Better Understanding Needed for Asphalt Tank-Explosion Hazards
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Large Floating Structure with Free-Floating, Self-Stabilizing Tanks for Hydrocarbon Storage
energies Article Large Floating Structure with Free-Floating, Self-Stabilizing Tanks for Hydrocarbon Storage Jian Dai 1,* , Kok Keng Ang 2,*, Jingzhe Jin 3, Chien Ming Wang 4 , Øyvind Hellan 3 and Arnstein Watn 5 1 Department of Marine Technology, Norwegian University of Science and Technology, 7491 Trondheim, Norway 2 Department of Civil and Environmental Engineering, National University of Singapore, Singapore 117576, Singapore 3 SINTEF Ocean, 7052 Trondheim, Norway 4 School of Civil Engineering, University of Queensland, St Lucia, QLD 4072, Australia 5 SINTEF, 7465 Trondheim, Norway * Correspondence: [email protected] (J.D.); [email protected] (K.K.A.) Received: 30 July 2019; Accepted: 6 September 2019; Published: 10 September 2019 Abstract: Hydrocarbon is a major source of energy for sustainable development. Storage of hydrocarbon products, however, requires a significant amount of land space to land-scarce countries like Singapore. This paper presents an alternative way of storing hydrocarbon in Singapore coastal waters through the innovative design of a floating hydrocarbon storage facility. The design comprises free-floating and self-stabilizing tanks enclosed by barges that form a floating hydrocarbon storage facility. The tanks are made of prestressed concrete and they are designed to be self-stabilized when floating in the sea water. Owing to the lack of available design guidelines, design requirements on the stability and motion criteria for floating storage tanks are developed based on a review of existing codes of practice and design specifications for both onshore tanks and offshore vessels. A comprehensive study on the hydrostatic performance of various proposed floating tank design concepts with different storage capacities is carried out. -
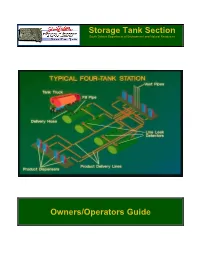
Guide to Gas Station
Storage Tank Section South Dakota Department of Environment and Natural Resources Owners/Operators Guide This handbook provides a general guidance on the storage tank systems. For specific requirements look at the underground storage tank system rules (Chapter 74:56:01 South Dakota Administrative Rules) which are located at the storage tank program web site. (http://denr.sd.gov/tanks) TABLE OF CONTENTS A. South Dakota’s Underground Storage Tank Program 1- Underground Storage Tank………………………………………. 04 2- Notification………………………………………………………….. 04 3- Plans and Specifications…………………………………………...05 4- Temporary Closure………………………………………………… 05 5- Permanent Closure………………………………………………… 06 6- Post Closure…………………………………………………………06 7- Reporting Spills…………………………………………………….. 06 B. Leak Detection………………………………………………………………….. 07 C. Leak Detection System on Tanks 1- Automatic Tank Gauging………………………………………….. 09 2- Secondary Containment With Interstitial Monitoring…………… 10 3- Statistical Inventory Reconciliation (SIR)……………………...… 12 4- Vapor Monitoring…………………………………………………… 13 5- Groundwater Monitoring (for tanks & piping)………………….… 14 6- Inventory Control And Tank Tightness Testing (for tanks only)..15 7- Manual Tank Gauging And Tank Tightness Testing…………… 17 8- Manual Tank Gauging for tanks 1000 gallon or less………..…. 18 D. Leak Detection System on Product Lines 1- Automatic Line Leak Detection………………………………..…. 20 2- Line Tightness Testing……………………………………………. 21 3- Sump Sensors………………. ……………………..…… 22 E. Leak Prevention Systems……………………………………………..…….. 23 1- What are the -

NFPA 31 Faqs
NFPA 31 FAQs Responses to FAQs are prepared by NFPA technical staff to assist users in reading and understanding NFPA codes and standards. The responses, however, are not Formal Interpretations issued pursuant to NFPA Regulations. Any opinions expressed are the personal opinions of the author(s), and do not necessarily represent the official position of the NFPA or its Technical Committees. In addition, the responses are neither intended, nor should be relied upon, to provide professional consultation or services. 