Fields of Application of Nickel Plated Copper Conductor
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
How to Choose the Right Cable Category
How to Choose the Right Cable Category Why do I need a different category of cable? Not too long ago, when local area networks were being designed, each work area outlet typically consisted of one Category 3 circuit for voice and one Category 5e circuit for data. Category 3 cables consisted of four loosely twisted pairs of copper conductor under an overall jacket and were tested to 16 megahertz. Category 5e cables, on the other hand, had its four pairs more tightly twisted than the Category 3 and were tested up to 100 megahertz. The design allowed for voice on one circuit and data on the other. As network equipment data rates increased and more network devices were finding their way onto the network, this design quickly became obsolete. Companies wisely began installing all Category 5e circuits with often three or more circuits per work area outlet. Often, all circuits, including voice, were fed off of patch panels. This design allowed information technology managers to use any circuit as either a voice or a data circuit. Overbuilding the system upfront, though it added costs to the original project, ultimately saved money since future cable additions or cable upgrades would cost significantly more after construction than during the original construction phase. By installing all Category 5e cables, they knew their infrastructure would accommodate all their network needs for a number of years and that they would be ready for the next generation of network technology coming down the road. Though a Category 5e cable infrastructure will safely accommodate the widely used 10 and 100 megabit-per-second (Mbits/sec) Ethernet protocols, 10Base-T and 100Base-T respectively, it may not satisfy the needs of the higher performing Ethernet protocol, gigabit Ethernet (1000 Mbits/sec), also referred to as 1000Base-T. -

CAC, COPPER ALLOY CONDUCTOR in CORROSIVE ENVIRONMENTS Xavier Closa, Overhead Line Electrical Engineer Carme Saez, Strategic Marketing Director
CAC, Copper Alloy Conductor CAC, COPPER ALLOY CONDUCTOR IN CORROSIVE ENVIRONMENTS Xavier Closa, Overhead Line Electrical Engineer Carme Saez, Strategic Marketing Director ABSTRACT: Copper Alloy Conductors (CAC) transport due to its high electrical and mechanical offer a solution for overhead lines located in corrosive properties. environments, as it has been proved through the experience acquired in a 25 kV line refurbishment in Spain. Historically, the UK has always used copper for small conductors within 10km of the coast due to the heavy salt corrosion of aluminium. Samples of copper and aluminium conductors were collected and further analysed; quantifying the degradation suffered during their service, which in the aluminum case show a significant loss of electrical and mechanical properties. Thanks to the copper microalloy, it can operate at high An economic analysis has also been included, providing temperatures without creeping, thus increasing its an estimation of the necessary investment. capacity. La Farga has designed 5 different copper alloys in order to satisfy different cases, specially the KEY WORDS: Copper, CAC, corrosive most demanding ones: environments, La Farga, overhead lines, a CAC-50-Pica d’Estats-UHC. UHC (Ultra High Conductivity) HC (High Conductivity) STD (Standard) 1. INTRODUCTION HS (High Strength) UHS (Ultra High Strength) La Farga is a copper manufacturer with more than 200 years of history, its large experience covers a wide As well as these characteristics, copper also has the range of copper products used in different sectors: inherent advantage that it does not suffer from railways, tubes, electrical wiring, automotive, etc. vibration fatigue as badly as aluminium. It has a significantly higher EDS (Every Day Stress) limit than The extensive knowledge of copper alloys and the aluminium. -

Technical Information Handbook Wire and Cable
Technical Information Handbook Wire and Cable Fifth Edition Copyright © 2018 Trademarks and Reference Information The following registered trademarks appear in this handbook: Information in this handbook has been drawn from many Alumel® is a registered trademark of Concept Alloys, LLC publications of the leading wire and cable companies in the industry and authoritative sources in their latest available Chromel® is a registered trademark of Concept Alloys, LLC editions. Some of these include: Copperweld® is a registered trademark of Copperweld Steel Company CSA® is a registered trademark of the Canadian Standards Association • American Society for Testing and Materials (ASTM) CCW® is a registered trademark of General Cable Corporation • Canadian Standards Association (CSA) ® DataTwist is a registered trademark of Belden • Institute of Electrical and Electronics Engineers (IEEE) Duofoil® is a registered trademark of Belden Flamarrest® is a registered trademark of Belden • Insulated Cable Engineers Association (ICEA) Halar® is a registered trademark of Solvay Solexis • International Electrotechnical Commission (IEC) Hypalon® is a registered trademark of E. I. DuPont de Nemours & Company • National Electrical Manufacturers Association (NEMA) Hypot® is a registered trademark of Associated Research, Inc. • National Fire Protection Association (NFPA) IBM® is a registered trademark of International Business Machines Corporation Kapton® is a registered trademark of E. I. DuPont de Nemours & Company • Naval Ship Engineering Center (NAVSEC) Kevlar® is a registered trademark of E. I. DuPont de Nemours & Company • Telecommunications Industry Association (TIA) ® K FIBER is a registered trademark of General Cable Corporation • Underwriters Laboratories (UL). Kynar® is a registered trademark of Arkema, Inc. Loc-Trac® is a registered trademark of Alpha Wire Note: National Electrical Code (NEC) is a registered trademark of the National Fire Protection Association, Quincy, MA. -

