Reduction of Dark Current in CMOS Image Sensor Pixels Using Hydrocarbon-Molecular-Ion-Implanted Double Epitaxial Si Wafers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Paper Dark Current Characterization of Low-Noise CMOS Global Shutter Pixels Using Pinned Storage Diodes
ITE Trans. on MTA Vol. 2, No. 2, pp. 108-113 (2014) Copyright © 2014 by ITE Transactions on Media Technology and Applications (MTA) Paper Dark Current Characterization of Low-noise CMOS Global Shutter Pixels Using Pinned Storage Diodes † † † Keita Yasutomi (member) , Taishi Takasawa , Shoji Kawahito (fellow) Abstract This paper describes dark current characterization of two-stage charge transfer pixels, which enable a global shuttering and kTC noise canceling. The proposed pixel uses pinned diode structures for the photodiode (PD) as well as the storage diode (SD), thereby a very low dark current is expected. In this paper, effects of negative gate biasing and temperature dependency are discussed with device simulations and measurement results. The measured dark current of the PD and SD with the negative gate bias results in 19.5 e-/s and 7.3 e-/s (totally 26.8 e-/s) at ambient temperature of 25oC (the chip temperature is approximately 30◦C). This value is much smaller than that of conventional global shutter pixels, showing the effectiveness of use of the pinned storage diode. Key words: CMOS Image Sensor, dark current. global shutter, two-stage charge transfer, kTC noise free. measured dark current is still higher than rolling shut- 1. Introduction ter CISs. Recently, true-correlated double sampling (CDS) This paper describes dark current characterization global shutter (GS) pixels1)−4) have been developed, of the two-stage charge transfer pixels using pinned and the noise level of GS CMOS image sensors (CISs) storage diodes under negative gate bias conditions for has been improved to a few electrons. -
Noise in Cameras and Photodiodes Laboratory Instructions
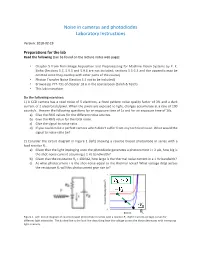
Noise in cameras and photodiodes Laboratory Instructions Version: 2018-02-19 Preparations for the lab Read the following (can be found on the lecture notes web page): • Chapter 5 from from Image Acquisition and Preprocessing for Machine Vision Systems by P. K. Sinha (Sections 5.7, 5.9.5 and 5.9.6 are not included; sections 5.1-5.3 and the appendix may be omitted since they overlap with other parts of the course) Different• Photon Transfer Noise modes of operation (Section 3.3 not to be included) • Browse pp 777-791 of chapter 18.6 in the course book (Saleh & Teich) • This lab instruction Open circuit (photovoltaic) Do the following exercises: i=0 Separated carriers 1) A CCD camera has a read noise of 5 electrons, a fixed pattern noise quality factor of 3% and a dark current of 2 electrons/s/pixel. When the pixels are exposed to light, charges accumulate at a rate of 100 builds up a voltage counts/s . Answer the following questions for an exposure time of 1s and for an exposure time of 10s. a) Give the RMS values for the different noise sources. b) Give the RMS value for the total noise. c) Give the signal to noise ratio. d) If you could make a perfect camera which didn’t suffer from any technical noise. What would the signal to noise ratio be? Short circuit 2) Consider the circuit diagram in Figure 1 (left) showing a reverse biased photodiode in series with a load resistor RL. a) Given that the light impinging onto the photodiode generates a photocurrent i = 2 µA, how big is the shot-noise current assuming a 1 Hz bandwidth? b) Given that the resistance RL = 100 kΩ, how large is the thermal noise current in a 1 Hz bandwith? c) At what photocurrent i is the shot-noise equal to the thermal noise? What voltage drop across V=0 Reverse biased the resistance RL will this photocurrent give rise to? (photoconductive) Strong E-field ⇒ Faster drift and faster response time ⇒ Increases depletion region and active area -VB R L Figure 1. -