1. We are installing a diesel‐driven emergency generator in the basement of a building. Does NFPA 31 apply to this installation? No, it does not. NFPA 37, Standard for the Installation and Use of Stationary Combustion Engines and Gas Turbines, applies to the installation of any stationary internal combustion engine, whether fueled by a liquid fuel (e.g., diesel fuel) or a gaseous fuel (e.g., propane or natural gas). NFPA 31, on the other hand, applies to equipment in which the liquid fuel is burned in a combustion chamber to produce heat, as opposed to motive power. 2. Can an oil‐fired water heater and an oil‐fired heating appliance both be connected to the same chimney? Subsection 6.3.3 of NFPA 31 allows two or more oil‐fired appliances to be connected to the same chimney, provided sufficient draft is maintained for safe operation of the appliances and provided all flue gases are removed. 3. Does NFPA 31 provide any guidance on how a chimney connector should be joined to a clay or metal thimble in a masonry chimney? Subsection 6.5.5 of NFPA 31 addresses this issue and basically states the same installation rules as does Subsection 9.7.1 of NFPA 211, Standard for Chimneys, Fireplaces, Vents, and Solid Fuel‐Burning Appliances: it requires that the chimney connector extend through to the inner wall of the chimney or the chimney liner and that it be firmly cemented in place. -

Underground Storage Tank Program
Underground Storage Tank Program 25 YEARS OF PROTECTING OUR LAND AND WATER Office of Solid Waste and EPA-510-B-09-001 Emergency Response (5401P) March 2009 www.epa.gov/oust 25 YEARS Printed on 50% recycled/recyclable paper with minimum 25% post-consumer fiber. OVERVIEW 2 25 Years Of Progress Through Strong Partnerships INSPECTIONS 4 Our Program’s Ounce Of Prevention Is Worth A Pound Of Cure REUSE 6 Reusing Abandoned Gas Stations Is Helping To Revitalize Neighborhoods TIMELINE 8 Milestones In The Underground Storage Tank Program REGULATIONS 10 UST Regulations Then and Now N E W F U E L S 12 Storing New Fuels In Old Tanks Can Be A Challenge SUSTAINABILITY 14 Greening Underground Storage Tank Operations And Cleanups FUTURE 16 Working Together Toward A Greener America 25 YEARS 25 25 Years Of Progress Through Strong Partnerships In 1983, CBS’s 60 Minutes aired a story titled “Check the Water,” Despite this great progress, challenges remain. The underground storage which brought national attention to families suffering from the effects tank program’s priorities are to: meet the mandate to inspect all 623,000 of a gasoline leak. Less than a year later, Congress passed and the federally-regulated tanks every three years, boost compliance rates to President signed a new law directing EPA to protect our nation’s land minimize future releases, and clean up old and new tank leaks. Beyond and water from underground storage tank (UST) leaks. At the time, these core activities, it is important to also encourage sustainable reuse there were approximately two million underground storage tanks. -

KANSAS STORAGE TANK PROGRAM ABOVEGROUND STORAGE TANK OVERVIEW April 4, 2018
KANSAS STORAGE TANK PROGRAM ABOVEGROUND STORAGE TANK OVERVIEW April 4, 2018 http://www.kdheks.gov/tanks/index.html Copies of this document are available at: http://www.kdheks.gov/tanks/download/ast_overview.pdf As the state’s environmental and public health agency, KDHE promotes responsible choices to protect the health and environment for all Kansans. Through education, direct services, and the assessment of data and trends, coupled with policy development and enforcement, KDHE will improve health and the quality of life. We prevent illness, injuries and foster a safe and sustainable environment for the people of Kansas. KANSAS DEPARTMENT OF HEALTH AND ENVIRONMENT BUREAU OF ENVIRONMENTAL REMEDIATION Storage Tank Section 1000 SW Jackson, Suite 410 Topeka, KS 66612-1367 1 Table of Contents Page Table of Contents 2 Aboveground Tanks Regulated by the KDHE 3 Temporary Aboveground Storage Tanks 4 Requirements for New Tank Construction 4 Registration and Permitting of Aboveground Tanks 5 Registration of Small Tanks 6 Secondary Containment 6 EPA Secondary Containment Requirements (SPCC) 6 The Kansas Petroleum Storage Tank Release Trust Funds Overview 7 K.A.R. 28-44-28 and K.A.R. 28-44-29 10 KDHE AST Contact Information 11 Spill Hotline phone numbers 12 EPA Region 7 Contact information 12 2 Aboveground Tanks Regulated by the KDHE The Kansas Department of Health and Environment, Bureau of Environmental Remediation (BER) is responsible for regulating releases from aboveground storage tanks (ASTs), as defined in the Kansas Storage Tank Act. Aboveground storage tanks are defined as having more than 90% of the tank volume, including piping located aboveground or above the floor of an underground area such as a basement. -

