Design and Implementation of a Continuous Improvement
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Quality Control
Topic Gateway Series Quality control Quality Control Topic Gateway Series No. 37 1 Prepared by Bill Haskins and Technical Information Service July 2007 Topic Gateway Series Quality control About Topic Gateways Topic Gateways are intended as a refresher or introduction to topics of interest to CIMA members. They include a basic definition, a brief overview and a fuller explanation of practical application. Finally they signpost some further resources for detailed understanding and research. Topic Gateways are available electronically to CIMA members only in the CPD Centre on the CIMA website, along with a number of electronic resources. About the Technical Information Service CIMA supports its members and students with its Technical Information Service (TIS) for their work and CPD needs. Our information specialists and accounting specialists work closely together to identify or create authoritative resources to help members resolve their work related information needs. Additionally, our accounting specialists can help CIMA members and students with the interpretation of guidance on financial reporting, financial management and performance management, as defined in the CIMA Official Terminology 2005 edition. CIMA members and students should sign into My CIMA to access these services and resources. The Chartered Institute of Management Accountants 26 Chapter Street London SW1P 4NP United Kingdom T. +44 (0)20 8849 2259 F. +44 (0)20 8849 2468 E. [email protected] www.cimaglobal.com 2 Topic Gateway Series Quality control Definition Definitions -
Modular Kaizen: Dealing with Disruptions Is a Publication of the Public Health Foundation, with a Limited First Printing in March 2011
Modular kaizen: Dealing with Disruptions is a publication of the Public Health Foundation, with a limited first printing in March 2011. Suggested Citation Bialek, R, Duffy, G, Moran, J. Modular kaizen: Dealing with Disruptions. Washington, DC: the Public Health Foundation; 2011. Additional Resources To find other Quality Improvement publications, please visit the Public Health Foundation bookstore at: http://bookstore.phf.org/ To explore free tools, resources and samples, please visit the Public Health Foundation website at: http://www.phf.org/Pages/default.aspx _______________________________________________________________________ Modular kaizen: Dealing with Disruptions Modular kaizen Table of Contents Acknowledgement ii Preface and Overview iii Chapter 1: The Value of Performance Management 1 Chapter 2: The House of Modular kaizen 13 Chapter 3: Implementing Performance Improvement through Modular kaizen 23 Chapter 4: A System View of the Disrupted Process 31 Chapter 5: Focus on the Disruption – Develop the Response Team 45 Chapter 6: Modular Flow for Rapid Cycle Improvement 55 Chapter 7: Tri-Metric Matrix 69 Chapter 8: Standardizing and Controlling the New System 77 Chapter 9: Change Management 91 Chapter 10: Daily Work Management: Using Quality Improvement Skills in Daily Work 101 Appendices Appendix A: Dr. W. Edwards Deming 111 Appendix B: Additional References 113 Appendix C: Templates and Examples 117 Appendix D: Author Biographies 133 Index 135 i _______________________________________________________________________ Modular kaizen: Dealing with Disruptions Acknowledgements After ten years of practicing and developing the concepts of Modular kaizen, the authors thank the Centers for Disease Control and Prevention (CDC) for making possible the publication of this book, supported by Cooperative Agreement Number 3U38HM000518. The contents of this book are solely the responsibility of the authors and do not necessarily represent the official views of CDC. -
Extending the A3: a Study of Kaizen and Problem Solving
