The Gougeon Brothers on Boat Construction
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Moulding & Trim
METRIE® IS NORTH AMERICA’S LEADING Metrie products distributed by: MANUFACTURER AND DISTRIBUTOR OF INTERIOR INTERIOR FINISHINGS. Our industry position has allowed us the resources, strength and leadership to create solutions that make it easier for MOULDING & TRIM consumers and design professionals to select, purchase and design with interior mouldings and doors. 19950 - 101 AVENUE LANGLEY, BC V1M 3G6 MET-480-LAN_0618 Printed in Canada T: 604.882.5500 F: 604.888.5242 ® © 2018 Metrie 2018 © METRIE.COM WHO WE ARE UNMATCHED QUALITY Since our beginnings as a small family-owned business in 1926, our Our mills allow us the flexibility to provide dedication to creating high-quality, finely crafted architectural elements the right solutions to the markets we serve, understanding regional differences and has helped us grow to become the largest supplier and manufacturer of adhering to strict specification standards. solid wood and composite moulding in North America. In addition, we have the ability to design, test and produce exclusive profiles to satisfy a custom order or to stay on top of the latest home trends. We have full in-house CAD METRIE.COM capabilities and use computer-generated templates to manufacture profiles to extremely tight tolerances. Metrie has built a reputation for setting some of the highest industry standards. DESIGN – PARTNERSHIP – CRAFTSMANSHIP Our success is driven by a commitment to deliver excellence rooted in design, partnership and craftsmanship. Our attention MANUFACTURING EXCELLENCE We believe beauty is in the details, and to the details know that even the smallest of details helps people Metrie operates five domestic manufacturing facilities between adds up to create big differences. -

The Sur-Metre
The Sur-Metre "D1mn" has geared wmches operated From under the deck, the wmches alongs1de the mam cockpit having large drums for Geno4 sheet Md spinnaker ge4r Note the Geno4 sheet lead blocks on the r4il, the boom downhaulcJnd the rod riggmg Just o~fter a sto~rt of tbe Sixes. No. 72 is Stanley Barrows' Strider, No. 38 is George So~t~cbn's /ll o~ybe, 50 is Ripples, · sailed by Sally Swigart. 46 Vemotl Edler's Capriu, o~ml 77 is St. Fro~tlciS , sailed by VincetJt Jervis. Lmai was out aheatl o~Jld to windward.- Photo by Kent Hitchcock. MEN and BOATS Midwinter Regatta at Los Angeles Again Deanonstrates That it is not Enough to Have a Fast Boat; for Boat, Skippe r and Crew Must All he Good to Form n Winning Combination AS IT the periect weather. or the outside competition, the time-tested maxim that going up the beach is best. Evidently W or the lack of acrimonious protest hearings, or the he did it on the off chance of gaining by splitting with Prel11de, smooth-running race committees, or the fact that it was the first which was leading him by some six minutes. Angelita mean regatta of the year, or all four rea~ ons that made this Midwinter while was ardently fo ll owing the maxim and to such good seem to top all others? advantage that when the two went about and converged llngl!l Anyway, there had been a great deal of advance speculation. it,/J starboard tack put her ahead as Yucca passed an elephant's How would the men from San francisco Bay do with their new e)•ebrow astern. -

Tuscan Solid Wood Worksurfaces
solid wood worksurfaces Tuscan solid wood worksurfaces Touch a solid wood worksurface and you can feel the beauty with your fingertips. Solid wood worksurfaces are an investment in timeless quality and natural beauty. Tuscan worksurfaces are crafted from the finest quality hardwoods, so you can always be confident about their performance and durability. And the extensive choice of colours and species, available in different sizes and thicknesses, gives you unrivalled design freedom. Your choice of timber will be instinctive. But the look and feel of your worksurface will always be special. Bamboo 3 Species & Trees Bamboo - Phyllostachys Pubescens European Oak - Quercus Robur, Quercus Petrea Technically not a wood but a species of grass, it is widely European Oak is light to yellowish-brown in colour with used in a vast number of applications due to its structural distinctive silver grain figure due to the broad medullary and durable qualities. It is very dense and strong with rays that can appear. Renowned for it’s strength, durability excellent resistance to moisture. Due to its exceptional and aesthetic character, it is a preferred choice in a wide growth rate, bamboo is now widely regarded as one range of applications. of the most sustainable and environmentally friendly options available. Iroko - Chlorophora Excelsa The excellent strength and natural oil durability properties Brown Ash - Fraxinus Excelsior of Iroko make it an excellent choice for worktops, as well European Ash is of medium weight, with freshly cut as being one of the most interesting and striking timbers wood being a creamy white to pale brown, turning to to use. -

