First: a Discussion on Planing and the Causes of Snipe by Dan Barber Downloaded from Badger Pond (
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

6-Inch Benchtop Jointer
6-INCH BENCHTOP JOINTER WEN Model # 6560 bit.ly/wenvideo IMPORTANT: Your new tool has been engineered and manufactured to WEN’s highest standards for dependability, ease of operation, and operator safety. When properly cared for, this product will supply you years of rugged, trouble-free performance. Pay close attention to the rules for safe operation, warnings, and cautions. If you use your tool properly and for intended purpose, you will enjoy years of safe, reliable service. NEED HELP? CONTACT US! Have product questions? Need technical support? Please feel free to contact us at: 800-232-1195 (M-F 8AM-5PM CST) [email protected] WENPRODUCTS.COM TABLE OF CONTENTS Technical Data 2 General Safety Rules 3 Specific Safety Rules For Jointer 4 Electrical Information 5 Know Your Jointer 7 Assembly and Adjustments 7 Operation 10 Maintenance 13 Troubleshooting 13 Exploded View and Parts List 14 Warranty 16 TECHNICAL DATA Model Number: 6560 Motor: 120 V, 60 Hz, 10A Rotations Per Minute: 10,000 RPM Max Width of Cut: 6-1/8 inch Number of Blades 2 blades Cuts Per Minute: 20,000 cuts per minute Table Size: 28-5/8 x 6-1/4 inch Fence Size: 22-3/4 x 4 inch Dust Port: 2-1/2 inch Fence Angle: 45 degrees in either direction Product Dimensions: 28.5 x 20 x 14 inches Weight: 80 pounds 2 GENERAL SAFETY RULES Safety is a combination of common sense, staying alert and knowing how your item works. SAVE THESE SAFE- TY INSTRUCTIONS. WARNING: To avoid mistakes and serious injury, do not plug in your tool until the following steps have been read and understood. -

Thickness Planer Instruction Aid Sheet
WOODWORKING SAFETY CONTRACT for THE THICKNESS PLANER ************************************************************************************************************ 1. Let the machine reach full speed before inserting stock 2. Do not plane boards that are less than 350 mm. If a piece passes completely under the infeed roller before it reaches the outfeed roller, it will stay in the machine until it is cut into smaller pieces by the knives and then may be thrown back out at the operator. 3. Do not attempt to plane stock thinner than 5 mm. Thin stock may not be able to withstand the cutting action of the planer and break the stock to pieces to be thrown out at the operator. 4. Do not take a heavy cut. Adjust the height of the table so that the thickness gauge reads about 1 mm. less than the thickness of the thickest piece of stock. 5. Be sure that the stock is free from dirt, nails or other foreign matter. Surface only new lumber that is free of loose knots and serious defects. 6. Do not reach into machine or even put your hands past the ends of the infeed table. 7. Do not look into the throat of the planer while it is running. 8. Be sure to plane with the grain. Never attempt to plane across the grain. Look at your fingers; Count them; If you can see them and can still count to ten, then you can appreciate the benefits of safety in the wood shop. DATE OF LESSON __________________ I was present for the instruction on the safe use of the Thickness Planer and I understand its meaning and will operate that machine in the safe method described. -
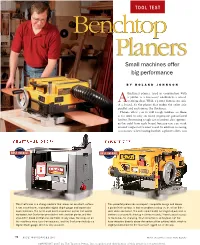
Tool Test: Benchtop Planers
TOOLTOOL TEST TEST Benchtop Planers Small machines offer big performance BY ROLAND JOHNSON thickness planer, used in conjunction with a jointer, is a necessary addition to a wood- Aworking shop. While a jointer flattens one side of a board, it’s the planer that makes the other side parallel and customizes the thickness. Planers allow you to mill rough lumber, so there is no need to rely on more expensive presurfaced lumber. Processing rough-sawn lumber also optimiz- es the yield from each board because you can work around warped or twisted wood. In addition to saving you money when buying lumber, a planer offers you CRAFTSMAN 21759 D E WALT 735 O O TH R’ TH R’ THOR THOR U S U S U ’ S U ’ S A A A A C C E E C E C E H O I C H O I C H O I C H O I C This Craftsman is a strong machine that leaves an excellent surface. This powerful planer has a compact, low-profile design and leaves It has a consistent, repeatable digital depth gauge and impressive a great finish surface. It had no problem cutting 3⁄32 in. off an 8-in.