Ultra-Sensitive Temperature Sensor for Uncooled Infrared Sensing in CMOS–MEMS Technology
micromachines Article Towards an Ultra-Sensitive Temperature Sensor for Uncooled Infrared Sensing in CMOS–MEMS Technology Hasan Gökta¸s Electrical and Electronic Engineering, Harran University, ¸Sanlıurfa63000, Turkey; [email protected]; Tel.: +90-414-318-3000 Received: 10 January 2019; Accepted: 1 February 2019; Published: 6 February 2019 Abstract: Microbolometers and photon detectors are two main technologies to address the needs in Infrared Sensing applications. While the microbolometers in both complementary metal-oxide semiconductor (CMOS) and Micro-Electro-Mechanical Systems (MEMS) technology offer many advantages over photon detectors, they still suffer from nonlinearity and relatively low temperature sensitivity. This paper not only offers a reliable solution to solve the nonlinearity problem but also demonstrate a noticeable potential to build ultra-sensitive CMOS–MEMS temperature sensor for infrared (IR) sensing applications. The possibility of a 31× improvement in the total absolute frequency shift with respect to ambient temperature change is verified via both COMSOL (multiphysics solver) and theory. Nonlinearity problem is resolved by an operating temperature sensor around the beam bending point. The effect of both pull-in force and dimensional change is analyzed in depth, and a drastic increase in performance is achieved when the applied pull-in force between adjacent beams is kept as small as possible. The optimum structure is derived with a length of 57 µm and a thickness of 1 µm while avoiding critical temperature and, consequently, device failure. Moreover, a good match between theory and COMSOL is demonstrated, and this can be used as a guidance to build state-of-the-art designs. Keywords: CMOS; MEMS; microresonators; microelectromechanical systems; thermal detector; temperature sensor; infrared sensor; microbolometer 1. -

Evaluation of Microbolometer-Based Thermography for Gossamer Space Structures
Evaluation of Microbolometer-Based Thermography for Gossamer Space Structures Jonathan J. Miles*a, Joseph R. Blandinoa, Christopher H. M. Jenkinsb, Richard S. Pappac, Jeremy Banikb, Hunter Browna, Kiley McEvoya aJames Madison University, Harrisonburg, VA 22807 bSouth Dakota School of Mines and Technology, Rapid City, South Dakota 57701 cNASA Langley Research Center, Hampton, Virginia 23681 ABSTRACT In August 2003, NASA’s In-Space Propulsion Program contracted with our team to develop a prototype on-board Optical Diagnostics System (ODS) for solar sail flight tests. The ODS is intended to monitor sail deployment as well as structural and thermal behavior, and to validate computational models for use in designing future solar sail missions. This paper focuses on the thermography aspects of the ODS. A thermal model was developed to predict local sail temperature variations as a function of sail tilt to the sun, billow depth, and spectral optical properties of front and back sail surfaces. Temperature variations as small as 0.5 ºC can induce significant thermal strains that compare in magnitude to mechanical strains. These thermally induced strains may result in changes in shape and dynamics. The model also gave insight into the range and sensitivity required for in-flight thermal measurements and supported the development of an ABAQUS-coupled thermo-structural model. The paper also discusses three kinds of tests conducted to 1) determine the optical properties of candidate materials; 2) evaluate uncooled microbolometer-type infrared imagers; and 3) operate a prototype imager with the ODS baseline configuration. (Uncooled bolometers are less sensitive than cooled ones, but may be necessary because of restrictive ODS mass and power limits.) The team measured the spectral properties of several coated polymer samples at various angles of incidence. -

Silicon Microelectronics Programs at the NATIONAL INSTITUTE of STANDARDS and TECHNOLOGY
mm 1*4 NIST NISTIR 6884 Silicon Microelectronics Programs AT THE NATIONAL INSTITUTE OF STANDARDS AND TECHNOLOGY Programs, Activities and Accomplishments JULY 2002 Edited by Stephen Knight Joaquin V. Martinez de Pinillos and Michele Buckley National Institute of Standards and Technology Technology Administration, U.S. Department of Commerce Cover Picture Caption Silicon Microelectronics Programs at the National Institute of Standards and Technology is a NIST- wide effort to meet the highest priority measurement needs of the semiconductor industry and its supporting infrastructure. Research efforts include development of standard test structures for inter- connect reliability evaluation; fundamental measurements of ionization cross sections of gas species used in plasma processing of integrated circuits; development of advanced at-speed test techniques for gigahertz integrated circuits; and development of precise measurement techniques for characterizing aspheric lenses for Extreme Ultraviolet Lithography. m Silicon Microelectronics Programs at National Institute of Standards and Technology Programs, Activities, and Accomplishments B| NISTIR 6884 July 2002 m U.S. DEPARTMENT OF COMMERCE Donald L. Evans, Secretary Technology Administration Phillip J. Bond, Under Secretary of Commerce for Technology National Institute of Standards and Technology Arden L. Bement, Jr., Director Disclaimer Disclaimer: Certain commercial equipment and/or software are identified in this report to adequately describe the experimental procedure. Such identification does not imply recommendation or endorse- ment by the National Institute of Standards and Technology, nor does it imply that the equipment and/or software identified is necessarily the best available for the purpose. References: References made to the International Technology Roadmap for Semiconductors (ITRS) apply to the most recent edition, dated 1999. -

