Gutter Installation Solutions for Thin Walled K-Style and Half Round Gutter
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tko™ Carbide-Tipped Hole Cutters
TKO™ CARBIDE-TIPPED HOLE CUTTERS DESIGNED WITH PRECISION AND TIME SAVINGS FOR THE ELECTRICAL TRADESMEN The efficient and precise alternative to knockouts and hole saws for stainless steel and sheet metal. WWW.IDEALIND.COM TKO™ CARBIDE-TIPPED HOLE CUTTERS IDEAL Electrical’s line of TKO™ Carbide-Tipped Hole Cutters offer the most efficient and clean cutter replacement for traditional knockouts, by making smooth holes in a fraction of the time at a fraction of the cost. Specifically designed to cut sheet metal, IDEAL TKO™ cutters will even cut stainless steel with their precision engineered ground carbide tips. The innovative design includes the exclusive SmoothStart™ replaceable pilot drill, which guides the cutter to the surface, avoiding cutter damage and providing smoother holes. With an integral over-drill flange the IDEAL TKO™ prevents cutter penetration beyond the sheet metal. When it comes to quality, performance and durability, IDEAL is the professional’s choice for carbide-tipped hole cutters. Integral arbor provides smooth accurate holes Quickly drills precise holes Integrated over- without penetration beyond drill flange prevents sheet metal. penetration beyond the sheet metal Carbide-tips cut over 200 holes through stainless steel, and outperform HSS cutters and bi-metal Ejection spring hole saws in sheet effortlessly ejects slug steel Exclusive SmoothStart™ pilot drill guides cutter to prevent cutter damage and provide smooth, more accurate holes. IDEAL TKO™ provides smoother, more precise hole than competitors’ (holes cut with 1-1/8 i n . cutters) IDEAL TKO™ Competitor Exclusive SmoothStart™ pilot drill guides cutter to Integrated over-drill flange prevents penetration prevent damage to cutter head. -

Holemaking Products & Accessories
® Holemaking 7 5 Products & 8 1 Accessories e Klein drill bits and holemaking products c provide accuracy and consistency for professionals. Made of top-of-the-line n materials for longer-lasting performance, i Klein's diverse line of holemaking S products and accessories help get the job done right. s l a n o i s s e f o r P r o F Flexible Drill Bits Flex Bit Augers 53719 • Used to drill holes through wood within a wall. • Tapered back for easy bit retrieval. • Spring steel shaft resists deformation. 53720 • Screw point tip pulls the bit through wood. • Hole in tip allows for use with wire or cable pulling grip. Cat. No. Length Weight (lbs.) 53719 53716 3/8" x 54" (9.5 mm x 1372 mm) 1.00 53717 3/8" x 72" (9.5 mm x 1829 mm) 1.00 Holemaking Products 53718 9/16" x 54" (14 mm x 1372 mm) 1.00 53718 53719 3/4" x 54" (19 mm x 1372 mm) 2.00 53751 3/4" x 72" (19 mm x 1829 mm) 2.00 53720 1" x 54" (25 mm x 1829 mm) 2.00 53716 & Accessories Flex Bit Extensions 53722 • Connects to the end of a flex bit and extends the length. • For use with flex bits 3/4" and larger (Cat. No. 53722). • Connection diameter is 5/8" (Cat. No. 53722). • For use with flex bits 9/16" and smaller (Cat. No. 53723). • Connection diameter is 7/16" (Cat. No. 53723). Cat. No. Length Connection Diameter Weight (lbs.) 53722 54" (1372 mm) 5/8" (14 mm) 1.00 53723 54" (1372 mm) 7/16" (11 mm) 1.00 Flex Bit Placement Tool • Folding design stores more compactly than standard tool. -