A Study of the Characteristics and Limitations of Various Platings
A STUDY OF THE CHARACTERISTICS AND LIMITATIONS OF VARIOUS PLATINGS ON CYLINDRICAL ELECTRICAL CONDUCTORS by ROBERT C. SCULLY Presented to the Faculty of the Graduate School of The University of Texas at Arlington in Partial Fulfillment of the Requirements for the Degree of DOCTOR OF PHILOSOPHY THE UNIVERSITY OF TEXAS AT ARLINGTON December 2013 Copyright © by Robert C. Scully 2013 All Rights Reserved ii Acknowledgements This work might never have been completed without the patience and understanding of Dr. Jonathan Bredow, my advisor for it seems too many years to number. His constancy and quiet demeanor gave me the strength and resolve to see this through in spite of life’s adversities and setbacks. I also would like to acknowledge the support of my co-workers and my professional colleagues, without who I would have given up long ago. Last, and certainly not least, I want to mention the love and support from my wife and lifelong companion, Elizabeth, a guiding star through thick and thin, and most importantly in the darkest days of my despair, as I struggled through this process. November 20, 2013 iii Abstract A STUDY OF THE CHARACTERISTICS AND LIMITATIONS OF VARIOUS PLATINGS ON CYLINDRICAL ELECTRICAL CONDUCTORS Robert C. Scully, PhD The University of Texas at Arlington, 2013 Supervising Professor: Jonathan Bredow This work explores the impedance characteristics of copper wires plated with tin, silver, or nickel, the most common type of wiring used in the computer, communications, and aerospace industries. The background of plated wires and a brief review of related research is provided. This is followed by a detailed development of the theory of plated wires, accompanied by a MAPLE code in the appendix that can be used for the numerical analysis of plated wires having two or more plating layers. -

RG-6 Cable Coax Cable
C51 pg 017 8/4/06 9:10 AM Page 17 Coax Cable Wire and Cable Coaxial Cable Belden New Generation coaxial cable. UL type CM approval. Foam dielectric Plenum Rated and black PVC jacket. 549945 is Siamese Section construction, 1 RG-59/U with 2/18 AWG. 1 Coax Cable 573945 is miniature RG-59/U. Applications: 1 Belden New Generation plenum coaxial cable. UL CCTV and CATV (CATV 5339B5 and 5339Q5 type CMP approval. Foam dielectric and natural only). Key: BC=Bare Copper, CCS= Copper Flamarrest jacket. 649948 is Siamese construction, covered steel, FB= Foil plus braid. 1 RG-59/U with 2/18AWG. Applications: CCTV Ctr./ Wire and Cable and CATV (CATV 633938 and 6339Q8 only). Key: Order # Length RG/U Shield (ea.) (2-4) (5-up) BC=Bare Copper, CCS= Copper covered steel, Antenna Wire . .21 Hook-Up Wire . .24 FB= Foil plus braid. Mfr. #543945 Audio Control Wire 21, 22 Kynar Wire . .24 24-4980 1000' 59 BC/BC $273.00 $252.04$234.66 Audio/Video Cables 25~35 Magnetic Wire . .23 Ctr./ 24-4985 500' 59 BC/BC 152.00 138.88 128.40 Audio Snake Cables . .34 Microphone Cable . .21 Order # Length RG/U Shield (ea.) (2-4) (5-up) Mfr. # 533985 Automotive Wire . .24 Multi-Conductor Mfr. # 643948 24-4990 1000' 6 BC/FB 196.00 180.93 168.45 Cable Management 36~41 Wire . .22, 23 24-4930 1000' 59 BC/BC $859.00 $794.63 $739.83 24-4995 500' 6 BC/FB 109.00 99.70 92.17 Car Audio Wire . -