The Pennsylvania State University
The Pennsylvania State University The Graduate School Department of Engineering Science and Mechanics PROPERTIES OF PULSED DC SPUTTERED VANADIUM OXIDE THIN FILMS USING A V2O3 TARGET FOR UNCOOLED MICROBOLOMETERS A Thesis in Engineering Science by Kerry Elizabeth Wells 2008 Kerry Elizabeth Wells Submitted in Partial Fulfillment of the Requirements for the Degree of Master of Science December 2008 ii The thesis of Kerry Elizabeth Wells was reviewed and approved* by the following: Mark W. Horn Associate Professor Engineering Science and Mechanics Thesis Advisor Michael Lanagan Associate Professor of Engineering Science and Mechanics, and Materials Science and Engineering S. Ashok Professor of Engineering Science S.S.N Bharadwaja Research Associate Nikolas Podraza Research Associate Judith A. Todd P. B. Breneman Department Head Head of the Department of Engineering Science and Mechanics *Signatures are on file in the Graduate School iii ABSTRACT Vanadium oxide (VOx) thin films are known as feasible materials for sensing applications in uncooled microbolometers. A great deal remains unknown about the relationship between the films‟ material properties and the deposition parameters. This study involved the deposition and analysis of VOx films made by pulsed DC magnetron sputtering of a V2O3 target with a 200 W power source at 225 kHz at room temperature. The depositions consisted of thin films made at total pressures varied from 2.5 to 50 mTorr and oxygen partial pressures between 0 and 10%. Electrical, optical and microstructural properties were investigated to determine the effects of varied oxygen partial pressure and total pressure during deposition. Variations of thickness and post deposition annealing and aging were also studied to determine the effects on the film properties. -
Thermal Technology Glossary June 2018 Table of Contents 1
Glossary Thermal technology glossary June 2018 Table of contents 1. AGC 3 2. Detection range 3 2.1 Johnson’s criteria 4 3. Electromagnetic spectrum 4 4. Emissivity 5 5. Exposure zone 5 6. Lenses 6 6.1 Athermalized lenses 6 7. NETD 6 8. NUC 7 9. Pixel pitch 7 10. Sensors 7 10.1 Cooled sensors 7 10.2 Uncooled sensors 7 10.2.1 Microbolometers 7 11. Sun safe 8 12. Thermography 8 2 1. AGC Automatic gain control (AGC) is a controlling algorithm for automatically adjusting the gain and offset, to deliver a visually pleasing and stable image that is suitable for video analytics. By deploying different AGC techniques, both rapid and slow scene changes can be controlled to optimize the resulting image regarding brightness, contrast, and other image-quality properties. A rapid scene change, that is, a rapid change in the incoming signal levels, could, for a thermal camera, be when something cold or hot enters the scene, for instance a hot truck engine. The corresponding scene change for a visual camera could be when the sun disappears behind a cloud. Snow Heat from a running truck AGC also controls whether the output mapping from the sensor’s 14-bit signal level to the 8-bit image is done linearly or by using a histogram-equalization curve. Histogram equalization redistributes the incoming signal levels, resulting in better image contrast. For example, in a scene with a big flat back- ground and one small but very warm object, a linear curve would waste signal levels that are between the object and the background. -

Spectral Response of Microbolometers for Hyperspectral Imaging
SPECTRAL RESPONSE OF MICROBOLOMETERS FOR HYPERSPECTRAL IMAGING A FINAL REPORT SUBMITTED TO THE GRADUATE DIVISION OF THE UNIVERSITY OF HAWAI’I AT MĀNOA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN GEOLOGY AND GEOPHYSICS NOVEMBER 2017 BY CASEY I. HONNIBALL COMMITTEE: ROBERT WRIGHT PAUL G. LUCEY PAUL WESSEL Keywords: Microbolometer, Hyperspectral imaging, Long-wave infrared, Mid-wave infrared, Vanadium Oxide, Amorphous Silicon, Spectral response ABSTRACT Hyperspectral imaging (HSI) is a technique with a growing list of applications and potential users. This technique combines the power of imaging with the chemical discrimination of spectroscopy. Because HSI divides light from the scene into narrow slices of wavelength, the technique typically employs cryogenic detector arrays to achieve needed sensitivity. However, within the last two decades, microbolometer arrays have improved in sensitivity, pixel count and total array area. At the University of Hawai’i at Manoa, we have shown that when paired with interferometer spectrometers to maximize performance, microbolometer arrays can provide sufficient sensitivities for a variety of infrared HSI applications. The ability of microbolometer arrays to operate at ambient-temperature make them attractive candidates for low power applications, including space-based instruments on small satellites. Under two NASA projects we are determining the suitability of uncooled microbolometers for HSI systems with the aim of HSI measurements from smaller satellites than is possible with cryogenic instruments. The suitability of a detector is governed in part by its spectral response. Microbolometers have wide variations in spectral response by technology and vendor; as part of our NASA projects we conducted a spectral response measurement campaign on four different microbolometer cameras and one cooled photon detector.