1979 October
---:·-- -- - A U S T I N Y A C ~ T C l U B 5906 Beacon Drive Austin, Texas 78734 Business Offlco 266-1336 Clubhouse 266-1897 Comnodore--------------------------------------Edward A, "Ed" Halter 1-dlate Past Conmodore----------------------- Sanford "Sandy" Baumen Vlce-Commodore----------------:..;--------------Frank A. "Arak" Bozyan Secretary-------------------------------------------Russell E. Painton Treasurer------------------------------------------------Terry H. Hight Race C°"'"8nder-------------------------------------R. W. "Ron" Harden Oulldlngs and Grounds C0111N1nder-------------------------Eddle Calogero flaet Colrmander-----------------------------------~---Frank O. Creamer ••••• Tell Tale Edltor--------------------------------------------Pat Halter Assistant Edltor----------------------------------------Atetta Clarkson Art Edltor------------------------------------------------Ellzabeth Fox Production Manager----------------------------------------Carolyn Koch Production Staff----------------------------------------------Kay Alvls ----------------------------------------Marcie Barrett ----------------------------------------------Mary Fine Fine -----------------------------------------------Sem------------------------------~-----------Liz Garrison --------------------------·------------Barbara Mont~ue -------------------------------------------Joyce Moore -----------------------------------------~rot Shough Reporters: Enslgn-------------------------------------------------Cynthla Creamer Flreball-----------------------------------------------------Terl -

CITES Appendix II
PC20 Inf. 7 Annex 9 INTRODUCTION TO CITES AND AGARWOOD OVERVIEW Asian Regional Workshop on Agarwood; 22-24 November 2011 By Milena Sosa Schmidt, CITES Secretariat: [email protected] A bit of history Several genera from the family Thymeleaceae are agarwood producing taxa. These are: Aquilaria, Enkleia, Aetoxylon, Gonystylus, Wikstroemia, Gyrinops. They produce different qualities of agarwood from which Aquilaria seems to be the best (see Indonesia report of 2003). From these six genera we have currently three listed on CITES Appendix II. The history of these listings is as follows: THYMELAEACEAE (AQUILARIACEAE) (E) Agarwood, ramin; (S) Madera de Agar, ramin; (F) Bois d'Agar, ramin Aquilaria spp. II 12/01/05 #1CoP13 II/r AE 12/01/05 Excludes Aquilaria malaccensis. Excluye Aquilaria malaccensis. Exclus Aquilaria malaccensis. II/r KW 12/01/05 Excludes Aquilaria malaccensis. Excluye Aquilaria malaccensis. Exclus Aquilaria malaccensis. II/r QA 12/01/05 Excludes Aquilaria malaccensis. Excluye Aquilaria malaccensis. Exclus Aquilaria malaccensis. II/r SY 12/01/05 Excludes Aquilaria malaccensis. Excluye Aquilaria malaccensis. Exclus Aquilaria malaccensis. II 13/09/07 #1CoP14 II 23/06/10 #4CoP15 Aquilaria malaccensis II 16/02/95 #1CoP9 II 12/01/05 Included in Aquilaria spp. Incluida en Aquilaria spp. Inclus dans Aquilaria spp. Gonystylus spp. III ID 06/08/01 #1CoP11 III/r MY 17/08/01 II 12/01/05 #1CoP13 II/r MY 12/01/05 II/w MY 07/06/05 II 13/09/07 #1CoP14 II 23/06/10 #4CoP15 Gyrinops spp. II 12/01/05 #1CoP13 II/r AE 12/01/05 II/r KW 12/01/05 II/r QA 12/01/05 II/r SY 12/01/05 II 13/09/07 #1CoP14 II 23/06/10 #4CoP15 The current annotation for these taxa is #4 and reads: All parts and derivatives, except: 1 PC20 Inf. -

