Sustainable Value Report 2003/2004. Innovation. Efficiency
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

INTRODUCTION the BMW Group Is a Manufacturer of Luxury Automobiles and Motorcycles
Marketing Activities Of BMW INTRODUCTION The BMW Group is a manufacturer of luxury automobiles and motorcycles. It has 24 production facilities spread over thirteen countries and the company‟s products are sold in more than 140 countries. BMW Group owns three brands namely BMW, MINI and Rolls- Royce. This project contains detailed information about the marketing and promotional activities of BMW. It contains the history of BMW, its evolution after the world war and its growth as one of the leading automobile brands. This project also contains the information about the growth of BMW as a brand in India and its awards and recognitions that it received in India and how it became the market leader. This project also contains the launch of the mini cooper showroom in India and also the information about the establishment of the first Aston martin showroom in India, both owned by infinity cars. It contains information about infinity cars as a BMW dealership and the success stories of the owners. Apart from this, information about the major events and activities are also mentioned in the project, the 3 series launch which was a major event has also been covered in the project. The two project reports that I had prepared for the company are also a part of this project, The referral program project which is an innovative marketing technique to get more customers is a part of this project and the other project report is about the competitor analysis which contains the marketing and promotional activities of the competitors of BMW like Audi, Mercedes and JLR About BMW BMW (Bavarian Motor Works) is a German automobile, motorcycle and engine manufacturing company founded in 1917. -
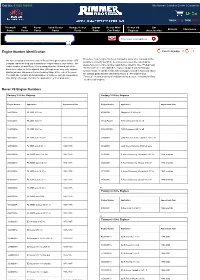
Engine Number Identification Rover V8 Engine Numbers Search by Part No. Or Description
Call Us: 01522 568000 My Account | Customer Service | Contact Us Items: 0 | Total £0.00 Triumph MG Rover Land Rover Range Rover Jaguar Rover Mini Rover V8 Car Brands Clearance Parts Parts Parts Parts Parts Parts Car Parts Engines Accessories Enter your email address Search By Part No. or Description Engine Number Identification Select Language ▼ ▼ Therefore, if your engine has been changed at some time, it should still be We have included a reference chart of Rover V8 engine numbers from 1970 possible to correctly identify it. To ensure you receive the correct parts, onwards, which will help you to identify the engine fitted to your vehicle. The please have your engine number ready before ordering. Note: "Pulsair" and engine number of most Rover V8s is stamped on the left hand side of the "Air Injection" are terms applied to engines equipped with Air Rail type block deck, adjacent to the dipstick tube, although some very early engines cylinder heads; ie cylinder heads with steel pipes located in holes just above had the number stamped on the bellhousing flange at the rear of the block. the exhaust ports (fitted to carb Range Rover & TR8 engines only). The chart also contains a brief description of features, such as compression "Detoxed" refers to a variety of emission control devices - including Air Rails ratio and gearbox type and also the approximate year of production. - fitted to carb engines. Rover V8 Engine Numbers Factory 3.5 Litre Engines Factory 3.9 Litre Engines Engine Number Application Approximate Year Engine Number Application -