VOLUME 30, NUMBER 3 July through September 2014 Abstract/Article 2 Extending the A3: A Study of References 14 Kaizen and Problem Solving Authors: Dr. Eric O. Olsen Keywords: Dr. Darren Kraker Lean Manufacturing / Six Sigma, Ms. Jessie Wilkie Management, Teaching Methods, Teamwork, Visual Communications, Information Technology, Quality Control PEER-REFEREED PAPER n PEDAGOGICAL PAPERS The Journal of Technology, Management, and Applied Engineering© is an official publication of the Association of Technology, Managment, and Applied Engineering, Copyright 2014 ATMAE 275 N. YORK ST Ste 401 ELMHURST, IL 60126 www.atmae.org VOLUME 30, NUMBER 2 The Journal of Technology, Management, and Applied Engineering JULY– SEPTEMBER 2014 Dr. Eric Olsen is Professor of Indus- Extending the A3: trial and Packaging Technology at Cal Poly in San Luis Obispo, California. A Study of Kaizen and Problem Solving Dr. Olsen teaches Dr. Eric O. Olsen, Mr. Darren Kraker, and Ms. Jessie Wilkie undergraduate and master’s courses in lean thinking, six sigma, and operations management. Dr. Olsen had over 20 years of industry experience in engineer- ing and manufacturing management ABSTRACT before getting his PhD at The Ohio State A case study of a continuous improvement, or kaizen, event is used to demonstrate how allowing “extended” University. His dissertation compared responses to the respective sections of lean A3 problem solving format can enhance student, teacher, and the financial performance of lean versus researcher understanding of problem solving. Extended responses provide background and reasoning that non-lean companies. Dr. Olsen continues are not readily provided by the frugal statements and graphics typically provided in A3s. -

Review Paper on “Poka Yoke: the Revolutionary Idea in Total Productive Management” 1,Mr
Research Inventy: International Journal Of Engineering And Science Issn: 2278-4721, Vol. 2, Issue 4 (February 2013), Pp 19-24 Www.Researchinventy.Com Review Paper On “Poka Yoke: The Revolutionary Idea In Total Productive Management” 1,Mr. Parikshit S. Patil, 2,Mr. Sangappa P. Parit, 3,Mr. Y.N. Burali 1,Final Year U.G. Students, Mechanical Engg. Department,Rajarambapu Institute of Technology Islampur (Sangli),Shivaji University, Kolhapur (India) 2,P.G. Student, Electronics Engg. Department, Rajarambapu Institute of Technology Islampur (Sangli), Shivaji University, Kolhapur (India) Abstract: Poka-yoke is a concept in total quality management which is related to restricting errors at source itself. It deals with "fail-safing" or "mistake-proofing". A poka-yoke is any idea generation or mechanism development in a total productive management process that helps operator to avoid (yokeru) mistakes (poka). The concept was generated, and developed by Shigeo Shingo for the Toyota Production System. Keywords— Mistake-proofing, Total quality management, Total productive management. I INTRODUCTION In today’s competitive world any organisation has to manufacture high quality, defect free products at optimum cost. The new culture of total quality management, total productive management in the manufacturing as well as service sector gave birth to new ways to improve quality of products. By using various tools of TQM like KAIZEN, 6 sigma, JIT, JIDCO, POKA YOKE, FMS etc. organisation is intended to develop quality culture.[2,6] The paper is intended to focus basic concept of poka yoke, types of poka yoke system, ways to achieve simple poka yoke mechanism. It also covers practical study work done by various researchers . -

Lean Six Sigma Rapid Cycle Improvement Agenda
Lean Six Sigma Rapid Cycle Improvement Agenda 1. History of Lean and Six Sigma 2. DMAIC 3. Rapid Continuous Improvement – Quick Wins – PDSA – Kaizen Lean Six Sigma Lean Manufacturing Six Sigma (Toyota Production System) DMAIC • T.I.M.W.O.O.D • PROJECT CHARTER • 5S • FMEA • SMED • PDSA/PDCA • TAKT TIME • SWOT • KAN BAN • ROOT CAUSE ANALYSIS • JUST IN TIME • FMEA • ANDON • SIPOC • KAIZEN • PROCESS MAP • VALUE STREAM MAP • STATISTICAL CONTROLS Process Improvement 3 Lean Manufacturing • Lean has been around a long time: – Pioneered by Ford in the early 1900’s (33 hrs from iron ore to finished Model T, almost zero inventory but also zero flexibility!) – Perfected by Toyota post WWII (multiple models/colors/options, rapid setups, Kanban, mistake-proofing, almost zero inventory with maximum flexibility!) • Known by many names: – Toyota Production System – Just-In-Time – Continuous Flow • Outwardly focused on being flexible to meet customer demand, inwardly focused on reducing/eliminating the waste and cost in all processes Six Sigma • Motorola was the first advocate in the 80’s • Six Sigma Black Belt methodology began in late 80’s/early 90’s • Project implementers names includes “Black Belts”, “Top Guns”, “Change Agents”, “Trailblazers”, etc. • Implementers are expected to deliver annual benefits between $500,000 and $1,000,000 through 3-5 projects per year • Outwardly