Forging a Square Punch and Drift Text by Tal Harris Should Be Centered
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tko™ Carbide-Tipped Hole Cutters
TKO™ CARBIDE-TIPPED HOLE CUTTERS DESIGNED WITH PRECISION AND TIME SAVINGS FOR THE ELECTRICAL TRADESMEN The efficient and precise alternative to knockouts and hole saws for stainless steel and sheet metal. WWW.IDEALIND.COM TKO™ CARBIDE-TIPPED HOLE CUTTERS IDEAL Electrical’s line of TKO™ Carbide-Tipped Hole Cutters offer the most efficient and clean cutter replacement for traditional knockouts, by making smooth holes in a fraction of the time at a fraction of the cost. Specifically designed to cut sheet metal, IDEAL TKO™ cutters will even cut stainless steel with their precision engineered ground carbide tips. The innovative design includes the exclusive SmoothStart™ replaceable pilot drill, which guides the cutter to the surface, avoiding cutter damage and providing smoother holes. With an integral over-drill flange the IDEAL TKO™ prevents cutter penetration beyond the sheet metal. When it comes to quality, performance and durability, IDEAL is the professional’s choice for carbide-tipped hole cutters. Integral arbor provides smooth accurate holes Quickly drills precise holes Integrated over- without penetration beyond drill flange prevents sheet metal. penetration beyond the sheet metal Carbide-tips cut over 200 holes through stainless steel, and outperform HSS cutters and bi-metal Ejection spring hole saws in sheet effortlessly ejects slug steel Exclusive SmoothStart™ pilot drill guides cutter to prevent cutter damage and provide smooth, more accurate holes. IDEAL TKO™ provides smoother, more precise hole than competitors’ (holes cut with 1-1/8 i n . cutters) IDEAL TKO™ Competitor Exclusive SmoothStart™ pilot drill guides cutter to Integrated over-drill flange prevents penetration prevent damage to cutter head. -

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

Holemaking Products & Accessories
® Holemaking 7 5 Products & 8 1 Accessories e Klein drill bits and holemaking products c provide accuracy and consistency for professionals. Made of top-of-the-line n materials for longer-lasting performance, i Klein's diverse line of holemaking S products and accessories help get the job done right. s l a n o i s s e f o r P r o F Flexible Drill Bits Flex Bit Augers 53719 • Used to drill holes through wood within a wall. • Tapered back for easy bit retrieval. • Spring steel shaft resists deformation. 53720 • Screw point tip pulls the bit through wood. • Hole in tip allows for use with wire or cable pulling grip. Cat. No. Length Weight (lbs.) 53719 53716 3/8" x 54" (9.5 mm x 1372 mm) 1.00 53717 3/8" x 72" (9.5 mm x 1829 mm) 1.00 Holemaking Products 53718 9/16" x 54" (14 mm x 1372 mm) 1.00 53718 53719 3/4" x 54" (19 mm x 1372 mm) 2.00 53751 3/4" x 72" (19 mm x 1829 mm) 2.00 53720 1" x 54" (25 mm x 1829 mm) 2.00 53716 & Accessories Flex Bit Extensions 53722 • Connects to the end of a flex bit and extends the length. • For use with flex bits 3/4" and larger (Cat. No. 53722). • Connection diameter is 5/8" (Cat. No. 53722). • For use with flex bits 9/16" and smaller (Cat. No. 53723). • Connection diameter is 7/16" (Cat. No. 53723). Cat. No. Length Connection Diameter Weight (lbs.) 53722 54" (1372 mm) 5/8" (14 mm) 1.00 53723 54" (1372 mm) 7/16" (11 mm) 1.00 Flex Bit Placement Tool • Folding design stores more compactly than standard tool. -

