Zur Lage Der Elektrowerkzeugbranche in Der Region Stuttgart Branchenanalyse 2007
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
SCIN-017400 Starlock Product Finder EN.Indd 1 31.03.16 08:34 Starlock from Bosch – a Range As Versatile As Never Before
As versatile as your job The Starlock range Try the new blades – experience your Starlock moment SCIN-017400 Starlock Product Finder EN.indd 1 31.03.16 08:34 Starlock from Bosch – a range as versatile as never before 48 blades for the best results in sawing, routing, rasping, cutting, scraping, sanding and polishing The main advantages of Starlock from Bosch Japan tooth configuration made of BiM for clean cuts in hardwood Tapered base body Sturdy mount reduces jamming of reduces blade wobbling the base body to enable a controlled, precise cut Curved-Tec New Starlock mount Rounded cutting edge for Maximum power transfer precise, smooth plunge thanks to 3-dimensional cutting and less tooth quick-clamping system breakout on the sides (SDS) SCIN-017400 Starlock Product Finder EN.indd 2 31.03.16 08:34 Easy blade selection at the point of sale and in the toolbox thanks to unique color coding system Starlock accessory fits all existing multi-tools from Bosch and other brands Starlock ● –– Starlock Plus ● ● – Starlock Max ● ● ● Other Multi-Tool Bosch GOP / PMF with OIS, Fein MultiMaster, Fein ● Multitalent, Makita, Hitachi, –– Metabo, Milwaukee, AEG, Einhell, Ryobi, Skil, etc. ● compatible – not compatible Maximum power transfer No more mismatching and damaging of due to tight-fitting 3D connection of power tools thanks to the three performance machine and Starlock accessory classes Starlock, Starlock Plus, Starlock Max Accessory change within 3 seconds thanks to the new onehand snap-in system 1 2 3 4 SCIN-017400 Starlock Product Finder EN.indd 3 31.03.16 08:34 Long Lifetime: Bi-Metal technology meets the greatest demand in wood, plastic and metal 80 mm long blade Flat blade for deep cuts, a larger ampli- allows a controlled tude leads to more speed and precise cut BIM for long lifetime Slim design Rounded cutting edge reduces stress on the tool drive, for precise jolt-free and allowing operating at full speed and smooth plunge cutting allows perfect span removal AII 65 APB 65 × 40 mm, Curved-Tec, Long life Pack quantity 1 Part no. -

Cerca Il Codice Della Barra Oregon (Che Trovi Nel Nostro Titolo) E Premi "Successivo" Sino a Quando Non Arrivi Alla Marca Della Tua Motosega
Con la funzione "Trova" cerca il codice della barra Oregon (che trovi nel nostro titolo) e premi "Successivo" sino a quando non arrivi alla marca della tua motosega. cm “ “ mm SL/MP/SP/GP SX/PXB/SFG/SFH RN AT SD/ML/DG AEG® KES35, 30 12 91 0.050 1,3 91VG/91VX/91P 6 45E 120SPEA041* 120SXEA041 120SDEA041* KS30, KS35, KS40 35 14 52E 140SPEA041* 140SXEA041 140SDEA041* 40 16 57E 160SPEA041* 160SXEA041 160SDEA041* KES36 33 13 .325 0.063 1,6 22BPX/LPX 7 56E 133SLBD025 38 15 62E 153SLGD025 153SFGD025 153RNBD025 40 16 67E 163SLGD025 163SFGD025 163RNBD025 163ATMD025 45 18 74E 183SLGD025 183SFGD025 183RNBD025 183ATMD025 50 20 81E 203SLGD025 203ATMD025 33 13 3/8 0.063 1,6 75LGX/LPX/D/DP 7 52E 38 15 56E 153SLHD025 153SFHD025 153RNDD025 40 16 60E 163SLHD025 163SFHD025 163RNDD025 163ATMD025 45 18 66E 183SLHD025 183SFHD025 183RNDD025 183ATMD025 50 20 72E 203SLHD025 203SFHD025 203RNDD025 203ATMD025 ALKO E1200, 1400E, 1500E, 2000, 2300, 30 12 91 0.050 1,3 91VG/91VX/91P 7 45E 120SPEA041* 120SXEA041 120SDEA041* E125, 25A, KS, KSB, 35 14 52E 140SPEA041* 140SXEA041 140SDEA041* KE4000, KE3500 VARIO 40 16 57E 160SPEA041* 160SXEA041 160SDEA041* KB3500, KB4000, 30 12 91 0.050 1,3 91VG/91VX/91P 6 44E 120SDEA218* KB4500, BKS38-35 35 14 49E 140SPEA218* 140SDEA218* 35 14 50E 40 16 55E 160SPEA218* 160SDEA218* 140 30 12 .325 0.050 1,3 20BPX/LPX 7 55E 35 14 61E 240 35 14 .325 0.050 1,3 20BPX/LPX 7 57E KB5000 40 16 .325 0.050 1,3 20BPX/LPX 7 65E 160SLGZ095 40 16 66E 160SLGK095 160RNBK095 45 18 72E 180SLGK095 1074, P21, P26, P28 35 14 .325 0.058 1,5 21BPX/LPX 7 60E 40 16 -