focused on Voice of the Customer, inwardly focused on using statistical tools on projects that yield high return on investment DMAIC Define Measure Analyze Improve Control • Project Charter • Value Stream Mapping • Replenishment Pull/Kanban • Mistake-Proofing/ • Process Constraint ID and • Voice of the Customer • Value of Speed (Process • Stocking Strategy Zero Defects Takt Time Analysis and Kano Analysis Cycle Efficiency / Little’s • Process Flow Improvement • Standard Operating • Cause & Effect Analysis • SIPOC Map Law) • Process Balancing Procedures (SOP’s) • FMEA • Project Valuation / • Operational Definitions • Analytical Batch Sizing • Process Control Plans • Hypothesis Tests/Conf. -
A Management Approach for Continuous Improvement
Seiri (Sort) Seiso (Cleaning) Seiton (Organize) Seiton Seiketsu (Systemize) Seiketsu Shitsuke (Standardize) Shitsuke Potentiality of Japanese 5S Methodology in Bangladesh: A Management Approach for Continuous Improvement Munira Sultana Nashia Zaman Assistant Professor Assistant Professor Department of Economics Department of Japanese Studies Jagannath University University of Dhaka. Abstract This paper aims to introduce Japanese Kaizen tool 5S system in Bangladeshi companies in a large scale for an accelerated and efficient production process. Through continuous improvement by implementing 5S system an entity will be able to generate profit by reducing losses, costs and fastening the production process along with enhanced quality and safety for the members associated in the whole production process. Japanese 5S system is widely used in various types of industries around the world. This paper elaborates the 5S process and portrays the advantages associated in the system. Incorporating lessons from Japanese management system, Bangladesh has already introduced Kaizen tool 5S system in various manufacturing, Small and Medium Enterprises (SME), service, health sectors in small extent. But more expansion is feasible and desirable and ultimately can culminate into a massive growth scenario in Bangladesh. This paper identifies the advantages of 5S system in various arenas and continuous improvement leads to the betterment of working environment which facilitates the production process and improves the working process of any entity along with the assurance of efficiency, quality and profitability at minimized costs and waste. Keywords: 5S, continuous improvement, waste elimination. Introduction Globally the challenge of maintaining quality at low cost exerts pressure on the business arena. In order to provide quality products at low cost to the consumers, a simple method named 5S system can act fruitfully and efficiently. -
Value Stream Mapping to Improve Workplace to Support Lean Environment
MATEC Web of Conferences 135, 00032 (2017) DOI: 10.1051/matecconf/201713500032 ICME’17 Value Stream Mapping to Improve Workplace to support Lean Environment Ahmad Nur Aizat Ahmad.1,*, Te Chuan Lee.1 Rohaizan Ramlan.1 , Md. Fauzi Ahmad. 1, Norafifah Husin 2 and Mustaqqim Abdul Rahim.3 1Department of Production and Operation Management, Faculty of Technology Management and Business, Universiti Tun Hussein Onn Malaysia (UTHM), Malaysia 2Department of Industrial Engineering, Faculty of Mechanical Engineering, Universiti Teknologi Malaysia (UTM), Malaysia 3Department of Civil Engineering, School of Environmental Engineering, Universiti Malaysia Perlis (UniMAP), Malaysia Abstract. In recent years, lean manufacturing is being followed by various sectors in order to keep their competitiveness in the global markets. Lean manufacturing plays a vital role in improving the efficiency of operation by eliminating or reducing wastes. Nonetheless, most of small and medium enterprises (SMEs) lack sufficient knowledge or information on the benefits of implementing lean manufacturing. The main objective of this study is to apply value stream mapping, one of lean manufacturing tools, for improving the productivity in a SME by eliminating non-value added activities. In this study, lean manufacturing was adopted at a SME, particularly a food industry. Value stream mapping was served as main tool to identify the wastes and improvement opportunities in production line. Subsequently, different lean manufacturing tools such as Kaizen Burst, one piece flow, and 5S were applied to eliminate or reduce identified wastes. Based on the future state value stream mapping, final results showed that the total operation time and non-added value activities time were successfully decreased from 1993 seconds to 1719 seconds, and 234 seconds to 104 seconds, respectively. -