High-Level Numerical Simulations of Noise in CCD and CMOS
High-level numerical simulations of noise in CCD and CMOS photosensors: review and tutorial Mikhail Konnik∗ and James Welsh Faculty of Engineering and Built Environment, University of Newcastle, Australia Abstract The photosensor models differ by the generality and the scope of the noise sources being included. High- In many applications, such as development and test- level simulators [5] are used for the evaluation of how ing of image processing algorithms, it is often neces- different noise sources influence image quality [7], while sary to simulate images containing realistic noise from low-level simulator models specific aspects of the solid- solid-state photosensors. A high-level model of CCD sate physics of a sensor [8]. The thoroughness of noise and CMOS photosensors based on a literature review modelling differs as well; for example, in some models is formulated in this paper. The model includes photo- of the photosensor, the dark current shot noise is de- response non-uniformity, photon shot noise, dark cur- scribed by its mean value [9, 10], while other models use rent Fixed Pattern Noise, dark current shot noise, off- more sophisticated statistical description of noise [11]. set Fixed Pattern Noise, source follower noise, sense Sophisticated software integrated suits such as the Im- node reset noise, and quantisation noise. The model age Systems Evaluation Toolkit [12, 7, 13] (ISET) were also includes voltage-to-voltage, voltage-to-electrons, developed recently. and analogue-to-digital converter non-linearities. The formulated model can be used to create synthetic im- ages for testing and validation of image processing al- Models of CMOS photosensors: Both high- gorithms in the presence of realistic images noise. -

Photomultiplier Tube Basics Photomultiplier Tube Basics
Photomultiplier tube basics Photomultiplier tube basics Still setting the standard 8 Figures of merit 18 Single-electron resolution (SER) 18 Construction & operating principle 8 Signal-to-noise ratio 18 The photocathode 9 Timing 18 Quantum efficiency (%) 9 Response pulse width 18 Cathode radiant sensitivity (mA/W) 9 Rise time 18 Spectral response 9 Transit-time and transit-time differences 19 Transit-time spread, time resolution 19 Collection efficiency 11 Very-fast tubes 11 Linearity 19 Fast tubes 11 External factors affecting linearity 19 General-purpose tubes 11 Internal factors affecting linearity 20 Tubes optimized for PHR 12 Linearity measurement 21 Measuring collection efficiency 12 Stability 21 The electron multiplier 12 Long-term drift 21 Secondary emitting dynode coatings 13 Short-term shift (or count rate stability) 22 Voltage dividers 13 Gain 1 Supply and voltage dividers 23 Anode collection space 1 Applying the voltage 23 Anode sensitivity 1 Voltage dividers 2 Specifications and testing 1 Anode resistor 2 Maximum voltage ratings 1 Gain adjustment 2 Anode dark current & dark noise 1 Magnetic fields 2 Ohmic leakage 1 Thermionic emission 1 Magnetic shielding 27 Field emission 1 Environmental considerations 28 Radioactivity 1 Temperature 28 PMT without scintillator 1 Atmosphere 29 PMT with scintillator 1 Mechanical stress 29 Cathode excitation 1 Radiation 29 Dark current values on test tickets 1 Reference 30 Afterpulses 17 www.photonis.com Still setting Construction the standard & operating principle A photomultiplier tube is -

CMOS Image Sensors - Past Present and Future
CMOS Image Sensors - Past Present and Future Boyd Fowler, Xinqiao(Chiao) Liu, and Paul Vu Fairchild Imaging, 1801 McCarthy Blvd. Milpitas, CA 95035 USA Abstract sors. CMOS image sensors can integrate sensing and process- In this paper we present an historical perspective of CMOS ing on the same chip and have higher radiation tolerance than image sensors from their inception in the mid 1960s through CCDs. In addition CMOS sensors could be produced by a vari- their resurgence in the 1980s and 90s to their dominance in the ety of different foundries. This opened the creative flood gates 21st century. We focus on the evolution of key performance pa- and allowed people all over the world to experiment with CMOS rameters such as temporal read noise, fixed pattern noise, dark image sensors. current, quantum efficiency, dynamic range, and sensor format, The 1990’s saw the rapid development of CMOS image i.e the number of pixels. We discuss how these properties were sensors by universities and small companies. By the end of improved during the past 30 plus years. We also offer our per- the 1990’s image quality had been significantly improved, but spective on how performance will be improved by CMOS tech- it was still not as good as CCDs. During the first few years of nology scaling and the cell phone camera market. the 21st century it became clear that CMOS image sensor could out–perform CCDs in the high speed imaging market, but that Introduction their performance still lagged in other markets. Then, the devel- MOS image sensors are not a new development, and they opment of the cell phone camera market provided the necessary are also not a typical disruptive technology. -