Annual Report 2018/19 (PDF)
JAGUAR LAND ROVER AUTOMOTIVE PLC Annual Report 2018/19 STRATEGIC REPORT 1 Introduction THIS YEAR MARKED A SERIES OF HISTORIC MILESTONES FOR JAGUAR LAND ROVER: TEN YEARS OF TATA OWNERSHIP, DURING WHICH WE HAVE ACHIEVED RECORD GROWTH AND REALISED THE POTENTIAL RATAN TATA SAW IN OUR TWO ICONIC BRANDS; FIFTY YEARS OF THE EXTRAORDINARY JAGUAR XJ, BOASTING A LUXURY SALOON BLOODLINE UNLIKE ANY OTHER; AND SEVENTY YEARS SINCE THE FIRST LAND ROVER MOBILISED COMMUNITIES AROUND THE WORLD. TODAY, WE ARE TRANSFORMING FOR TOMORROW. OUR VISION IS A WORLD OF SUSTAINABLE, SMART MOBILITY: DESTINATION ZERO. WE ARE DRIVING TOWARDS A FUTURE OF ZERO EMISSIONS, ZERO ACCIDENTS AND ZERO CONGESTION – EVEN ZERO WASTE. WE SEEK CONSCIOUS REDUCTIONS, EMBRACING THE CIRCULAR ECONOMY AND GIVING BACK TO SOCIETY. TECHNOLOGIES ARE CHANGING BUT THE CORE INGREDIENTS OF JAGUAR LAND ROVER REMAIN THE SAME: RESPONSIBLE BUSINESS PRACTICES, CUTTING-EDGE INNOVATION AND OUTSTANDING PRODUCTS THAT OFFER OUR CUSTOMERS A COMPELLING COMBINATION OF THE BEST BRITISH DESIGN AND ENGINEERING INTEGRITY. CUSTOMERS ARE AT THE HEART OF EVERYTHING WE DO. WHETHER GOING ABOVE AND BEYOND WITH LAND ROVER, OR BEING FEARLESSLY CREATIVE WITH JAGUAR, WE WILL ALWAYS DELIVER EXPERIENCES THAT PEOPLE LOVE, FOR LIFE. The Red Arrows over Solihull at Land Rover’s 70th anniversary celebration 2 JAGUAR LAND ROVER AUTOMOTIVE PLC ANNUAL REPORT 2018/19 STRATEGIC REPORT 3 Introduction CONTENTS FISCAL YEAR 2018/19 AT A GLANCE STRATEGIC REPORT FINANCIAL STATEMENTS 3 Introduction 98 Independent Auditor’s report to the members -

Executive Order, 2020, Jaguar Land Rover Limited, LDT, A-409-0062
Executive Order: A-409-0062 New Zero-Emission Vehicles in the Passenger Car, JAGUAR LAND ROVER Light-Duty Truck, and Medium Duty Vehicle LIMITED Classifications CALIFORNIAHAIR RESOURCES BOARD Page 1 of 2 Pursuant to the authority vested in California Air Resources Board by Health and Safety Code, Division 26, Part 5, Chapter 2; and pursuant to the authority vested in the undersigned by Health and Safety Code Sections 39515 and 39516 and Executive Order G-14-012; IT IS ORDERED: The following vehicles produced by the manufacturer are certified as zero-emission vehicles pursuant to Title 13, California Code of Regulations (13 CCR) 1962.2 and the incorporated test procedure Production vehicles shall be in all material respects the same as those for which certification is granted. TEST GROUP INFORMATION MODEL YEAR TEST GROUP VEHICLE TYPE (1) ZEV TYPE (2) ZEV FUEL TYPE (3) 2020 LJLXTOO . OTZA LDT2 ZEV LI+ VEHICLE MODEL INFORMATION VEHICLE ZEV EV FUEL JUDDS AER (4) ZEV MAKE MODEL TYPE (1) TYPE (2) TYPE (3) (MILES) CREDIT JAGUAR I-PACE HSE LDT2 ZEV LI+ 351 . 95 4. 00 JAGUAR -PACE S LDT2 ZEV LI+ 354 . 45 1. 00 JAGUAR -PACE SE LDT2 ZEV LI+ 351 . 95 1. 00 13 CCR abc = Title 13, California Code of Regulations, Section abc; HSC xyz = Health and Safety Code Section xyz; * = not applicable (1) PC: passenger car; LDT: light-duty truck; MDV: medium-duty vehicle; HDV: heavy-duty vehicle; #: pounds; LVW: loaded vehicle weight; ALVW: adjusted loaded vehicle weight, alternately called TW: test weight; GVWR: gross vehicle weight rating (2) ZEV: zero-emission vehicle; NEV: neighborhood electric vehicle; NEV+: neighborhood electric vehicle meeting 13 CCR 1962.2(d)(5)(F) specifications and requirements (3) Pb-A: lead-acid battery; NiCd: nickel-cadmium battery; NiMH: nickel-metal hydride battery; Li+: lithium ion battery; FCH2: fuel cell consuming on-board stored hydrogen (4) UDDS: urban dynamometer driving schedule; AER: all electric range BE IT FURTHER RESOLVED: The listed vehicle models shall not be equipped with any fuel-fired auxiliary power sources or heaters. -