- dust collection. The turret-style depth stop broke on the first model wide white-oak board. The side crank handle for height adjustment is we tested, but Craftsman provided us with another planer, and the awkward compared to the top-mounted models. There is good access stop didn’t break on that one (we tried). In any case, the stops on all to the knives for changing. -

Measurer Handbook SCIRA Snipe Class International Racing Association
Snipe Class International Racing Association 2020 Official Snipe Measurer Handbook SCIRA Snipe Class International Racing Association 2812 Canon Street - San Diego, CA 92106 USA [email protected] snipe.org Covers photos credits: Matias Capizzano This Handbook is updated to April 2020 2018-2020 SNIPE CLASS MEASUREMENT HANDBOOK Introduction SCIRA has been in existence for 85 years with about 32,000 boats built around the world. Shortly after the proliferation of the Class, a need for measurement to ensure consistency and to maintain the one-design na- ture was necessary. Original boats were made of wood and the current tolerances exist to accommodate those who still prefer to build Snipes of plywood. Once fiberglass Snipes were introduced, the measurement process became more standard with molds. However, modernization and the evolution of the Snipe over its 85 years have necessi- tated standardization of the measurement process. This handbook is to assist each country to ensure proper measurement techniques and apply consistency of measurement around the world for Snipes. Remember that Snipe measurements shall be conducted according to this handbook, the Snipe Class Rules, the World Sailing Equipment Rules of Sailing and the World Sailing International Measurers Manual, other than the Racing Rules of Sailing where applicable. From the Rules Committee Chairman The purpose of the SCIRA Measurement Handbook and the intent of the Rules Committee are to standardize Snipe measurement worldwide. A clear explanation of the preferred method will ensure as much as possible that all measurers will follow and apply the rules in all countries in the same way. To reach this goal, SCIRA International selected, produced and distributed a set of approved tools to all Na- tional Secretaries and builders. -

Woodworking Glossary, a Comprehensive List of Woodworking Terms and Their Definitions That Will Help You Understand More About Woodworking
Welcome to the Woodworking Glossary, a comprehensive list of woodworking terms and their definitions that will help you understand more about woodworking. Each word has a complete definition, and several have links to other pages that further explain the term. Enjoy. Woodworking Glossary A | B | C | D | E | F | G | H | I | J | K | L | M | N | O | P | Q | R | S | T | U | V | W | X | Y | Z | #'s | A | A-Frame This is a common and strong building and construction shape where you place two side pieces in the orientation of the legs of a letter "A" shape, and then cross brace the middle. This is useful on project ends, and bases where strength is needed. Abrasive Abrasive is a term use to describe sandpaper typically. This is a material that grinds or abrades material, most commonly wood, to change the surface texture. Using Abrasive papers means using sandpaper in most cases, and you can use it on wood, or on a finish in between coats or for leveling. Absolute Humidity The absolute humidity of the air is a measurement of the amount of water that is in the air. This is without regard to the temperature, and is a measure of how much water vapor is being held in the surrounding air. Acetone Acetone is a solvent that you can use to clean parts, or remove grease. Acetone is useful for removing and cutting grease on a wooden bench top that has become contaminated with oil. Across the Grain When looking at the grain of a piece of wood, if you were to scratch the piece perpendicular to the direction of the grain, this would be an across the grain scratch. -