EE 119 Homework 7 Solution Professor: Jeff Bokor TA: Xi Luo
EE 119 Homework 7 Solution Professor: Jeff Bokor TA: Xi Luo 1. Photomultiplier tube a) Assume constant quantum efficiency and constant power. Sketch the variation of cathode current as a function of wavelength between 200nm and 1μm. (Assume a current of 10nA at 200nm). Solution: P ⎡ P ⎤ Icathode ∝ np ⋅ QE = ⋅QE = ⋅QEλ= C ⋅ λ hv ⎣⎢h⋅ c ⎦⎥ in which C is a constant. Thus, the sketch is as the following. b) If the photocathode material has a work function of 1.8eV, what is the maximum wavelength it can detect? Solution: 1.24eV⋅ um The maximum wavelength it can detect is λ = = 0.689um max 8.1 eV hc Or φ =8.1 eV = hvmin = , λmax m 1 λ =(4.17 × 10−15 eV ⋅ s ) × (3 × 108 ) × ( ) = 695nm max s 8.1 eV 2. Dark Current a) If the cathode dark current of a PMT is found to be 2x104e/sec at room temperature (300K), what is the equivalent shot noise to this dark current? Assume the bandwidth is 1Hz. Solution: 1 Since the dark current is N = 2x104 electrons per second, the shot noise associated with it will be N = 141 electrons per second. b) We can actually distinguish a light signal that only exceeds the shot noise level of the dark current. Based on this criterion, what is the minimum power that can be detected? Assume the quantum efficiency is 50% at λ = 630nm. Solution: The minimum power that can be detected which just exceeds the shot noise level of the dark current is 1 P =hv ⋅ n ⋅ Δ v , where nse is the number of electrons due to the shot min QE se 1 c noise. -

Avalanche Photodiodes: a User's Guide
!"#$%& Avalanche Photodiodes: A User's Guide Abstract Avalanche photodiode detectors have and will continue to be used in many diverse applications such as laser range finders and photon correlation studies. This paper discusses APD structures, critical performance parameters and the excess noise factor. 1. Introduction For low-light detection in the 200 to 1150 nm range, the designer has three basic detector choices - the silicon PIN detector, the silicon avalanche photodiode (APD) and the photomultiplier tube (PMT). APDs are widely used in instrumentation and aerospace applications, offering a combination of high speed and high sensitivity unmatched by PIN detectors, and quantum efficiencies at > 400 nm unmatched by PMTs. Recently demonstrated performance includes: • Noise equivalent power (NEP) of <10-15 W/Hz½ for a 0.5 mm APD • Detection of 100-photon, 20 ns pulses with standard APDs • Detection of 10-photon, 20 ns pulses with special APDs • BER data communications at 810 nm at 60 Mb/s with only 39 photons/bit • Photon-counting detection efficiencies > 70% at 633 nm; dark counts of only 1 count/s on 150 µm diameter APDs • Detection and resolution of low energy, 1 to 30 keV X-rays • 2. What is an Avalanche Photodiode? 2.1 APD Structures In order to understand why more than one APD structure exists, it is important to appreciate the design trade-offs that must be accommodated by the APD designer. The ideal APD would have zero dark noise, no excess noise, broad spectral and frequency response, a gain range from 1 to 106 or more, and low cost. -