Mg Car Club History
MG CAR CLUB HISTORY The first complete MG Car Club History was compiled by the late Mike Hawke and published in 2000 to celebrate the 70th Anniversary of the Club. The book was soon out of print, there was clearly a need for a replacement and Peter Browning volunteered to edit an enlarged and updated version. This is the first of a multi-part series. It is a little over six years since I put together a page of readers’ correspondence for The Light Car including the letter that started it all. It appeared over the signature of one Roy Marsh and was published in the issue of September 5, 1930. Why Not an MG Club? Being a very interested reader of The Light Car and Cyclecar, I notice that a number of one make clubs have been formed lately with very satisfactory results. Now Midget enthusiasts, what about an MG Car Club? There are hundreds of you and surely some very enjoyable social runs and trials could be arranged. Perhaps MG owners would let me have their opinions on the idea. Quite brief and to the point, it took immediate effect. That was as inevitable as the subsequent growth of the Club. You cannot have a lot of people rushing round the country in cars like MGs without wanting to get together. Various people wrote to various other people. HM Post Office was enriched by numerous pennies inserted in numerous slots and one or two more letters appeared in The Light Car. The upshot of it all was an announcement in that journal of an inaugural rally on October 12 for the purpose of formally bringing the Club into being. -

All-New Discovery Vehicle Accessories
ALL-NEW DISCOVERY VEHICLE ACCESSORIES ALL-NEW DISCOVERY CONTENTS CARRYING AND TOWING 2 Molded to your personal tastes EXTERIOR 8 Choose from a range of striking designs WHEELS AND WHEEL ACCESSORIES 12 Add the finishing touches INTERIOR 16 Enhance your personal travel space LAND ROVER PRODUCT ASSURANCE 24 Our commitment INDEX 27 Your quick reference guide 1 CARRYING AND TOWING Transport what can’t be contained—your passion. Fasten, affix, or store your valuables and hold steady that excitement; the journey doesn’t end until you say so. 2 ALL-NEW DISCOVERY CROSS BARS Mount multiple accessories with these bright finish aluminum Cross Bars whose aerodynamic design minimizes drag and noise. Incremental height when fitted: 4.33in. Load capacity: 163lbs. Requires Roof Rails. VPLRR0154 ROOF RAILS LUGGAGE BOX1 Engineered and positioned for optimal weight With power-grip mounting for quick attachment distribution of cargo, these Roof Rails are required to the roof bars, this durable Luggage Box for all Land Rover roof-mounted accessories. features a gloss black finish and conveniently Load capacity: 176lbs. Requires Roof Rail Ditch opens from both sides. Lockable for security. Finishers and Alpine Light Kit for installation. Volume: 108 gallons. Load capacity: 125lbs. VPLRR0155 (Black) VPLVR0062 VPLRR0156 (Silver) VPLRR0158 (Alpine Light Kit) VPLRR0157 (Roof Rail Ditch Finishers) SPORTS ROOF BOX1 SPORTS ROOF BOX - LARGE1 Featuring a sleek, aerodynamic design and Power-click quick-mounting system with integrated torque gloss black finish, this Sports Roof Box can indicator for easy and secure fixation with a single-handed be mounted on either side of the vehicle and grip. -

