The Automobile As a Subject of Instruction in the Public Secondary Schools
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
United States Department of the Interior
United States Department of the Interior NATIONAL PARK SERVICE 1849 C Street, N.W. Washington, D.C. 20240 The attached property, the Cole Motor Car Company, in Marion County, Indiana, reference number 83000128, was listed in the National Register of Historic Places by the Keeper of the National Register on 03/3/1983, as evidenced by the FEDERAL REGISTER/WEEKLY LIST notice of Tuesday, February 7,1984, Part IV, Vol.49, No. 26, page 4624. The attached nomination form is a copy of the original documentation provided to the Keeper at the time of listing. The attached nomination form is a copy of the original documentation provided to the Keeper at the time of listing. Keeper of the National Register of Historic Places Date NFS Pom 1$WO ' ;;.o, 1Q24-Q018 '. (2/3i/34 United States Department off the Interior National Park Service National Register of Historic Places Inventory—Nomination Form See instructions in How to Complete National Register Forms Type all entries—complete applicable sections 1. Name Historic Cole Motor Car Company and/or common Service Supply Company, Inc. 2. Location ............ ... _.__..__„.,,......_.. .._..._„„ street & number 730 East Washington Street (U.S. 40) |V£_ not for publication state Indiana C0de 018 county Marion code 097 3. Classification Category Ownership Status Present Use __ district __ public _X_ occupied -._ agriculture __ museum JL_ building(s) JL_ private __ unoccupied __ commercial —— park _ _ structure _ — both __ work in progress __ educational —— private residence* site Public Acquisition Accessible entertainment religious _ r object _ _ in process X yes: restricted . -
Rear View Mirror
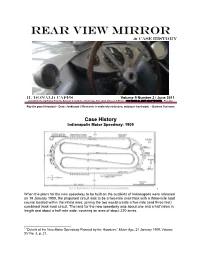
RReeaarr VViieeww MMiirrrroorr & Case History H. Donald Capps Volume 9 Number 2 / June 2011 Automobile Racing History From the Ashepoo & Combahee Drop Forge, Tool, Anvil & Research Works ◊ non semper ea sunt quae videntur – Phaedrus Pity the poor Historian! – Denis Jenkinson // Research is endlessly seductive; writing is hard work. – Barbara Tuchman Case History Indianapolis Motor Speedway: 1909 1 When the plans for the new speedway to be built on the outskirts of Indianapolis were released on 19 January 1909, the proposed circuit was to be a two-mile oval track with a three-mile road course located within the infield area; joining the two would create a five-mile (and three feet) combined track-road circuit. The land for the new speedway was about one and a half miles in length and about a half mile wide, covering an area of about 320 acres. 1 “Details of the New Motor Speedway Planned by the Hoosiers,” Motor Age, 21 January 1909, Volume XV No. 3, p. 27. The outside – or oval – track was to be fifty feet wide on the straights and sixty feet wide in the curves, while the inside – or road – track was to be twenty-five feet wide on the straights and thirty-five feet in the turns. The three main grandstands would have a capacity of thirty-five thousand with an additional twenty smaller grandstands, raised ten feet above the track, holding about fifty spectators at various locations along the outer track. The club house of the Indian- apolis Motor Car Club would be located on the grounds, along with buildings to house training quarters and storage for racing teams. -