Your Guide to the Devops Lifestyle
EMBRACE DEVOPS YOUR GUIDE TO THE DEVOPS LIFESTYLE DevOps is both a cultural and a professional movement. Learn how Lean principles, a diverse workforce, and a good roadmap all help to build better products with greater speed. chef.io | [email protected] TABLE OF CONTENTS Foundations of DevOps ..................................................................................................................................................... PAGE 3 DevOps and the Lean enterprise .................................................................................................................................. PAGE 5 Forging connections among people with diverse skills .................................................................................... PAGE 6 Establishing roadmaps and themes ............................................................................................................................ PAGE 7 Additional resources ........................................................................................................................................................... PAGE 9 chef.io | [email protected] FOUNDATIONS OF DEVOPS Debates about what DevOps is have been going on for several years. However, rather than being a static entity, with a single definition, DevOps may be closer to a practice, with some underlying principles that remain constant, and with forms and applications that vary according to the experiences of the practitioners. A DEVOPS PRACTICE IS EASY TO cultural and professional movement, focused on how we -
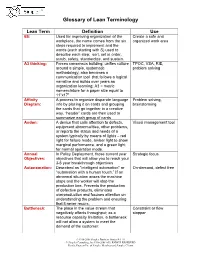
Glossary of Lean Terminology
Glossary of Lean Terminology Lean Term Definition Use 6S: Used for improving organization of the Create a safe and workplace, the name comes from the six organized work area steps required to implement and the words (each starting with S) used to describe each step: sort, set in order, scrub, safety, standardize, and sustain. A3 thinking: Forces consensus building; unifies culture TPOC, VSA, RIE, around a simple, systematic problem solving methodology; also becomes a communication tool that follows a logical narrative and builds over years as organization learning; A3 = metric nomenclature for a paper size equal to 11”x17” Affinity A process to organize disparate language Problem solving, Diagram: info by placing it on cards and grouping brainstorming the cards that go together in a creative way. “header” cards are then used to summarize each group of cards Andon: A device that calls attention to defects, Visual management tool equipment abnormalities, other problems, or reports the status and needs of a system typically by means of lights – red light for failure mode, amber light to show marginal performance, and a green light for normal operation mode. Annual In Policy Deployment, those current year Strategic focus Objectives: objectives that will allow you to reach your 3-5 year breakthrough objectives Autonomation: Described as "intelligent automation" or On-demand, defect free "automation with a human touch.” If an abnormal situation arises the machine stops and the worker will stop the production line. Prevents the production of defective products, eliminates overproduction and focuses attention on understanding the problem and ensuring that it never recurs. -

Getting Grounded with Devops an Introduction to Devops Business White Paper
Business white paper Getting grounded with DevOps An introduction to DevOps Business white paper Table of contents 3 Why reading this guide is time well spent 3 Getting grounded—what is DevOps? 4 The story of DevOps. How it began. 5 Who’s taking advantage of DevOps? 