Chapter 17 Storage Tanks
Chapter 17 Storage Tanks TABLE OF CONTENTS Part A STORAGE TANK SYSTEMS: INTRODUCTION.......................... 1 Section 1. Authority. .................................... 1 Section 2. Codes and standards referenced in this Chapter.. 1 Section 3. Purpose......................................... 2 Section 4. Applicability. ................................ 2 (a) Exemptions ....................................... 2 (b) Exclusions........................................ 2 (c) Deferrals......................................... 2 Section 5. Definitions. .................................. 3 PART B STORAGE TANK SYSTEMS: TECHNICAL SPECIFICATIONS............. 9 Section 6. Design and Construction Standards for UST Systems. 9 (a) Tanks. ........................................... 9 (b) Piping. .......................................... 11 (c) Spill and overfill prevention equipment. ......... 12 (d) Installation. .................................... 13 (e) Certification of Installation. ................... 13 Section 7. Substandard USTs. ............................. 15 Section 8. Repairs Allowed. .............................. 15 PART C STORAGE TANK SYSTEMS: GENERAL OPERATING REQUIREMENTS........ 18 Section 9. Notification Requirements. .................... 18 (a) New UST Systems. ................................. 18 (b) Existing Storage Tank Systems. ................... 18 (c) Annual Registration. ............................. 18 (d) Fees. ............................................ 18 (e) Certification. ................................... 19 -

Spill Guidance Manual Section
TECHNICAL RESOURCE MATERIAL TRANSPORT AND STORAGE VESSELS 3.2-1 NOTES Transport and Storage Vessels GUIDANCE SUMMARY-AT-A-GLANCE # When you arrive at the scene of an incident involving a transport or storage vessel, one of your first concerns will be the need to control the release or fire. Even so, it is not your responsibility (nor are you equipped) to perform the hands-on emergency response activities needed to physically control the release or fire. Instead, you will be there to ensure that the appropriate first responders are at the scene and that they are adequately protected to perform their work safely. We have included some common sense guidelines for what to look for when approaching and working on the scene of a leaking or burning transport or storage vessel. This manual is not, however, a substitute for proper training and experience in conducting first-response actions for fires, leaks, or spills involving transport and storage vessels. # While BSPR personnel are not to attempt to control a release or fire themselves, it is still important that you have some knowledge of how these actions are performed properly for different types of transport and storage vessels. Enough information has been provided in this section for you to understand the basic features of transportation and storage vessels. Refer to the materials and illustrations provided and note the locations of valves and other connections where leaks can occur. # The U.S. Department of Transportation (USDOT) has strict regulations governing the transport of hazardous materials. These regulations can help you, as a spill responder, identify the various types of transport vessels that you may encounter and the materials they may carry. -
Storage Tank Section Corrective Action Policy Manual