50 Properties Listed in Or Determined Eligible for the NRHP Indianapolis Public Library Branch No. 6
Properties Listed In or Determined Eligible for the NRHP Indianapolis Public Library Branch No. 6 (NR-2410; IHSSI # 098-296-01173), 1801 Nowland Avenue The Indianapolis Public Library Branch No. 6 was listed in the NRHP in 2016 under Criteria A and C in the areas of Architecture and Education for its significance as a Carnegie Library (Figure 4, Sheet 8; Table 20; Photo 43). Constructed in 1911–1912, the building consists of a two-story central block with one-story wings and displays elements of the Italian Renaissance Revival and Craftsman styles. The building retains a high level of integrity, and no change in its NRHP-listed status is recommended. Photo 43. Indianapolis Public Library Branch No. 6 (NR-2410; IHSSI # 098-296-01173), 1801 Nowland Avenue. Prosser House (NR-0090; IHSSI # 098-296-01219), 1454 E. 10th Street The Prosser House was listed in the NRHP in 1975 under Criterion C in the areas of Architecture and Art (Figure 4, Sheet 8; Table 20; Photo 44). The one-and-one-half-story cross- plan house was built in 1886. The original owner was a decorative plaster worker who installed 50 elaborate plaster decoration throughout the interior of the house. The house retains a high level of integrity, and no change to its NRHP-listed status is recommended. Photo 44. Prosser House (NR-0090; IHSSI # 098-296-01219), 1454 E. 10th Street. Wyndham (NR-0616.33; IHSSI # 098-296-01367), 1040 N. Delaware Street The Wyndham apartment building was listed in the NRHP in 1983 as part of the Apartments and Flats of Downtown Indianapolis Thematic Resources nomination under Criteria A and C in the areas of Architecture, Commerce, Engineering, and Community Planning and Development (Figure 4, Sheet 1; Table 20; Photo 45). -

Butler Alumnal Quarterly University Special Collections
Butler University Digital Commons @ Butler University Butler Alumnal Quarterly University Special Collections 1927 Butler Alumnal Quarterly (1927) Butler University Follow this and additional works at: https://digitalcommons.butler.edu/bualumnalquarterly Part of the Other History Commons Recommended Citation Butler University, "Butler Alumnal Quarterly (1927)" (1927). Butler Alumnal Quarterly. 15. https://digitalcommons.butler.edu/bualumnalquarterly/15 This Book is brought to you for free and open access by the University Special Collections at Digital Commons @ Butler University. It has been accepted for inclusion in Butler Alumnal Quarterly by an authorized administrator of Digital Commons @ Butler University. For more information, please contact [email protected]. THE BUTLER ALUMNAL QUARTERLY APRIL, 1927 INDIANAPOLIS Entered as second-class matter March 26, 1912, at the post office at Indianapolis, Ind., under the act of March 3, 1879. n/.\^-\A -^-iSK^i^ Harry S. New Postmaster-General of the United States CONTENTS Founders' Day Address Hon. Harry S. New ' Founders Day Dinner Talks . Messrs. Nicholson, Dearing, New William H. Wiley A Friend A Greek Vase Henry M. Gelston Concerning Dr. Schliemann The Editor A Prophecy Penelope V. Kern College News— Editorial The Chicago Luncheon The Woman's League Accomplishment From the City Office Around the Campus Athletics The Varsity Debating Teams A Beloved Alumna Commencement Program Alumni Luncheons Personal Mention Marriages Births Deaths 1 Digitized by the Internet Archive in 2010 with funding from Lyrasis IVIembers and Sloan Foundation http://www.archive.org/details/butleralumnalqua16butl i/\- V ''"'^^^^ THE BUTLEB ALUMNAL QUARTERLY Vol. XVI - /7 April, 1927 No. 1 Katharine Merrill Graydon, '78 Editor George Alexander Schumacher, '25 Business Manager Published four times a year, in October, January, April, July. -

SUCCESS Tracing the Path of Auto Pioneers Marmon Company (Indianapolis) Indiana’S Automotive Landscape Was Ignited by Manufactures Its First Motor Car (1902)
Manufacturing: Yesterday WHEELS of By Symone C. Skrzycki SUCCESS Tracing the Path of Auto Pioneers Marmon Company (Indianapolis) Indiana’s automotive landscape was ignited by Manufactures its first motor car (1902). The Marmon innovation at the turn of the 20th century. Some of the is branded “A Mechanical Masterpiece” most legendary manufacturers called the state home. Ray Harroun wins the inaugural Indianapolis 500 (May 30, 1911) driving the Marmon Wasp. His average speed is 74.6 miles per hour. The vehicle features a In 1919, Indiana housed 172 businesses that produced revolutionary innovation: the rear-view mirror cars or automotive parts in 30-plus cities and towns. Launches the Model 34 (1916). Made primarily of aluminum, it evolves into the fastest production car We highlight a few of the manufacturers that made made in the United States unforgettable contributions to the auto industry. Produces 110,000-plus cars between 1903 and 1933 Marmon (then known as Nordyke and Marmon) initially gained fame as a leading producer of milling machinery. Pictured is the machine shop, circa 1890 (Indiana Historical Society photo, M0592). Stutz Motor Car Company of America (Indianapolis) Production time for first car: five weeks (in preparation for the inaugural Indianapolis 500) Stutz Bearcat speedster debuts in 1912. It features a low-slung chassis, large engine, two bucket seats, wooden spoke wheels and more. Approximate price: $2,000 Stutz Series AA (1926) engine boasts a 92-horsepower, vertical eight-cylinder engine. Total cars sold: an estimated 3,692 to 5,000 Spectators marvel at the second Indianapolis 500 mile race in 1912. -