By Recal Management Divson at 3:52
13V-047 (3 pages) February 7, 20 13 Ms. Nancy Lewis Associate Administrator for Enforcement National Highway Traffic Safety Administration 1200 New jersey Ave., S.E. Washington, DC 20590 RE: Recall Campaign Fuel filler neck missing anti-misfueling device 20 13 Rolls-Royce Phantom Dear Ms. Lewis: This notice is sent to you in accordance with the requirements of the National Traffic and Motor Vehicle Safety Act of 1966 and 49 CFR Part 573. Pursuant to Section 573.6(c), we submit the following information. I. Manufacturer: Rolls-Royce Motor Cars, Ltd. Designated Agent: Samuel Campbell, Ill (pending) Department Head, Safety Engineering and ITS BMW of North America, LLC 200 Chestnut Ridge Rd. (Bldg. ISO) Woodcliff Lake, Nj 07677 2. Make: Rolls-Royce Model Year I Model Inclusive dates of manufacture 20 I 3 I Phantom Nov. 2, 20 12 -jan. 18, 2013 3. The number of vehicles in the affected range is approximately 27. Of these vehicles, 20 are under the care of Rolls-Royce dealers, while 7 have been sold to customers. 4. The percentage of vehicles estimated to contain the condition is less than 5%. 5. The issue involves the fuel filler neck. A batch of incomplete fuel filler necks was provided by the supplier. Specifically, the anti-misfueling device was missing. This Rolls-Royce Motor Cars Rolls-Royce MotOI" Cars NA, LLC Mailina Address: P.O. Box 1227, Westwood. NJ 07675-1227 Office Address: 300 Chestnut Ridge Road. Woodcliff Lake, NJ 07677-7731 Telephone (201) 307-4000 Fax (201) 571-5479 www.rolls-roycemotorcars.com A BMW Group Company device prevents refueling with the wrong fuel type (i.e., diesel), but also discharges static electricity into the metallic structure of the chassis during refueling. -

Case Is Investment in Apparently Non-Productive Assets
World Resources Institute Sustainable Enterprise Program A program of the World Resources Institute BAYERISCHE MOTOREN WERKE AG (A) F. or more than a decade, WRI's In the late summer of 1990, the German government Sustainable Enterprise Program invited industry commentary on a proposed policy to make (SEP) has harnessed the power of automobile manufacturers responsible for the final business to create profitable solutions disassembly and disposal of their products, as well as for to environment and development ensuring that most of each vehicle is recycled. Commonly challenges. BELL, a project of SEP, is focused on working with managers known as product "take-back" requirements, such and academics to make companies legislation is potentially revolutionary for manufacturers. more competitive by approaching The obligation to assume stewardship for a product long social and environmental challenges after it has been sold necessitates changes in product as unmet market needs that provide design, materials use and disassembly techniques that business growth opportunities through would have been unthinkable even ten years ago. entrepreneurship, innovation, and Moreover, establishment of a reverse distribution network organizational change. to collect discarded products requires a significant Permission to reprint this case is investment in apparently non-productive assets. available at the BELL case store. Additional information on the Case At BMW AG, it was the task of the recycling group (T-RC) Series, BELL, and WRI is available at: to determine the company's response to the draft www BELLinnovation org legislation, which was called "Draft: The Federal Government's Policy on the Reduction, Minimization, or Utilization of Scrapped Vehicle Wastes." Dr.-Ing. -

Sustainable Value Report 2005/2006
Sustainable Value Report 2005/2006 Verantwortung wahrnehmen. Rolls-Royce Motor Cars Limited BMW Group Umsatz BMW Group Investitionen in Mrd. Euro in Mio. Euro 50 44,3 5.000 42,4 4.245 4.347 45 41,5 4.500 4.042 37,2 38,5 40 4.000 3.516 35 3.500 2.781 30 3.000 25 2.500 20 2.000 15 1.500 00 01 02* 03 04 00 01 02 03 04 * angepasst nach Harmonisierung der internen und externen Rechnungslegung BMW Group Auslieferungen Automobile* BMW Group Ergebnis vor Steuern in Tsd. in Mio. Euro 1.300 1.208,7 4.000 3.554 3.242 3.297 3.205 1.200 1.104,9 3.500 1.057,3 1.100 3.000 1.000 905,7 2.500 2.032 900 822,2 2.000 800 1.500 700 1.000 600 500 00 01 02 03 04 00 01 02 03 04 * bereinigt um Rover/Land Rover BMW Group in Zahlen Wirtschaft 2000 2001 2002 2003 2004 Fahrzeug-Produktion BMW Einheiten 834.519 904.335 930.221 944.072 1.059.978 MINI Einheiten – 42.395 160.037 174.366 189.492 Rolls-Royce Einheiten – – – 502 875 Automobile gesamt1] Einheiten 1.026.755 946.730 1.090.258 1.118.940 1.250.345 Motorräder2] Einheiten 74.397 90.478 93.010 89.745 93.836 Fahrzeug-Auslieferungen BMW Einheiten 822.181 880.677 913.225 928.151 1.023.583 MINI Einheiten – 24.980 144.119 176.465 184.357 Rolls-Royce Einheiten – – – 300 792 Automobile gesamt1] Einheiten 1.011.874 905.657 1.057.344 1.104.916 1.208.732 Motorräder3] Einheiten 74.614 84.713 92.599 92.962 92.266 Umsatz Mio. -