Woodworking Glossary
Woodworking Glossary Abrasives Any substance such as aluminum oxide, silicon carbide, garnet, emery, flint or similar materials that is used to abrade or sand wood, steel or other materials. Substances such as India, Arkansas, crystolon, silicon carbide and waterstones used to sharpen steel edged tools are included. Alternating Grain Direction The process of gluing-up or laminating wood for project components with alternating pieces having the grain running perpendicular to one another (as opposed to parallel). Usually, this practice is enlisted to provide superior strength in a project that is expected to be under stress. It is also used occasionally for decorative purposes. Bevel An angular edge on a piece of stock, usually running from the top or face surface to the adjacent edge or the opposing (bottom) surface. In most cases, bevels are formed for joinery, but are also occasionally used for decorative purposes. Chamfer A slight angular edge that is formed on a piece of stock for decorative purposes or to eliminate sharp corners. Chamfers are similar to bevels but are less pronounced and do not go all the way from one surface to another. Compound Cutting The act of cutting out a project or project component (usually with a bandsaw) to create a three-dimensional or “sculpted” shape. This is accomplished by cutting one profile, taping scraps back in place, and rotating the workpiece to cut a second profile, usually 90° to the first. Compound Miter A combination miter and bevel cut. Generally a compound miter is used in building shadow box picture frames and similar projects where angled or “deep set” project sides are desired. -

· Arrett Hack
· �ARRETT HACK Photographs by John.S. Sheldon The HANDPLANE Book The HANDPLANE Book GARRETT HACK Photographs by John S. Sheldon TheTauntonrn Press TauntonBOOKS & VIDEOS forfellow enthusiasts © 1999 by The Taunton Press, Inc. All rights reserved. Printed in the United States of America 10 9 8 7 6 5 4 3 2 1 The Handplane Book was originally published in hardcover © 1997 by The Taunton Press, Inc. The Taunton Press, Inc., 63 South Main Street, PO Box 5506, Newtown, CT 06470-5506 e-mail: [email protected] Distributed by Publishers Group West. Library of Congress Cataloging-in-Publication Data Hack, Garrett. The handplane book / Garrett Hack. p. cm. "A Fine woodworking book" - T.p. verso. Includes bibliographical references and index. ISBN 1-56158-155-0 hardcover ISBN 1-56158-317-0 softcover 1. Planes (Hand tools). 2. Woodwork. I. Title. TT186.H33 1997 684'.082 - dc21 97-7943 CIP About Your Safety Working wood is inherently dangerous. Using hand or power tools improperly or ignoring standard safety practices can lead to permanent injury or even death. Don't try to perform operations you learn about here (or elsewhere) unless you're certain they are safe for you. If something about an operation doesn't feel right, don't do it. Look for another way. We want you to enjoy the craft, so please keep safety foremost in your mind whenever you're in the shop. To Helen and Vinny who saw the possibilities, Ned who encouraged me, and Hope who has kept me tuned and planing true ACKNOWLEDGMENTS No one can hope to bring together a book Helen Albert, for her insights and Noel Perrin, for his insights about all like this without help. -

Spring Dealer Sale and Auction Next Meeting May 17, 2015