University of Oklahoma Libraries Western History Collections
University of Oklahoma Libraries Western History Collections George Gustaf Sohlberg Collection Sohlberg, George Gustaf (1863–1947). Papers, 1857–1942. 7 feet. Miller. Financial papers (1883–1929) detailing Sohlberg’s association with business interests in early Oklahoma City, Oklahoma, especially the milling industry; and publications (1882–1939), including books, pamphlets, brochures, and flyers on art, music, travel, and motion pictures, along with event programs from the 1914 season of the Overholser Theatre in Oklahoma City, and from the seven hundredth anniversary of the city of Berlin, Germany, an automobile construction and care manual published in 1919 by the Cole Motor Car Company, and numerous works regarding major cities and countries throughout the world as they were before World War I; paper money (1857) issued by a bank in Nebraska; and certificates (1909–1934) issued to Sohlberg and others, including one appointing him a member of the Oklahoma City reception committee for President Woodrow Wilson. Also in this collection are booklets detailing the status of aviation (ca. 1920) in the Kingdom of Siam. _____________________ Box 1—Memorandum Book and Travel Brochures Folder: 1. The S. S. Teacher's Edition, The Holy Bible, n.d. This Week—150 Years Ago: the Story of the Constitutional Convention of 1787 (reprints of a series of articles), 1922. The Cole Aero-Eight Construction and Care, 870 Series, 1919. The Trust Department of the Security National Bank of Oklahoma City, 1920. Lincoln: the Cathedral and See, 1934. Rudyard Kipling, Recessional (with message), 1898. 2. Official Guide to the World's Fair, 1904 Official Catalogue of Exhibits Department of Art, 1904. -

Duncan Brown Cooper Papers, 1838-Ca. 1965
State of Tennessee Department of State Tennessee State Library and Archives 403 Seventh Avenue North Nashville, Tennessee 37243-0312 COOPER, DUNCAN BROWN (1844-1922) PAPERS 1838-ca. 1965 Processed by: Mary Washington Frazer Date Completed: September 8, 1972 Accession Number: 1972.153 Location: VIII-L-1-2 Microfilm Accession Number: 830 MICROFILMED INTRODUCTION Duncan Brown Cooper (1844-1922), Nashville newspaperman and politician was most widely known for his role in the shooting death of Edward Ward Carmack, editor of the Nashville Tennessean. The papers are composed of accounts (bills, notes, receipts); correspondence and autographs; certificates; clippings, genealogical data and invitations; legal papers (agreements, bonds, deeds, estate records, indentures, minutes, wills); photographs; and sketches, speeches and writings. About one-third of the correspondence are letters of sympathy and support for Cooper and his son Robin, after Edward Ward Carmack was shot by Robin the evening of November 9, 1908, on a street in downtown Nashville. There are also letters of a political nature written to Col. Cooper from all over the state; many dealing with the automobile business in Texas, 1909-10; and others dealing with family matters. There are a few genealogical notes on the families of Hugh Brown, John Donelson, John Burch and Allen Jones. The materials in this finding aid measure 6.30 linear feet. There are no restrictions on the materials. Single photocopies of unpublished writings in the Duncan Brown Cooper Papers may be made for purposes of scholarly research. SCOPE AND CONTENT The Duncan Brown Cooper Papers spanning the years 1838 to about 1965 and containing about 4,000 items are composed of accounts (bills, notes, receipts), correspondence, a few autographs, certificates, clippings, some genealogical data, invitations, legal papers (agreements, bonds, deeds, estate records, indentures, minutes, wills), photographs, two poems, sketches, speeches, and writings. -
Houlton Times, May 16, 1917
AROOSTOOK TIMES SURE TOWN OF April 13, 1860 To AROOSTOOK COUNTY HOULTON TIMES December 27, 19K c‘*y iibriiry HOULTON TIMES, WEDNESDAY, MAY, 16, 1917 NO. 20 VOL. LVtl. door of a subway car at Park street such as baking powder tins, etc. In PINCHOT SAYS WAR PRESERVE EGGS and was doubly happy in finding a WILLIAM HOWARD TAFT preparedness fo r herbs, care should be taken that they WILL BE WON OR LOST American jurist and statesman, the WINTER FOOD SUPPLY are free from dew and other moisture : Eflfl* Can Be Kept in Good Condi- seat. His voice had the sign royal as this would cause moulding and I tion for Several Months m a Solu of a gentleman. There was that un- BY THE FARMERS twenty-seventh president of the Uni •y Or. Irn iit W. D. Laufer, Agrono ted States, was born in Cincinnati,O., rotting. Okra or Gumbo is not much tion of Water Glass or Limewater. mistakable something about him in this great time, when every mist, American Stool A Wlro Co. which marks the traveled man. We citizen must do his part, the Presi educated at Yale University and at known in the North, it however March, April, May, and June are the were soon conversing, Paris, Con dent has made his chief appeal to the Cincinnati College, from whose Law G reat and momentous times are makes an excellent and norishing ad- months when the hens of the country stantinople, Port Said, Colombo—all men who live on the land. He is right School he graduated when 23 years fOP the flm time since the Civil W ar dition to soups and tomatoes, this produce about 50 per cent of the lay seemed near in the light of his pen in doing so, lot the safety of our of age. -