Punches, Drill Bits and Tool Sets
Punches, Drill Bits and Tool Sets GENERAL PURPOSE DRILL BITS AND DRILL BIT SETS ELECTRONIC CONNECTOR PANEL PUNCHES Drill Bit Features: Drill Bit Set Features: • Sizes for PC board applications • High speed steel • High speed steel • Industrial quality Features: • Straight shank • Black ferous oxide finish cases A Straight shanks (except for 5876-34156 which has 3/8" reduced shanks) • Drill only one 7/16" pilot hole • Use wrench or hydraulic drive methods • C • Capacity 22-16 gauge mild steel • Universal size for front or back mount of connectors Drill Bits • 5 piece assembly: Punch, die, draw stud, square nut, B and ball bearing drive nut (in a plastic carrying case) For quantities greater than listed, call for quote. MOUSER Drill Size Price Each STOCK NO. Drill No. Hole Size (in.) Length (in.) 1 10 20 50 For quantities greater than listed, call for quote. 5876-409-52 52 .0635 1 7/8 1.10 1.04 .99 .97 MOUSER No. of Dimensions: in. Price 5876-409-55 55 .0520 1 7/8 1.56 1.49 1.41 1.34 STOCK NO. Pins A B C Each 5876-409-60 60 .0400 1 5/8 1.45 1.38 1.31 1.24 586-0229 9 .787 .982 .469 527.87 5876-409-66 66 .0330 1 3/8 2.96 2.70 2.50 2.35 586-0231 15 1.127 1.309 .469 517.51 5876-409-69 69 .0292 1 3/8 3.21 3.05 2.90 2.75 586-0232 25 1.655 1.853 .469 520.07 5876-409-80 80 .0135 3/4 2.52 2.39 2.27 2.22 586-0234 37 2.296 2.497 .469 550.44 586-0238 50 2.201 2.402 .579 555.86 Drill Bit Sets For quantities greater than listed, call for quote. -

No. 669,72. Patented Mar. 12, 1901. W
No. 669,72. Patented Mar. 12, 1901. W. H. BRUCE. PLERS OR. PPE TONGS. (Application filed Dec. 26, 1900.) (Ne Mode.) UNITED STATES PATENT FFICE WALTER H. BRUCE, OF WORCESTER, MASSACHUSETTS, ASSIGNOR TO THE BILLINGS & SPENCER COMPANY, OF HARTFORD, CONNECTICUT. PERS OR PPE TONG S. SPECIFICATION forming part of Letters Patent No. 669,721, dated March 12, 1901. Application filed December 26, 1900, Serial No. 4l,032, (No model.) To all, whon, it may concern. each other when the jaws are open and pass Beit known that I, WALTER H. BRUCE, a citi out of register with each other when the jaws Zen of the United States, residing at Worcester, are closed to form a powerful shearing cutter. in the county of Worcester and State of Massa Extending back from one of the jaws I also 5 chusetts, have invented new and useful Pli preferably provide a sharpened blade or in 55 ers or Pipe-Tongs, of which the following is a sulation - cutter having a cutting edge sub specification. stantially perpendicular to the engaging face This invention relates to that class of tongs of the handle which carries the same. or pliers which are employed for joining and Referring to the accompanying drawings Io fitting pipes; and the especial object of this and in detail, a pair of pliers embodying this invention is to provide an improved form of invention, as herein illustrated, comprises the pliers or pipe-tongs which are provided with handles 10 and 11, having pivotally-connected a powerful shearing cutter for cutting off the engaging faces 12. -