KANSAS STORAGE TANK PROGRAM CORRECTIVE ACTION POLICY MANUAL October 9, 2020 http://www.kdheks.gov/tanks/index.html Copies of this document are available at: http://www.kdheks.gov/tanks/download/Corrective_Action_Policy_Manual.pdf As the state’s environmental and public health agency, KDHE promotes responsible choices to protect the health and environment for all Kansans. Through education, direct services, and the assessment of data and trends, coupled with policy development and enforcement, KDHE will improve health and the quality of life. We prevent illness, injuries and foster a safe and sustainable environment for the people of Kansas. KANSAS DEPARTMENT OF HEALTH AND ENVIRONMENT BUREAU OF ENVIRONMENTAL REMEDIATION 1000 SW Jackson, Suite 410 Topeka, KS 66612-1367 1 Table of Contents KDHE UST Contact Information 3 Kansas Reporting Requirements for Underground Storage Tank Releases 4 Article 48 – Spill Reporting 5 UST Closure Procedures 6 Requirements for UST Removal 6 Requirements of In-Place UST Abandonment 8 Buried Line Removal Options 9 Petroleum Site Remediation Levels 10 Site Ranking & Risk Based Corrective Action 11 Attachment A: Standard Monitoring Well Design 12 Attachment B: Approved Analytical Methods for Organic Compounds 14 Attachment C: Sampling Requirements for Permanent In-Place Closures or Changes-In-Service 16 2 KDHE UST CONTACT INFORMATION If you should need additional information regarding UST requirements, or if you need to register UST tanks within Kansas, you should contact the appropriate individual listed below: CENTRAL OFFICE STAFF DISTRICT OFFICE STAFF Program Area Telephone No. 1. Southwest District Office – Dodge City (620) 225-0596 General Program Information (785) 296-1678 Fax: (620) 225-3731 Fax (785) 559-4260 Wade Kleven DEA (620) 682-7940 Tyrel Wehner EC/RS (620) 682-7948 Kevin Faurot EC/RS (620) 682-7941 Underground Storage Tank Trust Fund Remedial Action Scott O’Neal (785) 296-1597 2. -
Final Investigation Report
U.S. CHEMICAL SAFETY AND HAZARD INVESTIGATION BOARD FINAL INVESTIGATION REPORT CHEVRON RICHMOND REFINERY PIPE RUPTURE AND FIRE CHEVRON RICHMOND REFINERY #4 CRUDE UNIT RICHMOND, CALIFORNIA KEY ISSUES: AUGUST 6, 2012 CHEVRON PROCESS SAFETY PROGRAMS CHEVRON EMERGENCY RESPONSE MECHANICAL INTEGRITY INDUSTRY STANDARD DEFICIENCIES LEAK EVALUATION AND RESPONSE INDUSTRY STANDARD DEFICIENCIES REPORT NO. 2012-03-I-CA JANUARY 2015 Chevron Richmond Refinery Investigation Report January 2015 [This page intentionally left blank.] ii U.S. CHEMICAL SAFETY AND HAZARD INVESTIGATION BOARD Chevron Richmond Refinery Investigation Report January 2015 Table of Contents 1.0 Executive Summary ......................................................................................................................... 1 1.1 Incident Summary .............................................................................................................................. 1 1.2 Chevron Interim Report ..................................................................................................................... 2 1.3 Chevron Regulatory Report .............................................................................................................. 4 1.4 Chevron Final Investigation Report ................................................................................................... 5 1.4.1 Technical Findings .................................................................................................................... 5 1.4.2 Organizational Findings ........................................................................................................... -

Underground Storage Tank Factsheet
Underground Storage Tank Factsheet What are Underground Storage Tanks? Underground storage tanks (known as USTs) are large containers placed underground to hold large quantities of liquids or gases. USTs are typically constructed of Steel, Aluminum, Fiberglass or a combination of materials. They may be either single-wall or double-wall construction. A double-walled UST is a storage tank that has an inner wall and outer wall with a gap (interstitial space) between the walls to allow for secondary containment. USTs also typically have piping and a pump station to move the tank contents to where they are used. About 95% of all USTs store petroleum products like gasoline or oil. Tanks may hold industrial chemicals, pesticides, or even food products. Why Underground Storage Tanks are a Concern USTs are closely regulated because leaking tanks have the potential to contaminate the soil or ground water. A spill of only three gallons of gasoline can ruin drinking water for a small town. Fifty percent of the nation’s population, and 100 percent in virtually all rural areas, rely on groundwater for drinking water. According to Missouri Department of Natural Resources (MDNR) records, in Greene County alone, there are 174 sites which have underground storage tanks (UST) currently regulated by federal law. There have been over 300 sites with known petroleum releases. At present there are approximately 60 active UST sites which have not yet received closure by MDNR. In the United States, as many as 200,000 sites have been adversely impacted by petroleum leaking from USTs. These properties have the potential to be a threat to public health and, in some cases, are a blight on neighborhoods. -