Dark Current RTS-Noise in Silicon Image Sensors
Portland State University PDXScholar Dissertations and Theses Dissertations and Theses Spring 6-12-2018 Dark Current RTS-Noise in Silicon Image Sensors Benjamin William Hendrickson Portland State University Follow this and additional works at: https://pdxscholar.library.pdx.edu/open_access_etds Part of the Physics Commons, and the Signal Processing Commons Let us know how access to this document benefits ou.y Recommended Citation Hendrickson, Benjamin William, "Dark Current RTS-Noise in Silicon Image Sensors" (2018). Dissertations and Theses. Paper 4475. https://doi.org/10.15760/etd.6359 This Thesis is brought to you for free and open access. It has been accepted for inclusion in Dissertations and Theses by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. Dark Current RTS-Noise in Silicon Image Sensors by Benjamin William Hendrickson A thesis submitted in partial fulfillment of the requirement for the degree of Master of Science in Physics Thesis Committee: Erik Bodegom, Chair Ralf Widenhorn Morley M. Blouke Portland State University 2018 ABSTRACT Random Telegraph Signal (RTS) noise is a random noise source defined by discrete and metastable changes in the magnitude a signal. Though observed in a variety of physical processes, RTS is of particular interest to image sensor fabrication where progress in the suppression of other noise sources has elevated its noise contribution to the point of approaching the limiting noise source in scientific applications [3]. There have been two basic physical sources of RTS noise reported in image sensors. The first involves a charge trap in the oxide layer of the source follower in a CMOS image sensor. -

Rad Tolerant CMOS Image Sensor Based on Hole Collection 4T Pixel Pinned Photodiode
Open Archive Toulouse Archive Ouverte (OATAO) OATAO is an open access repository that collects the work of Toulouse researchers and makes it freely available over the web where possible. This is an author-deposited version published in: http://oatao.univ-toulouse.fr/ Eprints ID: 8320 To link to this article: DOI: 10.1109/TNS.2012.2223486 URL: http://dx.doi.org/10.1109/TNS.2012.2223486 To cite this version: Place, Sébastien and Carrere, Jean-Pierre and Allegret, Stephane and Magnan, Pierre and Goiffon, Vincent and Roy, François Rad Tolerant CMOS Image Sensor Based on Hole Collection 4T Pixel Pinned Photodiode. (2012) IEEE Transactions on Nuclear Science, vol. 59 (n° 6). pp. 2888-2893. ISSN 0018-9499 Any correspondence concerning this service should be sent to the repository administrator: [email protected] Rad Tolerant CMOS Image Sensor Based on Hole Collection 4T Pixel Pinned Photodiode Sébastien Place, Student Member, IEEE, Jean-Pierre Carrere, Stephane Allegret, Pierre Magnan, Member, IEEE, Vincent Goiffon, Member, IEEE, and Francois Roy Abstract— pixel pitch CMOS Image sensors based on hole collection pinned photodiode (HPD) have been irradiated with source. The HPD sensors exhibit much lower dark current degradation than equivalent commercial sensors using an Electron collection Pinned Photodiode (EPD). This hardness im- provement is mainly attributed to carrier accumulation near the interfaces induced by the generated positive charges in dielectrics. The pre-eminence of this image sensor based on hole collection pinned photodiode architectures in ionizing environments is demonstrated. Index Terms—Active pixel sensors, APS, CIS, CMOS 4T image sensor, CMOS image sensors, dark current, hole collection pinned photodiode, hole-based detector, pinned photodiode. -