Seasoning and Handling of Ramin1
U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON,WIS. In Cooperation with the University of Wisconsin U. S. FOREST SERVICE RESEARCH NOTE FPL- 0172 SEPTEMBER 1967 SEASONING AND HANDLING OF RAMIN1 By JOHN M. McMILLEN, Technologist Forest Products Laboratory, Forest Service U.S. Department of Agriculture Abstract One of the imported woods that is finding increasing use for specific purposes is ramin (Gonystylus spp.). It originates in the Southwest Pacific and has seasoning properties somewhat like oak. Many importers, custom dryers, and users are not aware of the special seasoning and handling requirements of this wood. As a result, some firms have experienced heavy losses. This note brings together suggestions that should greatly reduce or eliminate these losses. Ramin--Production and Properties Ramin (pronounced ray-min) is the common name used in the United States for wood from Gonystylus spp., principally G. bancanus growing in Sarawak, Malaysia. Another common name used in Malaya is melawis. The trees grow 1 Partly based on information from experienced importers, custom dryers, and users of ramin. in fresh water swamp forests and have straight, clean boles averaging 60 feet long and 2 feet in diameter near the base. Principal sources are the river valleys of Sarawak and the west coast of Malaya. In the Philippines, G. macrophyllus is common in the primary forests. An undetermined species is fairly comon in the Solomon Islands, Ramin is an attractive, high-class utility hardwood having about the same weight as sycamore or paper birch. Both the sapwood and the heartwood are white to pale straw in color. -

Development of Nuclear SNP Markers for Mahogany (Swietenia Spp.)
Conservation Genetics Resources (2020) 12:585–587 https://doi.org/10.1007/s12686-020-01162-8 TECHNICAL NOTE Development of nuclear SNP markers for Mahogany (Swietenia spp.) Birte Pakull1 · Lasse Schindler1 · Malte Mader1 · Birgit Kersten1 · Celine Blanc‑Jolivet1 · Maike Paulini1 · Maristerra R. Lemes2 · Sheila E. Ward3 · Carlos M. Navarro4 · Stephen Cavers5,8 · Alexandre M. Sebbenn6 · Omar di Dio6 · Erwan Guichoux7 · Bernd Degen1 Received: 6 April 2020 / Accepted: 23 July 2020 / Published online: 12 August 2020 © The Author(s) 2020 Abstract Swietenia species are the most valuable American tropical timbers and have been heavily overexploited for decades. The three species are listed as either vulnerable or endangered by IUCN and are included on Appendix II of CITES, yet illegal exploitation continues. Here, we used restriction associated DNA sequencing to develop a new set of 120 SNP markers for Swietenia sp., suitable for MassARRAY®iPLEX™ genotyping. These markers can be used for population genetic studies and timber tracking purposes. Keywords SNPs · Mahogany · Swietenia spp. · MassARRAY®iPLEX™ The genus Swietenia includes the species: Swietenia mahag- commercially because of past overexploitation, S. macro- oni (L.) Jacq. (Small-leaved mahogany, native to Florida phylla is now the most valuable and economically important and the Caribbean islands), Swietenia macrophylla King. American tropical timber (Louppe et al. 2008). Swietenia (Big-leaved mahogany, native to Central and South Amer- wood is used for high-class furniture, boat building, musical ica) and Swietenia humilis Zucc. (Pacifc Coast mahogany, instruments etc. All three mahogany species are listed on native to the relatively dry Central American Pacifc coast) CITES (Convention on International Trade in Endangered (Schütt et al. -