Oilmen's Truck Tanks, Inc
OILMEN’S TRUCK TANKS, INC. Serving the Petroleum Industry... Since 1951 E ILM N’S O EQUIPMENT d in 1951 Establishe Performance Guaranteed 800-859-TANK (8265) or 864-573-7400 www.trucktanks.com T2015 Joshua 24:15 Oilmen’s Celebrated its 60th Anniversary with 6,000 Square-Foot Expansion. Thanks to our valuable Customers, Employees, and the following participating Vendors for their support... Cim-Tek DIEGHAN For additional details, visit: http://www.prweb.com/releases/OilmensTruckTanks/60YearsBuildingTruckTanks/prweb9138642 No parts of the work covered by the copyrights hereon may be reproduced or copied in any form or by any means – graphic, electronic or mechanical including photo copying, recording, taping, or information storage or retrieval systems – without written prior approval from the owner. 2 © Copyright 2015, 2012, 2011, 2010, 2009, 2005, 1999, 1992 Oilmen’s Truck Tanks, Inc. Oilmen’s is a registered trademark of Oilmen’s Equipment Corp. 2 OILMEN’S TRUCK TANKS, INC. Catalog Contents Oilmen’s is one of the Largest Dealers in New and Used Truck Tanks in North America. 2 Oilmen’s Celebrates 60 Years 52 Oilmen’s Specialty Event Photos, Plant Tour, Participating Vendors, Insulated and Wrapped Stainless Steel Tanks with and Aerial Photos of 6,000 sq. ft. Expansion. Insulated Cabinets; Stainless Steel Fuel Tanks for Extreme Cold Climates; All Terrain Rough Service 4 DEF Delivery Products Refueling Vehicles; Special Units for Fueling DEF Trucks, Trailers, Stationary Skids, Mobile Skids, Emergency Response Vehicles; DEF Delivery Transloading Systems, Bulk Storage. Solutions; Diesel Systems for Fueling Locomotives; Service Units for Delivering Oils, Grease, Air, Diesel 6 Oilmen’s Headquarters & Gas; Storm Chasers; Quick Response Storage Aerial Photo of Oilmen’s 80,000 sq. -

Liquefied Natural Gas: Understanding the Basic Facts Liquefied Natural Gas: Understanding The
Liquefied Natural Gas: Understanding the Basic Facts Liquefied Natural Gas: Understanding the “I strongly support developing new LNG capacity in the United States.” —President George W. Bush Page 2 4 Growing Demand Emergence of the for Natural Gas Global LNG Market About This Report Natural gas plays a vital role in One of several proposed the U.S. energy supply and in supply options would involve This report was prepared by the U.S. Department of Energy (DOE) in achieving the nation’s economic increasing imports of liquefied collaboration with the National and environmental goals. natural gas (LNG) to ensure Association of Regulatory Utility that American consumers have Although natural gas production Commissioners (NARUC). DOE’s Office of adequate supplies of natural in North America is projected Fossil Energy supports technology gas in the future. research and policy options to ensure to gradually increase through clean, reliable, and affordable supplies 2025, consumption has begun Liquefaction enables natural of oil and natural gas for American to outpace available domestic gas that would otherwise be consumers, working closely with the National Energy Technology Laboratory, natural gas supply. Over time, “stranded” to reach major which is the Department’s lead center this gap will widen. markets. Developing countries for the research and development of with plentiful natural gas advanced fossil energy technologies. resources are particularly NARUC, a nonprofit organization interested in monetizing composed of governmental agencies engaged in the regulation of natural gas by exporting it as telecommunications, energy, and water LNG. Conversely, more utilities and carriers in the 50 states, the developed nations with little District of Columbia, Puerto Rico, and or no domestic natural gas the Virgin Islands, serves the public rely on imports.