Hugh J. Baker & Company Collection, 1905-1972
Collection # P 0009 F 1713–F 1816 HUGH J. BAKER & COMPANY COLLECTION, 1905–1972 Collection Information Biographical Sketch Scope and Content Note Series Contents Cataloging Information Processed by Janet Schmidt and Dorothy A. Nicholson 15 May 2008 Manuscript and Visual Collections Department William Henry Smith Memorial Library Indiana Historical Society 450 West Ohio Street Indianapolis, IN 46202-3269 www.indianahistory.org COLLECTION INFORMATION VOLUME OF Manuscript Materials: 4 folders, 103 reels of microfilm COLLECTION: Visual Materials: 12 boxes of photographs, 1 OVA box of photographs, 15 acetate negatives COLLECTION 1905–1972 DATES: PROVENANCE: Hugh J. Baker & Co., Indianapolis RESTRICTIONS: None COPYRIGHT: REPRODUCTION Permission to reproduce or publish material in this collection RIGHTS: must be obtained from the Indiana Historical Society. ALTERNATE FORMATS: RELATED HOLDINGS: ACCESSION 1988.0149 NUMBER: NOTES: The engineering drawings of construction projects on the microfilm can be accessed for researchers by library staff through the ArchIE Database. BIOGRAPHICAL SKETCH The Hugh J. Baker & Company was a locally owned fabricator of structural and reinforcing steel and concrete in Indianapolis. The company was involved in the construction of many major building projects in Indiana and especially Indianapolis during the first half of the 20th century. The founder, Hugh J. Baker, a native of Ohio, began his career in Indianapolis in 1909 as a draftsman for the Brown- Ketcham Iron Works. The following year he established a consulting engineering office in the Majestic Building. By 1911 he formed the Fireproofing Company, a structural steel firm, with his brother-in-law, J. Ralph Fenstermaker. In 1918 the two businesses were consolidated as Hugh J. -

Download This
NPS Form 10-900 (024-0018 (Oct. 1990) United States Department of the Interior National Park Service MAY 0 5 2009 National Register of Historic Places NAT. REGISTER OF HISTORIC PLACES Registration Form NATIONAL PARK SERVICE This form is for use in nominating or requesting determinations for individual properties and districts. See instructions in How to Complete the National Register of Historic Places Registration Form (National Register Bulletin 16A). Complete each item by marking "x" in the appropriate box or by entering the information requested. If an item does not apply to the property being documented, enter "N/A" for "not applicable." For functions, architectural classification, materials, and areas of significance, enter only categories and subcategories from the.instructions. Place additional entries and narrative items on continuation sheets (NPS Form 10-900a). Use a typewriter, word processor, or computer, to complete all items. 1. Name of Property historic name Gibson Company Building other names/site number 098-296-01514 2. Location street & number 433-447 North Capitol Avenue N/A D not for publication city or town Indianapolis N/A Dvicinity state Indiana code IN county Marion code 097 zip code 46204 3. State/Federal Agency Certification As the designated authority under the National Historic Preservation Act, as amended, I hereby certify that this El nomination D request for determination of eligibility meets the documentation standards for registering properties in the National Register of Historic Places and meets the procedural and professional requirements set forth in 36 CFR Part 60. In my opinion, the property El meets D does not meet the National Register criteria. -