NAGEL Paper Drill Versatile. Robust. Precise
NAGEL paper drill Versatile. Robust. Precise. NAGEL-Citoborma 290 B table top 02 NAGEL-Citoborma 111 NAGEL-Citoborma 111 03 Citoborma 111 Citoborma 190 / 290 With the Citoborma 111 electric hole punch, Nagel has created a com- Wide range of features Time saving sliding table pact tool for a flawless perforation of thick paper pads. The Citoborma 111 is frequently used by banks, in-house print shops, copy shops, infinitely variable, se|f-centering stops The drilling machines Citoborma 190 / 290 are remarkably user- notaries, public and tax accountants, where large quantities of stacked Additional stops for processing friendly and cover a wide range of applications. All models have a paper must be punched. A3 sheets powerful motor and are designed for professional use. Convenient solution for waste (drawer) The standard version of the Citoborma 190 and 290 comes as a table Simple handling top model, but is also available with an optional stand with foot treadle operation to increase productivity. The electric punch stands out by its high-qua|ity workmanship and user-friendly functions. Paper pads of up to 5 cm thickness can be perforated quickly by applying little force. The integrated centre reg- FlexoDri||° sliding table ister ensures that the paper is always positioned correctly and makes time-consuming manual adjustments unnecessary. The punch is The Citoborma 190 / 290 models are equipped with a unique quick equipped with default settings for the hole patterns of all common release FlexoDri||° sliding table. So the stack of paper can be centered filing systems, e.g. patterns with 2, 3 and 4 holes, patterns for labels for convenient operation also for large formats without further adjust- and filofax organisers. -
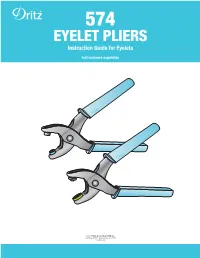
EYELET PLIERS Instruction Guide for Eyelets
574 EYELET PLIERS Instruction Guide for Eyelets Instrucciones españolas ©2015 Prym Consumer USA Inc. 950 Brisack Rd. • Spartanburg, SC 29303 www.dritz.com 574 EYELET PLIERS – Instructions Fabric Preparation for Use two layers of light to medium-weight fabric, reinforced with interfacing. " and ¼" Eyelets Mark position of eyelets. ⁵∕₃₂ Test an eyelet on swatch of fabric. Instructions for Cutting ⁵∕₃₂" Holes in Fabric Pliers Tools: Inserting Tools: Insert die base (large hole opening Metal Die Metal Cone facing out) in one side of pliers Base Punch and cone punch in other side. Cutting Holes: Removing Tools: 1. Position fabric in pliers and 2. After cutting several holes, it may be 3. If pliers’ tools will not cut Slip hook of gray tool remover center tools over mark. necessary to clear hole cutouts from through your specic type of inside ledge of pliers and press Squeeze pliers rmly to die base. Use a strong straight pin to fabric, trace inside of eyelet down to release tool. cut hole. remove fabric cutouts from die. and cut hole with scissors. Repeat for opposite side. 1. 2. 3. Instructions for Cutting ¼" Holes in Fabric Pliers Tools: Inserting Tools: Insert round die base in one Metal Round Metal Cone side of pliers and cone punch Die Base Punch in other side. Cutting Holes: Removing Tools: 1. Position fabric in pliers and 2. After cutting several holes, it may be 3. If pliers’ tools will not cut Slip hook of gray tool remover center tools over mark. necessary to clear hole cutouts from through your specic type of inside ledge of pliers and press Squeeze pliers rmly to die base. -