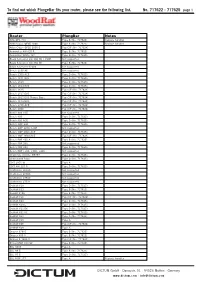
To Find out Which Plungebar Fits Your Router, Please See the Following List
To find out which PlungeBar fits your router, please see the following list. No. 717622 - 717625 page 1 Router PlungBar Notes AEG OFS 710 Type B (No. 717623) Replace handles Atlas Copco OFSE 1000 Type B (No. 717623) Replace handles Atlas Copco OFSE 2000 E Typ C/F (No. 717624) Axminster AW 635 R Type B (No. 717623) Axminster White 127 Type D (No. 717625) Black & Decker KW 800 EK / 780E Not supported Black & Decker KW 850 EK Type B (No. 717623) Black & Decker RP200 Not supported Bosch 1100 AE Not supported Bosch 1300 ACE Type D (No. 717625) Bosch 1611 EVS Type D (No. 717625) Bosch 1613 Type D (No. 717625) Bosch 1614 EVS Type D (No. 717625) Bosch 1615 Typ C/F (No. 717624) Bosch 1617 EVS Typ C/F (No. 717624) Bosch 1617 EVS Plunge Base Typ C/F (No. 717624) Bosch 1619 EVS Typ C/F (No. 717624) Bosch 1700 ACE Typ C/F (No. 717624) Bosch 2000 Typ C/F (No. 717624) Bosch 600 ACE Not supported Bosch 800 Type D (No. 717625) Bosch 900 ACE Type D (No. 717625) Bosch GOF 900 Type D (No. 717625) Bosch GOF 1250 (L)CE Not supported Bosch GOF 1300 ACE Type D (No. 717625) Bosch GOF 1600 ACE Typ C/F (No. 717624) Bosch POF 400 A Type B (No. 717623) Bosch POF 500 Not supported Bosch POF 800 Type D (No. 717625) Bosch POF 1100, 1300, 1400 Not supported Challenge Xtreme M5757 Type D (No. 717625) Charnwood P220 Type D (No. 717625) CMT 1850 W Type A CMT AW 127 R Type D (No. -
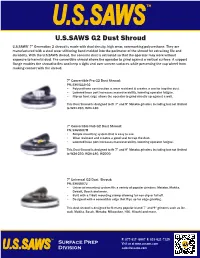
U.S.SAWS G2 Dust Shroud U.S.SAWS’ 7” Generation 2 Shroud Is Made with Dual Density, High Wear, Non-Marking Polyurethane
U.S.SAWS G2 Dust Shroud U.S.SAWS’ 7” Generation 2 shroud is made with dual density, high wear, non-marking polyurethane. They are manufactured with a steel wear stiffening band molded into the perimeter of the shroud for extra-long life and durability. With the U.S.SAWS shroud, the concrete dust is extracted so that the operator may work without exposure to harmful dust. The convertible shroud allows the operator to grind against a vertical surface. A support flange enables the shroud to flex and keep a tight seal over uneven surfaces while preventing the cup wheel from making contact with the shroud. 7” Convertible Pro G2 Dust Shroud: PN: SX60115-G2 • Polyurethane construction is wear resistant & creates a seal to trap the dust. • Lowered hose port increases maneuverability, lowering operator fatigue. • Flip up front edge allows the operator to grind directly up against a wall. This Dust Shroud is designed to fit 7” and 9” Metabo grinders including but not limited to W24-230, W24-180. 7” Convertible Hub G2 Dust Shroud: PN: SX65807M • Simple mounting system that is easy to use. • Wear resistant and creates a good seal to trap the dust. • Lowered hose port increases maneuverability, lowering operator fatigue. This Dust Shroud is designed to fit 7” and 9” Metabo grinders including but not limited to W24-230, W24-180, W2000. 7” Universal G2 Dust Shroud: PN: SX65807U • Universal mounting system fits a variety of popular grinders: Metabo, Makita, Dewalt, Bosch and more. • Built with a T-Bolt mounting clamp allowing for non-slip or fall off. -