Punches, Drill Bits and Tool Sets
Punches, Drill Bits and Tool Sets GENERAL PURPOSE DRILL BITS AND DRILL BIT SETS ELECTRONIC CONNECTOR PANEL PUNCHES Drill Bit Features: Drill Bit Set Features: • Sizes for PC board applications • High speed steel • High speed steel • Industrial quality Features: • Straight shank • Black ferous oxide finish cases A Straight shanks (except for 5876-34156 which has 3/8" reduced shanks) • Drill only one 7/16" pilot hole • Use wrench or hydraulic drive methods • C • Capacity 22-16 gauge mild steel • Universal size for front or back mount of connectors Drill Bits • 5 piece assembly: Punch, die, draw stud, square nut, B and ball bearing drive nut (in a plastic carrying case) For quantities greater than listed, call for quote. MOUSER Drill Size Price Each STOCK NO. Drill No. Hole Size (in.) Length (in.) 1 10 20 50 For quantities greater than listed, call for quote. 5876-409-52 52 .0635 1 7/8 1.10 1.04 .99 .97 MOUSER No. of Dimensions: in. Price 5876-409-55 55 .0520 1 7/8 1.56 1.49 1.41 1.34 STOCK NO. Pins A B C Each 5876-409-60 60 .0400 1 5/8 1.45 1.38 1.31 1.24 586-0229 9 .787 .982 .469 527.87 5876-409-66 66 .0330 1 3/8 2.96 2.70 2.50 2.35 586-0231 15 1.127 1.309 .469 517.51 5876-409-69 69 .0292 1 3/8 3.21 3.05 2.90 2.75 586-0232 25 1.655 1.853 .469 520.07 5876-409-80 80 .0135 3/4 2.52 2.39 2.27 2.22 586-0234 37 2.296 2.497 .469 550.44 586-0238 50 2.201 2.402 .579 555.86 Drill Bit Sets For quantities greater than listed, call for quote. -

NAGEL Paper Drill Versatile. Robust. Precise
NAGEL paper drill Versatile. Robust. Precise. NAGEL-Citoborma 290 B table top 02 NAGEL-Citoborma 111 NAGEL-Citoborma 111 03 Citoborma 111 Citoborma 190 / 290 With the Citoborma 111 electric hole punch, Nagel has created a com- Wide range of features Time saving sliding table pact tool for a flawless perforation of thick paper pads. The Citoborma 111 is frequently used by banks, in-house print shops, copy shops, infinitely variable, se|f-centering stops The drilling machines Citoborma 190 / 290 are remarkably user- notaries, public and tax accountants, where large quantities of stacked Additional stops for processing friendly and cover a wide range of applications. All models have a paper must be punched. A3 sheets powerful motor and are designed for professional use. Convenient solution for waste (drawer) The standard version of the Citoborma 190 and 290 comes as a table Simple handling top model, but is also available with an optional stand with foot treadle operation to increase productivity. The electric punch stands out by its high-qua|ity workmanship and user-friendly functions. Paper pads of up to 5 cm thickness can be perforated quickly by applying little force. The integrated centre reg- FlexoDri||° sliding table ister ensures that the paper is always positioned correctly and makes time-consuming manual adjustments unnecessary. The punch is The Citoborma 190 / 290 models are equipped with a unique quick equipped with default settings for the hole patterns of all common release FlexoDri||° sliding table. So the stack of paper can be centered filing systems, e.g. patterns with 2, 3 and 4 holes, patterns for labels for convenient operation also for large formats without further adjust- and filofax organisers. -
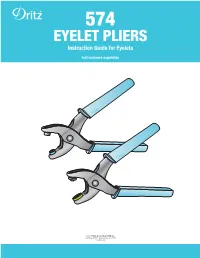
EYELET PLIERS Instruction Guide for Eyelets
574 EYELET PLIERS Instruction Guide for Eyelets Instrucciones españolas ©2015 Prym Consumer USA Inc. 950 Brisack Rd. • Spartanburg, SC 29303 www.dritz.com 574 EYELET PLIERS – Instructions Fabric Preparation for Use two layers of light to medium-weight fabric, reinforced with interfacing. " and ¼" Eyelets Mark position of eyelets. ⁵∕₃₂ Test an eyelet on swatch of fabric. Instructions for Cutting ⁵∕₃₂" Holes in Fabric Pliers Tools: Inserting Tools: Insert die base (large hole opening Metal Die Metal Cone facing out) in one side of pliers Base Punch and cone punch in other side. Cutting Holes: Removing Tools: 1. Position fabric in pliers and 2. After cutting several holes, it may be 3. If pliers’ tools will not cut Slip hook of gray tool remover center tools over mark. necessary to clear hole cutouts from through your specic type of inside ledge of pliers and press Squeeze pliers rmly to die base. Use a strong straight pin to fabric, trace inside of eyelet down to release tool. cut hole. remove fabric cutouts from die. and cut hole with scissors. Repeat for opposite side. 1. 2. 3. Instructions for Cutting ¼" Holes in Fabric Pliers Tools: Inserting Tools: Insert round die base in one Metal Round Metal Cone side of pliers and cone punch Die Base Punch in other side. Cutting Holes: Removing Tools: 1. Position fabric in pliers and 2. After cutting several holes, it may be 3. If pliers’ tools will not cut Slip hook of gray tool remover center tools over mark. necessary to clear hole cutouts from through your specic type of inside ledge of pliers and press Squeeze pliers rmly to die base. -
Punching Tools Truservices Punching Tools Truservices
TruServices Punching Tools TruServices Punching Tools TruServices Expertise for every application Machine Tools / Power Tools Laser Technology / Electronics Medical Technology The perfect tooling structure. + = Alignment ring Punch Stripper + + = Die plate Die adapter Die Alignment ring The alignment ring is available in three different versions. Punch Punches are available in three different sizes (size 0, 1, and 2). Punch chuck The punch chuck is available in two different sizes and is used with size 0 punches. It has the same clamping diameter as all other punches. Stripper The outside diameter of the stripper is 100 mm. Die Dies are available in two different sizes (size 1 and 2). Size 1 can be used in the same way as size 2 with the help of a die adapter. Tool cartridge Both die sizes are used with the same tool cartridge and the same die plate. A die adapter is used for holding size 1 dies. 2 E-mail: [email protected] / Fax: 860-255-6433 Content General information Preface Expertise for every application TRUMPF quality – Made in USA General information General ... and much more from page 4 Punching Classic System Special shapes MultiTool Guided tools ... and much more from page 8 Cutting Slitting tool MultiShear Film slitting tool ... and much more from page 30 Forming Countersink tool Extrusion tool Tapping tool Emboss tool ... and much more from page 40 Marking Center punch tool Engraving tool Marking tool Embossing tools ... and much more from page 66 Accessories Tooling accessories Tool cartridges Setup and grinding tools Consumables and additional equipment ... and much more from page 78 Useful information Dimensions + regrinding Stripper selection Tool life Low-scratch/scratch-free processing .. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Punching Tools
TruServices Punching Tools Order easily – with the correct specifica- tions for the right tool. Have you thought of everything? Machine type Machine number Tool type Dimensions or drawings in a conventional CAD format (e.g. DXF) Sheet thickness Material Quantity Desired delivery date Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: www.trumpf.com/mytrumpf Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". TRUMPF Werkzeugmaschinen GmbH + Co. KG International Sales Punching Tools Hermann-Dreher-Strasse 20 70839 Gerlingen Germany E-mail: [email protected] Homepage: www.trumpf.com Content Order easily – with the correct specifica- General information tions for the right tool. TRUMPF System All-round Service Industry 4.0 MyTRUMPF 4 Have you thought of everything? Machine type Punching Machine number Classic System MultiTool Tool type Cluster tools MultiUse Dimensions or drawings in a conventional CAD format (e.g. DXF) 12 Sheet thickness Material Cutting Quantity Slitting tool Film slitting tool Desired delivery date MultiShear 44 Important ordering specifications ! Please observe the "Important ordering specifications" on each product page as well. Forming Countersink tool Thread forming tool Extrusion tool Cup tool 58 Marking Order your punching tools securely and conveniently 24 hours a day, 7 days a week in our E-Shop at: Center punch tool Marking tool Engraving tool Embossing tool www.trumpf.com/mytrumpf 100 Alternatively, practical inquiry and order forms are available to you in the chapter "Order forms". -