Volume 38 March, 2015 Number 2 Spring Dealer Sale and Auction March 14, 2015 Damascus VFD Hall Every spring now for the past two decades, tool col- lectors and antique enthusiasts have decended on Da- mascus, in upper Montgomery County, Maryland. After the hardest winter in the Mid-Atlantic in years, at least as far as snow goes, everyone will be expecting the PATINA tool show and auction to signal the REAL be- ginning of spring. As of now, the weather looks promising and we expect temperatures to be reasonably comfort- able to allow good participation in tailgating on Saturday. As is our custom, the Dealer Sale will open at 8:00 AM for Early Birds, followed at 9:00 AM by open doors and free admission for all. The items to be auctioned beginning at 2:00 PM will be available for viewing be- ginning at 9:00 AM. A list of the items appears here and printed lists will be available for nominal fee. Next Meeting May 17, 2015 These found fragments, together with other materi- als such as wood, copper and steel, often provide the Rick Wall, Sculptor, Falls Church. Wood and Metal- first inspiration for the work that follows. Selection Mixed materials, Former Corcoran Gallery Lead of materials and evolution of concept revolve around, and at times compete with, each other throughout the Rick has been producing furniture and sculpture many process of the work. Formal design considerations years. For much of that time he incorporated found (composition, color, texture etc.) are generally worked objects and salvaged materials for his work. -
Machining of Wood PREPARATION of WOOD: from ROUGH to SMOOTH, STRAIGHT and SQUARE
WOODWORKING ASSOCIATION OF PRETORIA Machining of Wood PREPARATION OF WOOD: FROM ROUGH TO SMOOTH, STRAIGHT AND SQUARE Paul Roberts SYNOPSIS This Technical Note describes the process of machining of wood from rough stock until it is smooth, straight, square and stable. The notes will be used for the mentorship training scheme that the Woodworking Association of Pretoria has instituted. It will be placed on the Association’s website www.ptawoodworkers.com . The author would welcome feedback and comments. CONTENTS Page 1. Purpose of the document 2 2. Quantification of wood requirements 2 2.1 Design plans 2 2.2 Cut-list 3 2.3 Wood defects 4 2.4 Rough dimensioning 5 2.5 Wastage 5 3. Purchasing wood 5 4. Tools and equipment 6 5. Rough machining 6 5.1 Wood and equipment care 7 5.2 Rough lengths 7 5.3 Initial surfacing 7 5.4 Initial thicknessing 7 5.5 Initial edging 8 6. Resawing 8 7. Final machining 8 7.1 Final surfacing and thicknessing 8 7.2 Final lengths 9 8. Safety considerations 9 9. Conclusion 9 References 10 PHOTOGRAPHS OF MACHINING OPERATIONS (Photographs 11 to 22) 11 ANNEXURES A and B: Plans for a Morris chair 13 & 14 ANNEXURE C: EXAMPLE OF A CUT-LIST (Morris chair) 15 ANNEXURE D: Machining surface finish 16 NOTES 18 Wood Preparation v4 11.7.2017 1 1. Purpose of the document The Woodworking Association of Pretoria (WWAP) runs a Mentorship scheme as described on its website www.ptawoodworkers.com to guide inexperienced members in various facets of woodwork. -

Measuring & Marking Tools
Measuring & Marking Tools Dividers & Callipers • Dividers are instruments that can be used to transfer measurements directly from a rule, to measure distances on a map, or to scribe an arc or a circle. • Wing dividers feature a curved steel bar to separate the legs, while the distance is set with a lock nut. • Callipers (inside or outside) work in the same way, but are designed for measurement, rather than marking. 3170 3170-SS 3175-SS STRAIGHT EDGE STAINLESS STEEL STRAIGHT EDGE S/STEEL STRAIGHT EDGE IN WOODEN CASE • Manufactured from carbon steel • Stainless steel • Stainless steel • Made with one squared edge and one bevelled edge • Finely polished • Finely polished • Comes in graduated (mm) or plain without graduation • Made with one squared edge and one bevelled edge • Square on both edges • Sizes up to 2000 mm are chromated, 3000 mm lengths • Comes in graduated (mm) or plain with no graduation • Permanently etched graduations are finely polished • Removable positioning/carrying knob/s • Includes calibration certificate • Comes in wooden case • In accordance to DIN 866/1 standards (tolerance - 0.04 mm/m) Hang Display (t((tolerancetoololeolerllelereerraancanceanncennccece --0 00.04.04.0.0404 mm/mmmmm/mmm/m)m/mmm//m/m) Removable positioning/carrying knob/s NOTE: Supplied with cat.-no. length (mm) section (mm) knobs Calibration certificate. (Tolerance - 0.04 mm/m) Graduated (mm) 3170-M-SS-500 500 40 x 3 1 cat.-no. length (mm) section (mm) 3170-M-SS-1000 1000 50 x 4 2 3175-SS-A-500 500 30 x 6 3170-M-SS-1500 1500 50 x 4 2 3175-SS-A-1000 1000 40 x 8 3170-M-SS-2000 2000 50 x 4 2 Plain, no graduation 1511 3170-P-SS-500 500 40 x 3 1 3170-P-SS-1000 1000 50 x 4 2 WING DIVIDER 3170-P-SS-1500 1500 50 x 4 2 • High quality forged steel • Heavy rivet and box joint mechanism Hang 3170-P-SS-2000 2000 50 x 4 2 • All polished Display cat.-no. -