Cordless Alliance System (CAS): a Cross-Manufacturer Battery Pack System of Leading Power Tool Brands
THE MOST ADVANCED 18V BATTERY SYSTEM The Cordless Alliance System (CAS): A cross-manufacturer battery pack system of leading power tool brands. Electronic Single Cell Protection (ESCP): Each cell evenly charges and discharges, extending the life of the battery, helping protect the motor and extending the life of the tool. 3-Year The Cordless Alliance System (CAS): A cross-manufacturer battery pack system of Battery Warranty leading power tool brands. 10 01 Cordless Solutions Over 90 tools on our cordless lineup, and many more coming! Most complete range of cordless metalworking and industrial tools on the market n Powered by the breakthrough LiHD (Lithium High-Density) battery technology, Metabo cordless tools deliver true industrial productivity, replacing the need for cords and hoses n Metabo offers more specialty metalworking tools than any other tool manufacturer n Using the most advanced charging system, Metabo batteries charge faster and last longer, making sure you are always ready to work 11 3 CLASSES OF POWER 1 CHARGINGClasses ofPLATFORM Power 12V 18V 36V BS 12 BL Q WPB 18 LTX BL 150 WPB 36-18 LTX BL 230 12V Power Tool Line 16 Assembly Solutions 18 Angle Grinders 20-21 Saws 21 (Metal), 30-31 (Wood) Welding Prep: Die Grinders and Beveling 22 Stainless Steel and Metal Finishing 23 Rivet Gun, Tapping Tool 24 Impact Drivers, Drill/Drivers 25-27 Drywall Screw Gun, Mixer, Heat Gun 28 Rotary Hammers 29 Shop Fan, Blower, Cordless Vac, Radio 32 Lighting Solutions and Measuring Laser 33 Batteries, Chargers and Accessories 34-39 12 Ultra-M: The Most Advanced Battery System The best metalworking cordless tools deserve the best battery system: Metabo offers a unique set of technologies designed to provide users with the power to tackle the most demanding applications. -

Hardware World & Association News
117 五金產業與協會新聞 Accuride Adds BorgWarner Executive Robin Kendrick to Its Board of Directors Hardware 美國工業零配件供應商Accuride新增Robin Kendrick為董事會成員 Accuride Corporation – a supplier of components to the North American and European commercial vehicle industries – announced that Robin Kendrick, World & Vice President and corporate officer of BorgWarner Inc., has been elected to the company’s board of directors as an independent director, effective immediately. He brings extensive global operations leadership experience in the automotive supply, Association metal-forming and fastening industries to the role. Kendrick is currently the President and General Manager of the Turbo Systems turbocharger business unit of BorgWarner, a leading supplier of highly engineered components News and systems for powertrain applications worldwide. He previously served as President and General Manager of BorgWarner Transmission Systems compiled by Fastener World after joining the company in September 2011. P r i o r t o Stanley Black & Decker Elects Dmitri L. B o r g W a r n e r , Kendrick was Stockton To Its Board Of Directors Vice President and 美國Stanley Black & Decker指派Dmitri L. Stockton General Manager of 成為董事會新成員 the European business unit of Acument Global Stanley Black & Decker (NYSE: SWK) has elected Dmitri L. Technologies, a supplier Stockton, 54, former Chairman, President and Chief Executive of fastening systems for Officer of GE Asset Management to the company's Board of automotive, aerospace Directors. and industrial applications "Dmitri is an excellent addition to our Board, bringing an worldwide. He joined Acument in 2008 following a 10- impressive set of experiences managing and leading complex, year tenure with driveline, metal forming and powertrain global organizations," said George W. -