How to Use Tools / Mistakes to Avoid CARLTSOE SAFETY TOOLS
CARLTSOE SAFETY TOOLS If you just had the right tools How to Use Tools / Mistakes to Avoid Tool Proper Uses Abuse/Misuse Nail Hammers Nail hammers are intended for driving and pulling common, Never strike one hanmmer with or against another hammer unhardened nails only, and for ripping apart wooden or a hatchet. Never strike nail pullers, steel chisels or structures. They may be used to strike nail sets with the other hardened objects with a nail hammer as the face may center of the striking face. chip, possibly resulting in eye or other serious injury. Ball Pein Hammers Ball pein hammers of the proper size are designed for striking chisels and punches, and for riveting, shaping and Strike squarely and avoid glancing blows that may cause straightening unhardened metal. the edge of the face to chip, possibly resulting in eye or When striking a struck tool (chisel or punch), the striking face other serious injury. Never strike with or against the side, of the hammer should have a diameter at least 3/8" larger or cheek, of any hammer. than the struck face of the tool. Riveting and Setting Hammers The Riveting hammer is designed for driving and spreading Never use these special-purpose hammers for general- rivets on sheet metal work. The Setting hammer is designed purpose work. The square, sharp edges of the setting for forming sharp corners, closing and peining seams and lock hammer make it vulnerable to chipping if improperly used. edges, and for use by glaziers for inserting glazier points. Never strike against other steel tools. -