However, Some Errors May Remain
This file was created by scanning the printed publication. Text errors identified by the software have been corrected; however, some errors may remain. AUTHORS CLINTON K. WILLIAMS is forest ecosystems management analyst, Intermountain Region, U.S. Department of Agriculture, Forest Service, Ogden, Utah. BRIAN F. KELLEY is an ecologist, Area 2 Ecology Program, Pacific Northwest Region, U.S. Department of Agriculture, Forest Service, Colville, Washington. BRADLEY G. SM ITH is a quantitative ecologist. Pacific Northwest Research Station, U.S. Department of Agriculture, Forest Service, Bend Silvicultural Laboratory, Bend, Oregon. TERRY R. LELLYBRIDGE is an ecologist, Area 2 Ecology Program, Pacific Northwest Region, U.S. Department of Agriculture, Forest Service, Wenatchee, Washington. Copy prepared at the Colville National Forest FORESTED PLANT ASSOCIATIONS OF THE COLVILLE NATIONAL FOREST Clinton K. Williams Brian F. Kelley Bradley G. Smith Terry R. Lillybridge Published by: U.S. Department of Agriculture, Forest Service Pacific Northwest Research Station General Technical Report PNW-GTR-360 October 1995 In cooperation with: U.S. Department of Agriculture, Forest Service Pacific Northwest Region Colville National Forest ABSTRACT Williams, Clinton K.; Kelley, Brian F.; Smith, Bradley G.; Lillybridge, Terry R. 1995. Forested plant associations of the Colville National Forest. Gen. Tech. Rep. PNW-GTR-360. Portland, OR: U.S. Department of Agriculture, Forest Service, Pacific Northwest Research Station. 375 p. In cooperation with: Pacific Northwest Region, Colville National Forest. A classification of forest vegetation is presented for the Colville National Forest in northeastern Washington State. It is based on potential vegetation with the plant association as the basic unit. The classification is based on a sample of approximately 229 intensive plots and 282 reconnaisance plots distributed across the forest from 1980 to 1983. -
2021 Hunting and Trapping Regulations
Effective July through2021 June 30, 2022 Updated 9.10.21 MINNESOTA HUNTING & TRAPPING REGULATIONS SHARE THE PASSION mndnr.gov/hunting #huntmn Paid Advertisement FIREWOOD ALERT! You have the power to protect forests and trees! Pests like the invasive Buy locally harvested firewood at emerald ash borer can or near your destination. hitchhike in your firewood. Buy certified heat-treated firewood You can prevent the spread ahead of time, if available. of these damaging insects and diseases by following Gather firewood on site when these firewood tips: permitted. What might be in your firewood? GYPSY MOTH is a devastati ng pest SPOTTED LANTERNFLY sucks sap from of oaks and other trees. Female dozens of tree and plant species. This pest moths lay tan patches of eggs on loves tree-of-heaven but will feed on black fi rewood, campers, vehicles, pati o walnut, white oak, sycamore, and grape. furniture — anything outside! When Like the gypsy moth, this pest lays clusters these items are moved to new areas, of eggs on just about any dry surface, from this pest gets a free ride. landscaping stone to fi rewood! ASIAN LONGHORNED BEETLE will EMERALD ASH BORER — the infamous tunnel through, and destroy, over killer of ash trees — is found in forests 20 species of trees — especially and city trees across much of the eastern maple trees. The larvae of this and central United States. This insect is beetle bore into tree branches and notoriously good at hitching rides in infested trunks, making it an easy pest to fi rewood. Don’t give this tree-killing bug a accidentally transport in fi rewood.