Stanley Black and Decker Techtronic Industries Co Ltd (TTI) Chevron
Who Owns What? Andrew Davis May, 2019 This is a redacted version of an article II found on protoolreviews.com. I remember growing up when General Motors offered different brands at different price points (until they all the brands started to overlap before GM collapsed) – Cadillac at the top end, followed by Oldsmobile, Buick, Pontiac, and Chevy. We have a similar situation in woodworking tools (also in kitchen appliances) except that in the case of tools, the multi-brand company is more often a case of acquisitions rather than organic development. Anyway, for those readers interested in the business side of tools, this column, which is a departure from my usual thread, may be of interest. Stanley Black and Decker Stanley Black & Decker (SBD) turned heads when it bought Craftsman Tools in 2017 after Sears closed 235 stores in 2015. Dating back to 1843 with a man named Frederick Stanley, the company merged in 2010 with Black and Decker. As of 2017, the company maintains a $7.5 billion business in tools & storage alone. SBD brands include: DeWalt Stanley Black + Decker Bostitch Craftsman Vidmar Mac Tools Irwin Lenox Proto Porter-Cable Powers Fasteners Lista Sidchrome Emglo USAG Techtronic Industries Co Ltd (TTI) TTI owns Milwaukee Tool and a host of other power tool companies. It also licenses the RIDGID and RYOBI names for cordless power tools (Emerson actually owns RIDGID and makes the red tools). Founded in 1985 in Hong Kong, TTI sells tools all over the world and employs over 22,000 people. TTI had worldwide annual sales of over US$6 billion in 2017. -

FEIN General Catalog 2018/2019
2018/2019 FEIN General Catalog 2018/2019 E\)(,1 FEIN General Catalog 2018/2019 Welcome to FEIN In the new FEIN General Catalog 2018, you’ll find our complete range of professional and extremely reliable power tools for trades and industry. Designed to be as user-friendly as our products, the new FEIN General Catalog provides a quick overview of the complete FEIN product range. We’ve organized it even more clearly to make it easy to find what you’re looking for. It’s concise with all the key information you need to make an informed choice. Expert advice with all the facts and figures you need, along with all the relevant FEIN system accessories. 2 Cordless Tools 2 Drill/Drivers 4 MULTIMASTER 22 Sheet metal processing 29 Drywall / Metal Screwdrivers 13 SUPERCUT 25 Power Drills 34 Impact Wrenches 16 Drilling 38 Power Drills 40 Tappers 45 Fastening 46 Tek Screwdrivers 48 Drywall / Deck Screwdrivers 49 Grinding 52 Compact Angle Grinders 54 Die Grinders 64 HF-Die Grinders 73 Large Angle Grinders 62 HF-Angle Grinders 70 Frequency Converter 74 Sheet metal work 78 Slitting Shears 80 Sheet Metal Shears 83 Nibblers 86 Sawing and Cutting 92 Reciprocating saws for pipe 94 Metal Cutting Saws 99 Magnetic base drilling 102 Endurance series 105 Universal series 110 Compact series 105 Auto series 110 Wet/Dry Dust Extractor 132 Wet/Dry Dust Extractor 134 Surface Finishing 140 Surface Finishing Tools 142 Polisher 154 Oscillating 158 FEIN MULTIMASTER / MULTITALENT 160 FEIN SUPERCUT CONSTRUCTION 163 FEIN SUPERCUT AUTOMOTIVE 182 Stationary Belt Grinding Machines 188 GHB hand-held belt grinder 190 GRIT GX Supplemental Modules, trade 198 GRIT GI supplemental module, industrial 205 GRIT GX basic belt grinder, trade 194 GRIT GI basic belt grinder, industrial 199 Numerical section Roto-Star 214 Machines in numerical order 216 1 Cordless Tools The FEIN cordless range – unique, reliable and extremely durable. -