Lecture 12: Photodiode Detectors
Lecture 12: Photodiode detectors Background concepts p-n photodiodes Photoconductive/photovoltaic modes p-i-n photodiodes Responsivity and bandwidth Noise in photodetectors References: This lecture partially follows the materials from Photonic Devices, Jia-Ming Liu, Chapter 14. Also from Fundamentals of Photonics, 2nd ed., Saleh & Teich, Chapters 18. 1 Electron-hole photogeneration Most modern photodetectors operate on the basis of the internal photoelectric effect – the photoexcited electrons and holes remain within the material, increasing the electrical conductivity of the material Electron-hole photogeneration in a semiconductor • absorbed photons generate free electron- h hole pairs h Eg • Transport of the free electrons and holes upon an electric field results in a current 2 Absorption coefficient Bandgaps for some semiconductor photodiode materials at 300 K Bandgap (eV) at 300 K Indirect Direct Si 1.14 4.10 Ge 0.67 0.81 - 1.43 kink GaAs InAs - 0.35 InP - 1.35 GaSb - 0.73 - 0.75 In0.53Ga0.47As - 1.15 In0.14Ga0.86As - 1.15 GaAs0.88Sb0.12 3 Absorption coefficient E.g. absorption coefficient = 103 cm-1 Means an 1/e optical power absorption length of 1/ = 10-3 cm = 10 m Likewise, = 104 cm-1 => 1/e optical power absorption length of 1 m. = 105 cm-1 => 1/e optical power absorption length of 100 nm. = 106 cm-1 => 1/e optical power absorption length of 10 nm. 4 Indirect absorption Silicon and germanium absorb light by both indirect and direct optical transitions. Indirect absorption requires the assistance of a phonon so that momentum and energy are conserved. -

Variability Limits the Advantage of a Photo Diode's Zero Bias Operation
Variability limits the advantage of a photo diode’s zero bias operation Bart Dierickx1, 2 Abstract In the dark a photodiode is a passive structure. At zero bias it thus exhibits zero leakage (dark) current. This feature is known since ever; in hybrid photovoltaic infrared detectors one exploits it to minimize dark current. In monolithic CMOS or CCD sensors this “trick” is often not applicable as the design freedom to bring the bias voltage at zero volts does not exist. Note that it is not the dark current itself that we want to reduce, but its related noise and spatial non-uniformity. The goal is thus not to reduce the dark current to zero, on average, but to minimize the spread of the effect of dark current. In this paper we will point out that there is a lower limit on the improvement due to variability of the dark current and of the pixel’s circuit parts. The essence of this paper: is it worthwhile doing effort to operate photodiodes at or near zero-bias? At first sight, reducing the photodiode’s bias voltage to zero is the wonder solution for dark current. The message is: Yes, dark current can be greatly reduced; DSNU and DCSN may decrease too. And No, the gain is by far not what you hoped for. In some not-so-extreme operation conditions, it does even more harm than good. We derive formulas for the basic behavior, which allow estimating the best temperature/integration time/bias voltage working point. These formulas are just tools to understand dependencies. -

Unified Theory of Sensor Pattern Noise an Analysis of Dark Current, Lens Effects and Temperature Bias in CMOS Image Sensors
Towards a Unified Theory of Sensor Pattern Noise An analysis of Dark Current, Lens effects and Temperature Bias in CMOS Image Sensors. Mr. Richard Henry Edwin Matthews Bachelor of Engineering (Electrical and Electronic, Honours), University of Adelaide, 2014 Thesis submitted for the degree of Doctor of Philosophy in Electrical and Electronic Engineering University of Adelaide 8 March 2019 Title Page Image: A Sony IMX2019PQ image sensor displays dust build up under a scanning electron microscope at 9982x magnification (Colourised). Photo credit to Richard Matthews using the facilities, and the scientific and technical assistance, of the Australian Microscopy and Micro- analysis Research Facility at Adelaide Microscopy, the University of Adelaide. © 2018 Richard Matthews All Rights Reserved iii “Wherever he steps, whatever he touches, whatever he leaves, even unconsciously, will serve as a silent witness against him. Not only his fingerprints or his footprints, but his hair, the fibers from his clothes, the glass he breaks, the tool mark he leaves, the paint he scratches, the blood or semen he deposits or collects. All of these and more, bear mute witness against him. This is evidence that does not forget. It is not confused by the excitement of the moment. It is not absent because human witnesses are. It is factual evidence. Physical evidence cannot be wrong, it cannot perjure itself, it cannot be wholly absent. Only human failure to find it, study and understand it, can diminish its value.” - Paul L. Kirk iv Contents Citation Listing ix Abstract xi Declaration xiii Acknowledgements xv List of Figures xvii List of Tables xviii Symbols and Definitions xxi 1 Introduction 1 1.1 Context .