Product Catalog
PRODUCT CATALOG CHISELS SCRAPERS PUNCHES SPECIALTY PRY BARS PNEUMATIC Divided into two sections, this catalog lists the full breadth of MayhewPro (black-tabbed pages) and MayhewSelect (red-tabbed pages) products. Within each section, our high-quality tools are categorized by the following: Pro Line Select Line Dominator Chisels Hard Cap Punches 150 Pry Bars Chisels Scrapers Punches Hand Guarded Pry Bars Picks, Awls, Hooks, Other Scrapers Specialty Specialty Pneumatic Pneumatic Inspection Sets and Kits Sets and Kits For further information about any of our tools listed, please contact your sales representative or call us directly: 1.800.872.0037 Table of Contents Pro Line Dominator .........................................................................................................2 ProGrip ..............................................................................................................8 SureForce ........................................................................................................12 Pry Bars ...........................................................................................................17 Scrapers ..........................................................................................................20 Chisels ............................................................................................................21 Punches ...........................................................................................................22 Steel Sets/Kits ................................................................................................26 -

Readers 31679Q Rockwood Punch Flange Tool.Indd
Item #31679 PUNCH / FLANGE TOOL INSTRUCTIONS ROCKWOOD PUNCH/FLANGE TOOL helps make quick work of seamless repairs by flanging and punching, utilizing the power of compressed air. One side of the double-action head produces 0.063” offset flanges on 16-gauge metal or thinner for flush seams when joining panels. The other side produces perfectly clean 0.19”-diameter holes that are ideal for plug welding. Unique swivel-head design lets you work from almost any angle. CONTENTS (1) Rockwood Pneumatic Panel Flanging/Punch Tool (1) 5mm Hex Key SPECIFICATIONS Maximum capacity: 16 Gauge Mild Steel / 18 Gauge Stainless Steel Air Consumption: MINIMUM, 4 CFM @ 90 PSI Air Pressure: MAXIMUM, 90 PSI Throat Depth: 0.88” [22mm] Flange Width: 0.88” [22mm] Flange Offset: 0.063” Punched Hole Diameter: 0.19” Punch Hole Center Distance to Edge: 0.28” REQUIRED • The inlet air supply must have a moisture separator capable of removing all moisture and impu- rities from the air supply. Moisture in the air supply will cause corrosion and failure of the Flange/Punch Tool. • A suitable regulator must be used to limit incoming air pressure to 90 PSI maximum, 80 PSI is ideal. Excessive air pressure can cause permanent damage to the unit and possible serious personal injury from bursting. • For best results, a compressor capable of providing a minimum of 4 CFM @ 90 PSI is required. Less available CFM will not provide sufficient force to allow the Flange Tool to adequately form the Flange. 2 Eastwood Technical Assistance: 800.343.9353 >> [email protected] SAFETY INFORMATION The following explanations are displayed in this manual, on the labeling, and on all other information provided with this product: DANGER indicates a hazardous situation which, if not avoided, will result in death or serious injury. -

Improvement of Punch and Die Life and Part Quality in Blanking of Miniature Parts
Improvement of Punch and Die Life and Part Quality in Blanking of Miniature Parts DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University By Soumya Subramonian Graduate Program in Mechanical Engineering The Ohio State University 2013 Dissertation Committee: Dr.Taylan Altan, Advisor Dr.Blaine Lilly, Advisor Dr.Gary L.Kinzel Dr.Jerald Brevick Abstract Blanking or piercing is one of the most commonly used sheet metal manufacturing processes in the industry. Having a good understanding of the fundamentals and science behind this high deformation shearing process can help to improve the tool life and blanked edge quality in various ways. Finite Element Modeling of the blanking process along with experimental testing is used in this study to study the influence of various process parameters on punch and die life and blanked edge quality. In high volume blanking and blanking of high strength materials, improving the tool life can save not only tool material but also change over time which can take up to a few hours for every change over. The interaction between punch, stripper plate and sheet material is first studied experimentally since a fundamental understanding of the behavior of these components at different blanking speeds is very essential to design robust tooling for high speeds. A methodology is developed using the experimentally obtained blanking load and FEM of blanking to obtain flow stress data of the sheet material at high strains and strain rates. This flow stress data is used to investigate the effects of various process parameters on tool stress and blanked edge quality.