Vysoké Učení Technické V Brně Pohonné Jednotky Automobilů
VYSOKÉ UČENÍ TECHNICKÉ V BRNĚ BRNO UNIVERSITY OF TECHNOLOGY FAKULTA STROJNÍHO INŢENÝRSTVÍ ÚSTAV AUTOMOBILNÍHO A DOPRAVNÍHO INŢENÝRSTVÍ FACULTY OF MECHANICAL ENGINEERING INSTITUTE OF AUTOMOTIVE ENGINEERING POHONNÉ JEDNOTKY AUTOMOBILŮ BMW POWERTRAINS OF BMW CARS BAKALÁŘSKÁ PRÁCE BACHELOR´S THESIS AUTOR PRÁCE TOMÁŠ GULÁŠ AUTHOR VEDOUCÍ PRÁCE prof. Ing. VÁCLAV PÍŠTĚK, DrSc. SUPERVISOR BRNO 2011 ABSTRAKT, KĽÚČOVÉ SLOVÁ ABSTRAKT Bakalárska práca sa zaoberá pohonnými jednotkami mníchovskej automobilky BMW. Hodnotí ich historický vývoj, zameriava sa na zaujímavé inovatívne riešenia v danej oblasti, charakterizuje súčasný stav a úspech BMW na svetovom trhu, poukazuje na široké perspektívy a vízie automobilky do budúcnosti. KĽÚČOVÉ SLOVÁ BMW, MINI, motor, prevodovka, spaľovanie, benzín, diesel, VANOS, Valvetronic, HPI, TwinPower Turbo, TwinScroll Turbo, Variable Twin Turbo, SMG, DCT, xDrive, EfficientDynamics, Active Hybrid, vodík, CleanEnergy ABSTRACT Bachelor's thesis deals with the powertrains of the Munich carmaker BMW. It evaluates their historical development, focuses on the interesting innovative solutions in this domain, describes the current status and the success of BMW in the world market, points to a wide perspective and vision for the future car. KEYWORDS BMW, MINI, engine, transmission, combustion, gasoline, diesel, VANOS, Valvetronic, HPI, TwinPower Turbo, TwinScroll Turbo, Variable Twin Turbo, SMG, DCT, xDrive, EfficientDynamics, Active Hybrid, hydrogen, CleanEnergy BRNO 2011 BIBLIOGRAFICKÁ CITÁCIA BIBLIOGRAFICKÁ CITÁCIA GULÁŠ, T. Pohonné jednotky automobilů BMW. Brno: Vysoké učení technické v Brně, Fakulta strojního inţenýrství, 2011. 96 s. Vedoucí bakalářské práce prof. Ing. Václav Píštěk, DrSc.. BRNO 2011 ČESTNÉ PREHLÁSENIE ČESTNÉ PREHLÁSENIE Prehlasujem, ţe táto práca je mojím pôvodným dielom, spracoval som ju samostatne pod vedením pána prof. Ing. Václava Píštěka, DrSc. a s pouţitím zdrojov uvedených v zozname. -