Houlton Times, July 23, 1919
AROOSTOOK TIMES SHIRE TOWN OF April 13, 1860 AROOSTOOK COUNT! To December 27, 1916 VOL. LVIIII HOULTON, MAINE, WEDNESDAY, JULY 23, 1919TIMES No. 30 DEATH OF A and being in a reminiscent mind he WOMAN’S CLUB HIGH SCHOOL spoke of the old-time clubs which had RED CROSS FIELD WELL-KNOWN CITIZEN represented the town, the "Lightfoots" HOULTON MEN COMMITTEES | Walter T. French, a well-known cit of the early 70's—the “ Meteors’1 of At a meeting of the Board of Di izen of this town, born and brought up BALL TEAM later date when Bosworth the old Col rectors of the Houlton Woman’s Club, DAY HELD LAST WHO SERVED IN here, passed away early Thursday by player caine to Houton to join the the following members were appoint morning at the Aroostook Hospital, team and introduced for the first time ed to serve on the various committees _TUESDAY where he was taken on Saturday. Champions of Aroostook Co. the curved ball, which caused such FRANCEJONORED for the ensuing year: The son of the late Oscar F. and consternation to opposing teams all Program: Mrs. Luie Rideout, Mrs. Emily French, was born in Houlton on Given Banquet by during the season O. B. Buzzell, Sam Ellouise Ludwig, Airs. Florence Mit hwnint Speakers and Dec. 5, 1866, when but a lad he re Webber and Fred French were mem Text of Citations Giving De chell, Airs. Alice Lane, Mrs. Bessie ceived an injury from a fall, which re Supporters bers of that organization. .Air. Buzzell Milliken. Large Atteadance Made an sulted in hip disease, so that during his also being one of the "Lightfoots” a tails of Their Valor On education: Airs. -

Historic Property Report for the I-65/I-70 North Split Interchange Reconstruction Project (Des
Historic Property Report for the I-65/I-70 North Split Interchange Reconstruction Project (Des. Nos. 1592385 and 1600808) in Indianapolis, Marion County, Indiana By Leah J. Konicki and Douglas Terpstra, MS Submitted By: ASC Group, Inc. 9376 Castlegate Drive Indianapolis, Indiana 46256 317.915.9300 Submitted To: HNTB Corporation 111 Monument Circle Indianapolis, Indiana 46204 317.636.4682 --------------------------------------------------------------- Leah J. Konicki, Principal Investigator Lead Agency: Federal Highway Administration and Indiana Department of Transportation December 29, 2017 MANAGEMENT SUMMARY ASC Group, Inc., under contract with HNTB Corporation (HNTB), has completed a historic properties report (HPR) for the proposed I-65/I-70 North Split Interchange Reconstruction Project (Des. Nos. 1592385 and 1600808) in Indianapolis, Marion County, Indiana. This report documents the identification and evaluation efforts for properties included in the Area of Potential Effects (APE) for this project. Aboveground resources located within the project APE were identified and evaluated in accordance with Section 106, National Historic Preservation Act (NHPA) of 1966, as amended, and the regulations implementing Section 106 (36 CFR Part 800). As a result of the NHPA, as amended, and CFR Part 800, federal agencies are required to take into account the impact of federal undertakings upon historic properties in the area of the undertaking. Historic properties include buildings, structures, sites, objects, and/or districts that are eligible for or listed in the National Register of Historic Places (NRHP) and/or the Indiana Register of Historic Sites and Structures (IRHSS). All properties listed in the NRHP are automatically included in the IRHSS; however, some properties are listed only in the IRHSS.