Circular Saws 530 | Circular Saw Blades | Overview Bosch Accessories for Power Tools 09/10
Circular saws 530 | Circular Saw Blades | Overview Bosch Accessories for Power Tools 09/10 531 The right circular saw blade for 537 Optiline Wood 548 Construct Wood every job 533 More bite thanks to the sharp 542 Speedline Wood 551 Construct Metal teeth from Bosch 535 The right circular saw blade for 545 Multi Material 554 Accessories for Circular Saws any saw The new circular saw blade range: Five outstanding lines for all conventional applications. Bosch has expanded its range of circu- lar saw blades for mitre saws, cordless handheld circular saws and construction site bench circular saws. Bosch now offers circular saw blades specially designed to cut metal. The circular saw blade range now perfectly meets the needs of specialist dealers and professional tradesmen. These fi ve product lines cover every applica- tion, from interior jobs to construction. Tried and tested Bosch quality and outstanding performance guarantees satisfi ed customers. The outstanding value for money increases the demand for Bosch blades and therefore the sales volume. Our colour coding system and clearly labelled packaging means you can fi nd the right blade more quickly and easily than ever before. Bosch Accessories for Power Tools 09/10 Circular Saw Blades | Overview | 531 The right circular saw blade for every job. A precise blade for producing a quality cut in all standard woodworking applications. A fast blade for cuts along and across all types of wood. The perfect blade for making powerful cuts with clean cutting edges in all different kinds of materials. The ideal blade for making coarse cuts through construction site timber. -

Catalogue 45 Circular Saw Blades Made in Germany
3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:19 Uhr Seite U_1 Catalogue 45 Circular Saw Blades Made in Germany 3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:19 Uhr Seite U_2 3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:07 Uhr Seite 1 Carbide tipped saw blades ”Made in Germany” Content More than 45 years a name in the sawing industry! Seite Material allocation / technical information 2-4 Superline saw blades 5-9 LWS · UWS · KWS · VWS · KTS · VTS · KDTH pos. + neg. Standard saw blades 11-18 LFZ · LWZ · LF · QW · UW · GW · KWG · KW · VW ATS (Anti-Sound) saw blades 19-20 Special saw blades 21-44 LWD · UWD · VWD · FWD · NFD · WKN · LWP · VWN · UH · VTH · KDH pos. + neg. KTF · VTF · VWF · RSK · RS · UWP · PTF · ZFR · ZWR · LFR · LW · LFB · WPA · LW Saw blades for tenoner · Groover · Lamello Aluminium and steel saw blades 45-65 NE Pos. · NE neg. · STI · STS · STW · HS DM05 · HSE · segment saw blades tube saws · ATF Series 05 saw blades 66-72 For portable power saws, crosscut saws, mitre saws and saw benches Construction site saw blades 73-77 CV · BWK · BTS · BTK · BHS · BFA Mini-Groover / Portas bits 78-80 Reducing rings 82-83 Reworking and custom-made products 84 1 3869 RZ EDN Katalog 2009 D_Kapitel1:EDN Katalog 07.04.2009 15:07 Uhr Seite 2 Technical details Material allocation Which EDN saw blade for which material? Material Saw types particularly recommended Saw types for good cutting quality Natural wood soft-longitude LFZ2, LF, LW, LFR, ZFR LFZ1, LWS, LWZ, QW, UWS, UW, GW, WPA, ZWR soft-cross -