Bayerische Motoren Werke AG
BMW Bayerische Motoren Werke AG Francia: Le plaisir de conduire España: ¿Te gusta conducir? Hispanoamérica: El placer de conducir Alemania: Freude am Fahren Tipo Sociedad anónima Industria Automóvil Fundación 1916 Sede Múnich, Alemania Ámbito Mundial Productos Automóviles, motocicletas,motores, bicicletas, banca,seguros Ingresos 76.380 millones de € (2013)1 Beneficio 5.210 millones de € (2013)2 neto Valor de la empresa: 113.290 millones de € (2013) Deuda de la empresa: 69.180 millones de € (2013) Director Dr. Norbert Reithofer ejecutivo Empleados (-3,80%) 96.230 (2009)3 Divisiones MINI BMW Motorrad M GmbH Filiales Rolls-Royce BMW Bank Sitio web www.bmw.es (España) www.bmw.com (Internacional) BMW (siglas en alemán de: Bayerische Motoren Werke, «Fábricas bávaras de motores») es un fabricante alemán de automóviles y motocicletas, cuya sede se encuentra en Múnich. Sus subsidiarias son Rolls-Royce y BMW Bank. BMW es el líder mundial de ventas dentro de los fabricantes de gama alta.4 Índice [ocultar] 1 Historia de BMW. o 1.1 Comienzos o 1.2 Logotipo o 1.3 Primera motocicleta BMW o 1.4 Primera producción de automóviles en Eisenach o 1.5 Durante la Segunda Guerra Mundial o 1.6 Posguerra o 1.7 Crisis de finales de los años 1950 o 1.8 Comienzo de la recuperación y compra de Glas o 1.9 Era Kuenheim o 1.10 La debacle de Rover o 1.11 Historia reciente o 1.12 Motocicletas Husqvarna o 1.13 Presidentes del consejo de administración de BMW o 1.14 Hechos cronológicos relevantes o 1.15 Cronología del lanzamiento de productos 2 Gama de productos o 2.1 Automóviles . -

Member of BMW Clubs International Council 2017 Issue
2017 Issue 147 BMW Car Club Victoria Member of BMW Clubs International Council exclusive ALPINA AUTOMOBILES now in AUSTRALIA ALPINA Automobiles Australia is proud to be the exclusive supplier of ALPINA vehicles and Accessories for Victoria, including the renowned range of ALPINA alloy wheels and body kits. For over 50 years ALPINA has earned a global reputation for producing a wide range of bespoke cars, based on current BMW models, that marry luxurious detailing with refined dynamic motoring. Now in Australia, the first arrivals of the BMW ALPINA B3 Bi-Turbo Sedan and Touring models, as well as the BMW ALPINA B4 Bi-Turbo Coupé and Convertible, can now be experienced. Showcasing a combination of power, luxury, and comfort, both the BMW ALPINA B3 Bi-Turbo and the BMW ALPINA B4 Bi-Turbo are sure to impress. Plus, with 301kW and 600Nm on hand, thrilling performance is assured. We now invite you to see what makes ALPINA so special. Please speak with an ALPINA Product Specialist today to arrange your test-drive. ALPINA Automobiles | Australia 812-814 Doncaster Road • Doncaster VIC 3108 • Australia • +61 03 8848 0000 | WWW.ALPINAAUTOMOBILES.COM.AU | WWW.INSTAGRAM.COM/ALPINAAUTOMOBILESAUS | WWW.FACEBOOK.COM.AU/ALPINAAUTMOBILESAUSTRALIA | WWW.YOUTUBE.COM.AU/ALPINAAUSTRALIA Journal of the BMW Car Club of Victoria Inc. Member of the International Council of BMW Clubs Issue No. 147 Publisher BMW Car Club of Victoria Inc. Reg. No. A0045268J Editorial Address The Editor BMW Top Marque BMWCCV Inc. is a CAMS Affiliated Car Club PO Box 81 Tyabb Victoria 3913 Email: [email protected] General Mail & Enquiries The Secretary BMW Car Club of Victoria Inc.