Hand-Forging and Wrought-Iron Ornamental Work
This is a digital copy of a book that was preserved for generations on library shelves before it was carefully scanned by Google as part of a project to make the world’s books discoverable online. It has survived long enough for the copyright to expire and the book to enter the public domain. A public domain book is one that was never subject to copyright or whose legal copyright term has expired. Whether a book is in the public domain may vary country to country. Public domain books are our gateways to the past, representing a wealth of history, culture and knowledge that’s often difficult to discover. Marks, notations and other marginalia present in the original volume will appear in this file - a reminder of this book’s long journey from the publisher to a library and finally to you. Usage guidelines Google is proud to partner with libraries to digitize public domain materials and make them widely accessible. Public domain books belong to the public and we are merely their custodians. Nevertheless, this work is expensive, so in order to keep providing this resource, we have taken steps to prevent abuse by commercial parties, including placing technical restrictions on automated querying. We also ask that you: + Make non-commercial use of the files We designed Google Book Search for use by individuals, and we request that you use these files for personal, non-commercial purposes. + Refrain from automated querying Do not send automated queries of any sort to Google’s system: If you are conducting research on machine translation, optical character recognition or other areas where access to a large amount of text is helpful, please contact us. -
Punching Tools Truservices Punching Tools Truservices
TruServices Punching Tools TruServices Punching Tools TruServices Expertise for every application Machine Tools / Power Tools Laser Technology / Electronics Medical Technology The perfect tooling structure. + = Alignment ring Punch Stripper + + = Die plate Die adapter Die Alignment ring The alignment ring is available in three different versions. Punch Punches are available in three different sizes (size 0, 1, and 2). Punch chuck The punch chuck is available in two different sizes and is used with size 0 punches. It has the same clamping diameter as all other punches. Stripper The outside diameter of the stripper is 100 mm. Die Dies are available in two different sizes (size 1 and 2). Size 1 can be used in the same way as size 2 with the help of a die adapter. Tool cartridge Both die sizes are used with the same tool cartridge and the same die plate. A die adapter is used for holding size 1 dies. 2 E-mail: [email protected] / Fax: 860-255-6433 Content General information Preface Expertise for every application TRUMPF quality – Made in USA General information General ... and much more from page 4 Punching Classic System Special shapes MultiTool Guided tools ... and much more from page 8 Cutting Slitting tool MultiShear Film slitting tool ... and much more from page 30 Forming Countersink tool Extrusion tool Tapping tool Emboss tool ... and much more from page 40 Marking Center punch tool Engraving tool Marking tool Embossing tools ... and much more from page 66 Accessories Tooling accessories Tool cartridges Setup and grinding tools Consumables and additional equipment ... and much more from page 78 Useful information Dimensions + regrinding Stripper selection Tool life Low-scratch/scratch-free processing .. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Punching Tools
TruServices Punching Tools Order easily – with the correct specifica- tions for the right tool. Have you thought of everything? Machine type Machine number Tool type Dimensions or drawings in a conventional CAD format (e.g. DXF) Sheet thickness Material Quantity Desired delivery date Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: www.trumpf.com/mytrumpf Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". TRUMPF Werkzeugmaschinen GmbH + Co. KG International Sales Punching Tools Hermann-Dreher-Strasse 20 70839 Gerlingen Germany E-mail: [email protected] Homepage: www.trumpf.com Content Order easily – with the correct specifica- General information tions for the right tool. TRUMPF System All-round Service Industry 4.0 MyTRUMPF 4 Have you thought of everything? Machine type Punching Machine number Classic System MultiTool Tool type Cluster tools MultiUse Dimensions or drawings in a conventional CAD format (e.g. DXF) 12 Sheet thickness Material Cutting Quantity Slitting tool Film slitting tool Desired delivery date MultiShear 44 Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Forming Countersink tool Thread forming tool Extrusion tool Cup tool 58 Marking Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: Center punch tool Marking tool Engraving tool Embossing tool www.trumpf.com/mytrumpf 100 Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". -

Metalworking Equipment List
NEVADA CTE RECOMMENDED EQUIPMENT LIST 2020 METALWORKING This recommended list is based upon a classroom size of 25 students. All costs are estimated and should be adjusted and verified with current quotes. No specific equipment vendor or brand names are endorsed due to various possibilities, but school districts should consult with stakeholders to ensure industry-recognized equipment and software are purchased. The intent of this list is to provide school districts with guidance on the equipment needed to cover the state standards for a Metalworking program. CLASSROOM EQUIPMENT TOTAL: $16,740 QTY ITEM DESCRIPTION UNIT TOTAL 25 Student Workstations w/chairs $400 $10,000 1 Teacher Workstation w/chair $400 $400 1 Teacher Computer $900 $900 Presentation Equipment (e.g., interactive whiteboard (IWB), or other 1 $3,000 $3,000 interactive display system with software and accessories) 1 Networkable Laser Printer $400 $400 1 Vertical File Cabinet (lockable) $330 $330 2 Storage Cabinets (36” x 12” x 72”) (lockable) $300 $600 2 Bookcases (36” x 12” x 42”) $115 $230 2 White Boards (4’ x 8’) $110 $220 1 Eyewash Station $300 $300 2 Fire Extinguishers $130 $260 1 First Aid Kit $100 $100 PROGRAM EQUIPMENT TOTAL: $105,000 QTY ITEM DESCRIPTION UNIT TOTAL 25 Student Computers $1,000 $25,000 1 Technology Storage/Charging System (optional) $2,000 $2,000 3 Welding Simulators (with software) $7,000 $21,000 1 Pedestal Grinder $3,500 $3,500 3 Welding Stations/Booths $3,000 $9,000 1 Metalworking Lathe $2,500 $2,500 3 Gas Tungsten Arc Welders (GTAW) $1,600 $4,800