A Comparison of Aluminum Vs. Copper As Used in Electrical Equipment
A COMPARISON OF ALUMINUM VS. COPPER AS USED IN ELECTRICAL EQUIPMENT Larry Pryor, P.E. – Sr. Specification Engineer, GE Consumer & Industrial Rick Schlobohm, P.E. – Sr. Specification Engineer, GE Consumer & Industrial Bill Brownell, P.E – Specification Engineer, GE Consumer & Industrial ABSTRACT strength limits its use to special applications The debate over the pros and cons of aluminum vs. such as joint plating and sliding contact surfaces. copper conductors has been discussed for many years. Many of the concerns are based on old For the purposes of this paper, the areas of information and also misinformation. These discussion are: concerns center on the very different properties of the two materials and their suitability for - Current Carrying Capacity, Conductivity application within the Electrical Equipment - Physical Properties Industry. Reliable performance from the a. Expansion conductors, the joints and terminations of the b. Weight conductors is essential to the operation of the c. Tensile Strength electrical system. With the recent increases in the - Connections and Terminations cost of copper, customers are seeing these - Plating and Environmental Concerns increases passed on to them by the equipment - Product Offerings manufacturer. The variance in cost between - Cost Comparison equipment with copper versus aluminum - Impact on Various Pieces of Equipment conductors is now affecting the customer’s buying decision. CURRENT CARRYING CAPACITY This paper provides a comparison of the The electrical and mechanical properties of a mechanical and electrical properties of copper (Cu) material are dependent on its alloy. For the and aluminum (Al) and their relevance as applied to comparison between copper and aluminum in electrical distribution products. -

THWN Or THHN PVC Insulation, Nylon Jacket, 600 Volts
THWN or THHN PVC Insulation, Nylon Jacket, 600 Volts APPLICATION: General purpose wiring in accordance with the National Electrical Code, maximum conductor temperature of 90°C in dry locations and 75°C in wet locations, 600 volts, for installation in conduit or other recognized raceway. Also used for wiring of machine tools (stranded), ap- pliances, and control circuits not exceeding 600 volts. STANDARDS: 1. Listed by UL as Type THHN or THWN per Standard 83, and as Type MTW per Standard 1063 (stranded items). 2. Listed by UL as Gasoline and Oil Resistant 11. 3. Listed by UL as Sunlight Resistant (1/0 AWG and larger, black only). 4. 1/0 AWG and larger pass UL and IEEE-383 ribbon burner flame test and are listed For CT Use. 5. Listed by UL as 105°C Appliance Wiring Material, 60°C where exposed to oil (stranded items only). 6. C(UL) listed as Type T90 Nylon or TWN75, FT1. 7. Conforms to Federal Specification J-C-30B. CONSTRUCTION: Annealed uncoated copper conductor, PVC insulation, nylon jacket, surface printed. Thickness Approx. Wt. NEC Ampacity* Size in Mils Nom- lbs/1000 ft AWG PVC final USAWC or No. of Insula- Nylon Diam. 75°C 90°C Part # kcmil Strands tion Jacket Inches THWN THHN Net Copper Solid (THWN or THHN) 14-01SOLTHHN 14 Solid 15 4 .105 20 25 16 12 12-01SOLTHHN 12 Solid 15 4 .122 25 30 24 20 10-01SOLTHHN 10 Solid 20 4 .153 35 40 38 31 Stranded (MTW or THWN or THHN) 14-01THHN 14 19 15 4 .112 20 25 16 12 12-01THHN 12 19 15 4 .130 25 30 24 18 10-01THHN 10 19 20 4 .164 35 40 38 32 8-01THHN 8 19 30 5 .220 50 55 64 51 6-01THHN 6 19 -
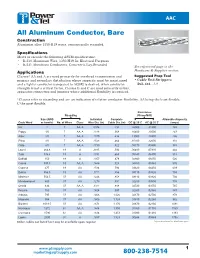
All Aluminum Conductor, Bare 800-238-7514
AAC All Aluminum Conductor, Bare Construction Aluminum alloy 1350-H19 wires, concentrically stranded. Specifications Meets or exceeds the following ASTM specifications: • B-230 Aluminum Wire, 1350-H19 for Electrical Purposes • B-231 Aluminum Conductors, Concentric-Lay-Stranded See referenced page in the Applications Hardware & Supplies section: Classes* AA and A are used primarily for overhead transmission and Suggested Prep Tool primary and secondary distribution where ampacity must be maintained • Cable End Strippers and a lighter conductor (compared to ACSR) is desired, when conductor 2x2, 4x4 - I-9 strength is not a critical factor. Classes B and C are used primarily as bus, apparatus connectors and jumpers where additional flexibility is required. *Classes refer to stranding and are an indication of relative conductor flexibility, AA being the least flexible, C the most flexible. Resistance Stranding (Ohms/M-ft) Size (AWG Individual Complete Allowable Ampacity Code Word or kcmils) No. of Wires Class Wire Dia. (in) Cable Dia. (in) DC @ 20˚C AC @ 20˚C (amps) Iris 2 7 AA, A .0974 .292 .26000 .31800 185 Poppy 1/0 7 AA, A .1228 .368 .16400 .20000 247 Aster 2/0 7 AA, A .1379 .414 .13000 .15900 286 Phlox 3/0 7 AA, A .1548 .464 .10300 .12600 331 Oxlip 4/0 7 AA, A .1739 .522 .08170 .09990 383 Laurel 266.8 19 A .1185 .592 .06480 .07930 444 Tulip 336.4 19 A .1331 .665 .05140 .06300 513 Daffodil 350 19 A .1357 .679 .04940 .06050 526 Canna 397.5 19 AA, A .1446 .723 .04350 .05340 570 Cosmos 477 19 AA .1584 .792 .03620 .04450 639 Dahlia 556.5 19 AA .1711 -