5 Common misconceptions about the DevOps community 7 The DevOps cycle 8 Expected outcomes from DevOps 9 Dispelling common myths 10 Tools in your toolbox 11 Hewlett Packard Enterprise and DevOps 12 Glossary 16 Open source tools for automation, configuration management, and continuous integration Business white paper Page 3 Why reading this guide is time well spent DevOps is not a new phenomenon, so why is it attracting so much attention now? The answer is in how the market is changing. Forrester reports they are seeing organizations go from four application releases per year in 2010 to 120 releases per year by 2020.1 This is a 30X increase. As organizations adapt to this pace of business, many struggle with the learning curve of truly understanding what DevOps is all about. As you read this guide, you’ll learn the truth about DevOps and discover the benefits DevOps offers your organization. This introductory guide also explains how the DevOps movement supports the demands for today’s IT—characterized by new types of applications, new approaches to IT operations, new demands and uses for insight, and new threats and risks. This quickly evolving business environment also brings with it new customers, buying behaviors, and IT consumption models. Getting grounded—what is DevOps? DevOps is best defined as a philosophy or ideology. -

Lean Manufacturing and Reliability Concepts the Concepts Contained Within Lean Manufacturing Are Not Limited Merely to Production Systems
From the Reliability Professionals at Allied Reliability Group R LEAN MANUFACTURING & RELIABILITY CONCEPTS Inside: Key Principles of Lean Manufacturing 3 Types of Inspections for Mistake-Proofing A MUST-READ GUIDE FOR MAINTENANCE AND RELIABILITY LEADERS Allied Reliability Group © 2013 • 1 COPYRIGHT NOTICE Copyright 2013 Allied Reliability Group. All rights reserved. Any unauthorized use, sharing, reproduction or distribution of these materials by any means, electronic, mechanical, or otherwise is strictly prohibited. No portion of these materials may be reproduced in any manner whatsoever, without the express written consent of the publisher. To obtain permission, please contact: Allied Reliability Group 4200 Faber Place Drive Charleston, SC 29405 Phone 843-414-5760 Fax 843-414-5779 [email protected] www.alliedreliabilitygroup.com 2nd Edition November 2013 2 • Allied Reliability Group © 2013 Lean Manufacturing TABLE OF CONTENTS Introduction .............................................................................................4 Part 1: 5S................................................................................................6 Part 2: Muda ......................................................................................... 11 Part 3: Key Principles of Lean Manufacturing ......................................16 Part 4: Poka-Yoke .................................................................................19 Kaizen...................................................................................................25 -

Development of a Tool to Measure the Effectiveness of Kaizen Events Within the Wood Products Industry
Development of a Tool to Measure the Effectiveness of Kaizen Events within the Wood Products Industry Sevtap Erdogan Thesis submitted to the faculty of the Virginia Polytechnic Institute and State University in partial fulfillment of the requirements for the degree of Master of Science In Forest Products Henry J. Quesada-Pineda Brian H. Bond David E. Kline August 12, 2015 Blacksburg, VA Keywords: Kaizen, Continuous Improvement, Wood Products Industry, Survey Research Copyright © 2015 by Sevtap Erdogan Development of a Tool to Measure the Effectiveness of Kaizen Events within the Wood Products Industry Sevtap Erdogan ABSTRACT Kaizen implementation and other continuous improvement practices can be used by companies to lower manufacturing costs and increase product value. Kaizen activities are one way that wood products companies can increase their competitiveness. Being able to measure the effectiveness of Kaizen events is important to factors that contribute to Kaizen’s effectiveness as well as identifying the success of Kaizen implementation. However, little research has focused on the implementation of Kaizen and other continuous improvement methods within the wood products industry or on the perceptions of employees within this industry regarding either the motivators for, barriers to, and effectiveness of perceptions of Kaizen, or the drivers affecting Kaizen implementation. The goal of this research is to develop a tool to measure the effectiveness of Kaizen and to apply this tool to companies within the wood products industry. To accomplish this research goal, a case study approach was used in examining how two U.S. wood products companies implemented Kaizen and other continuous improvement initiatives and how employees at these companies viewed such implementation.