2017 Product Guide Anchoring and Fastening
Anchoring and Fastening Systems for Concrete and Masonry Carbide Drill Bits for Concrete and Masonry Drill Bit Tool Selection Guide SDS-PLUS The following are registered trademarks of the respective Fits all current and older SDS-PLUS holders: rotohammers from AEG, Black & Decker, ® Bosch, DeWalt, Hilti, Hitachi, Kango, AEG – AEG Power Tool Corp. Bosch® – Robert Bosch Power Tool Corp. Makita, Metabo, Milwaukee, Porter Cable, SDS-PLUS® and SDS-MAX® are Ramset, Red Head, Ryobi, Skil registered trademarks of Robert Bosch Power Tool Corp. SDS-MAX B&D® – Black and Decker US, Inc. Fits all current and older SDS-MAX Hilti® – Hilti of America, Inc. rotohammers from Black & Decker, Bosch, Hitachi® – Hitachi Power Tools USA, Ltd. DeWalt, Hilti, Hitachi, Kango, Makita, Kango® – Kango Wolf Power Tools, Inc. Metabo, Milwaukee Makita® – Makita USA, Inc. Metabo® – Metabo Corp. Spline Milwaukee® – Milwaukee Electric Fits all current and older Spline Tool Corp. rotohammers from AEG, Black & Decker, Porter Cable® – Porter Cable Corporation Bosch, DeWalt, Hitachi, Kango, Makita, Ramset® – Illinois Tool Works Metabo, Milwaukee, Ramset, Red Head, Red Head® – Illinois Tool Works ® Ryobi Ryobi – Ryobi America Corporation Drill Bits Drill Bits Carbide Carbide 142 S-A-PG16 © 2016 SIMPSON STRONG-TIE COMPANY INC. Anchoring and Fastening Systems for Concrete and Masonry SDS-PLUS Drill Bits SDS-PLUS Shank Bits SDS-PLUS Shank Bit Diameter Drilling Depth Overall Length Model No. (in.) (in.) (in.) SDS-PLUS bits use an 2 4 1⁄4 MDPL01504 asymmetrical-parabolic 5/32 4 6 1⁄4 MDPL01506 flute for efficient energy 2 4 1⁄4 MDPL01804 transmission and 4 6 1⁄4 MDPL01806 dust removal. -

Grinder Test Results
Industrial Contractors’ Supplies, Inc. - Dust Director Division - 15061 Route 30, N. Huntingdon, PA 15642 Phone: 412 . 824 . 6933 Fax: 412 . 824 . 4704 www.DustDirector.com Grinder Testing - Have you ever wondered . With the skill level of your craftsmen . “Why is productivity suffering?” An interesting study was recently concluded by a rather insightful and very proactive masonry restoration contractor. With the evolution of dustless grinding and having to use a dust guard, vacuum cleaner and hose, the contractor began to wonder if his grinders where possibly holding back the productivity of his men . With all things being equal – same concrete jersey barrier, dust guard, vacuum cleaner, continuous rim diamond blade and craftsman – the following angle grinders were compared. While the test wasn’t scientific (he used a stop watch), it was good enough for him and he shared his information with us. At ICS, we only sell Makita angle grinders. While some may think that we only sale their grinders for monetary or business reasons, the following test results confirm why we recommend the Makita 9564CV and 9005B models. Improvement % Grinder Amps Inches Cut in 2 Minutes Contractor Comment over Bosch 1775E Makita 9564CV 13.0 83 Never tried before 84.44% Makita 9005B 10.0 73 Never tried before 62.22% Bosch AG60-125 12.5 65 New 6" grinder 44.44% Bosch AG50-11VS 11.0 65 Never tried before 44.44% DeWalt DWE46101 11.0 61 Never tried before 35.56% Bosch 1803 EVS 9.0 55 Normal 5" grinder 22.22% Bosch 1806E 12.0 55 Older 6" grinder 22.22% Hilti DEG 600P 11.5 49.5 Never tried before 10.00% Hilti DCG 500S 11.5 48 Never tried before 6.67% Our normal dustless Bosch 1775E 8.5 45 baseline grinder Too big for hand.