C102/C110 Copper Conductor Wire
C102/C110 Copper Conductor Wire Copper is the “standard” metal used for electrical conductors. Copper has extremely high electrical conductivity, surpassed only by pure silver and it has excellent tensile, solderability and corrosion characteristics. C102 is an oxygen free (OF) copper that has better drawing and resistance to hydrogen embrittlement than C110 (ETP). OF copper contains less dissolved oxygen than ETP, which gives OF its performance advantage. In most applications, ETP is an acceptable conductor material and is more economical than OF copper. Both OF and ETP copper conductors are available bare or plated with silver, nickel or tin. Physical Properties SOFT Tensile 32 ksi Elongation 10 - 20% Electrical Conductivity 100% IACS* @ 68°F Electrical Resistivity 10.37 cir mil ohm/ft @ 68°F Melting Point 1981°F Density 0.323 lbs/in³ Thermal Coefficient of Resistance 0.00218 Per °F 19-Strand Unilay Constructions NICKEL PLATED COPPER - SOFT (50 MICRO-INCH NICKEL THICKNESS) DIAMETER (inch) RESIST WEIGHT AWG CONST (Ω/mft) (lb/mft) MIN MAX MAX MAX 18 19/30 0.0462 0.0480 5.97 5.94 20 19/32 0.0368 0.0387 9.52 3.86 22 19/34 0.0289 0.307 15.4 2.43 24 19/36 0.0228 0.0247 24.7 1.57 26 19/38 0.0182 0.0200 40.0 1.037 28 19/40 0.0140 0.0159 67.5 0.648 SILVER PLATED COPPER - SOFT (40 MICRO-INCH SILVER THICKNESS) DIAMETER (inch) RESIST WEIGHT AWG CONST (Ω/mft) (lb/mft) MIN MAX MAX MAX 18 19/30 0.0462 0.0471 5.79 5.73 20 19/32 0.0368 0.0377 9.19 3.69 22 19/34 0.0289 0.0298 15.0 2.32 24 19/36 0.0228 0.0238 23.9 1.46 26 19/38 0.0182 0.0191 37.7 0.948 28 19/40 0.0140 0.0149 63.7 0.578 30 19/42 0.0112 0.0121 99.0 0.381 32 19/44(1) 0.0094 0.0104 154.2 0.257 (1) True Concentric Custom constructions are available, please contact the sales department The information provided on this page is for reference purposes only. -

Aluminum Building Wire Installation and Terminations
ALUMINUM BUILDING WIRE INSTALLATION AND TERMINATIONS Aluminum Building Wire Installation and Terminations by Christel Hunter 78 IAEI NEWS January.February 2006 www.iaei.orwww.iaei.orgg ALUMINUM BUILDING WIRE INSTALLATION AND TERMINATIONS Welcome to the 21st Century! n my experiences as a field engineer with Alcan Cable, I’m often asked about the right way to install aluminum building wire. Quite often I’m told that aluminum wiring is fine, as long as the installer is careful. The implication is that install- Iing aluminum building wire is in some way trickier than installing copper building wire. Although this might have been true with pre- 1972 aluminum wire, conductor and connector changes have made installing aluminum building wire as simple as installing copper. History of Aluminum Wire Electricity is transmitted from the utility generating station to in- dividual meters using almost exclusively aluminum wiring. In the U.S., utilities have used aluminum wire for over 100 years. It takes only one pound of aluminum to equal the current-carrying capac- ity of two pounds of copper. The lightweight conductors enable the utility to run transmission lines with half the number of supporting structures. The utility system is designed for aluminum conductors, and utility installers are familiar with installation techniques for the types of aluminum conductors used in utility applications. Feeder and branch-circuit wiring systems were designed primar- ily for copper conductors. Aluminum wiring was evaluated and listed by Underwriter’s Laboratories for interior wiring applications in 1946; however, it was not used heavily until 1965. At that time, www.iaei.org January.February 2006 IAEI NEWS 79 ALUMINUM BUILDING WIRE INSTALLATION AND TERMINATIONS copper shortages and high prices made the installation The most likely and often identified culprits were: work- of aluminum branch-circuit conductors a very attractive manship, thermal expansion differences and creep. -

Nasa Tech Brief
https://ntrs.nasa.gov/search.jsp?R=19670000122 2020-03-11T20:45:32+00:00Z View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by NASA Technical Reports Server May 1967 Brief 67-10122 NASA TECH BRIEF NASA Tech Briefs are issued to summarize specific innovations derived from the U.S. space program, to encourage their commercial application. Copies are available to the public at 15 cents each from the Clearinghouse for Federal Scientific and Technical Information, Springfield, Virginia 22151. Evaluation of High Temperature Stranded Hookup Wire In the selection of wire and insulation materials for for most high temperature uses and will withstand electronic space assemblies, proper consideration must temperatures well above the normal 100°C applica- be given to design criteria and end use requirements. tions. Knowledge of the advantages and limitations of these The use of Teflon extruded insulation is limited by materials will prevent overspecifications and should the inability of tin coated applications to withstand the result in direct cost savings. Teflon extrusion temperatures which range up to To aid in the selection of these materials, tests 540°C. In space system applications using Teflon were performed to determine primary wire charac- insulated wires, the copper conductors are plated with teristics in the areas of tensile strength, flexibility, nickel or silver. The silver plating results in cuprous conductivity, and general workability. Supplemen- oxide or "red plague", a condition generally recog- tary sampling tests were included to supply additional nized throughout the space industry. The silver over information usually required by procurement specifi- nickel over copper conductor was intended to over- cations. -

Description of Electrical Conductors
PDHonline Course E248 (3 PDH) Description of Electrical Conductors Instructor: A. Bhatia, B.E. 2012 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider CHAPTER 1 ELECTRICAL CONDUCTORS LEARNING OBJECTIVES Learning objectives are stated at the beginning of each chapter. These learning objectives serve as a preview of the information you are expected to learn in the chapter. The comprehensive check questions are based on the objectives. By successfully completing the OCC-ECC, you indicate that you have met the objectives and have learned the information. The learning objectives are listed below. Upon completing this chapter, you should be able to: 1. Recall the definitions of unit size, mil-foot, square mil, and circular mil and the mathematical equations and calculations for each. 2. Define specific resistance and recall the three factors used to calculate it in ohms. 3. Describe the proper use of the American Wire Gauge when making wire measurements. 4. Recall the factors required in selecting proper size wire. 5. State the advantages and disadvantages of copper or aluminum as conductors. 6. Define insulation resistance and dielectric strength including how the dielectric strength of an insulator is determined. 7. Identify the safety precautions to be taken when working with insulating materials. 8. Recall the most common insulators used for extremely high voltages. 9. State the type of conductor protection normally used for shipboard wiring. 10. Recall the design and use of coaxial cable. ELECTRICAL CONDUCTORS In the previous modules of this training series, you have learned about various circuit components.