Boat Compendium for Aquatic Nuisance Species (ANS) Inspectors
COLORADO PARKS & WILDLIFE Boat Compendium for Aquatic Nuisance Species (ANS) Inspectors COLORADO PARKS & WILDLIFE • 6060 Broadway • Denver, CO 80216 (303) 291-7295 • (303) 297-1192 • www.parks.state.co.us • www.wildlife.state.co.us The purpose of this compendium is to provide guidance to certified boat inspectors and decontaminators on various watercraft often used for recreational boating in Colorado. This book is not inclusive of all boats that inspectors may encounter, but provides detailed information for the majority of watercraft brands and different boat types. Included are the make and models along with the general anatomy of the watercraft, to ensure a successful inspection and/or decontamination to prevent the spread of harmful aquatic nuisance species (ANS). Note: We do not endorse any products or brands pictured or mentioned in this manual. Cover Photo Contest Winner: Cindi Frank, Colorado Parks and Wildlife Crew Leader Granby Reservoir, Shadow Mountain Reservoir and Grand Lake Cover Photo Contest 2nd Place Winner (Photo on Back Cover): Douglas McMillin, BDM Photography Aspen Yacht Club at Ruedi Reservoir Table of Contents Boat Terminology . 2 Marine Propulsion Systems . 6 Alumacraft . 10 Bayliner . 12 Chris-Craft . 15 Fisher . 16 Four Winns . 17 Glastron . 18 Grenada Ballast Tank Sailboats . 19 Hobie Cat . 20 Jetcraft . 21 Kenner . 22 Lund . 23 MacGregor Sailboats . 26 Malibu . 27 MasterCraft . 28 Maxum . 30 Pontoon . 32 Personal Watercraft (PWC) . 34 Ranger . 35 Tracker . 36 Trophy Sportfishing . 37 Wakeboard Ballast Tanks and Bags . 39 Acknowledgements . Inside back cover Boat Compendium for Aquatic Nuisance Species (ANS) Inspectors 1 Boat Terminology aft—In naval terminology, means towards the stern (rear) bow—A nautical term that refers to the forward part of of the boat. -
Owner's Instructions Macgregor 26 M
JULY 17, 2007 OWNER’S INSTRUCTIONS MACGREGOR 26 M PAGE PAGE 1 SPECIAL SAFETY WARNINGS 14 MAINSAIL 4 GENERAL INFORMATION 15 JIB (FORWARD SAIL) 4 RECOMMENDED EQUIPMENT 16 GENOA (OPTION) 4 RIGGING THE MAST 16 REDUCING THE AREA OF THE MAINSAIL 6 PREPARING FOR TRAILERING 16 DAGGERBOARD 7 PREPARING THE TRAILER 16 RUDDERS 8 TOWING THE BOAT AND TRAILER 17 HATCHES 8 ATTACHING THE MAST SUPPORT WIRES 17 BOOM VANG 8 RAISING THE MAST 18 SELF-RIGHTING CAPABILITY 9 OPTIONAL MAST RAISING SYSTEM 18 FOAM FLOTATION 11 ADJUSTING THE MAST SUPPORT WIRES 18 POWERING 12 RAMP LAUNCHING 19 BOAT MAINTENANCE 12 THE WATER BALLAST SYSTEM 20 WIRING DIAGRAM 13 RETURNING THE BOAT TO ITS TRAILER 20 TRAILER MAINTENANCE 13 EMPTYING THE BALLAST TANK 20 LIMITED WARRANTY 13 CONNECT THE BOOM TO THE MAST 22 HOW TO SAIL 13 MAINSHEET 27 SAFETY DECALS SPECIAL SAFETY WARNINGS: THEN MAKE SURE THAT THE FORWARD VENT Boats, like any other form of transportation, have inherent PLUG AND THE TRANSOM VALVE ARE CLOSED risks. Attentions to these warnings and instructions should AND SECURE. help keep these risks to a minimum. THE FOLLOWING COMMENTS EXPLAIN WHY THE WATER BALLAST TANK SHOULD BE FULL THE ABOVE RULES ARE NECESSARY. WHEN EITHER POWERING OR SAILING. STABILITY. IF THE BALLAST TANK IS NOT COMPLETELY FULL, Unless the water ballast tank is completely full, with 1000 pounds THE BOAT IS NOT SELF RIGHTING. (IF YOU CHOOSE of water ballast, the sailboat is not self-righting. Without the TO OPERATE THE BOAT WITH AN EMPTY TANK, SEE water ballast, the boat may not return to an upright position if the THE SECTION ON OPERATING THE BOAT WITHOUT boat is tipped more than 60 degrees, and can capsize like most WATER BALLAST.) non-ballasted sailboats. -
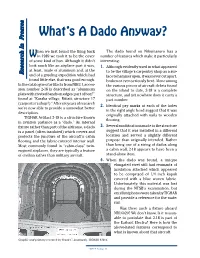
What's a Dado Anyway?
What’s A Dado Anyway? hen we first found the thing back The dado found on Nikumaroro has a Win 1989 we took it to be the cover number of features which make it particularly of some kind of box. Although it didn’t interesting: look much like an airplane part it was, 1. Although evidently used in what appeared at least, made of aluminum and, at the to be the village’s carpentry shop as a sur- Research In Progress Research In Progress Research In Progress end of a grueling expedition which had face to hammer upon, it was never cut apart, found little else, that was good enough. broken or even seriously bent. Alone among In the catalogue of artifacts from NIKU I, acces- the various pieces of aircraft debris found sion number 2-18 is described as “aluminum on the island to date, 2-18 is a complete plate with riveted bands on edges; part of box?” structure, and yet nowhere does it carry a found at “Karaka village, Ritiati, structure 17 part number. (carpenter’s shop?).” After six years of research 2. Identical pry marks at each of the holes we’re now able to provide a somewhat better in the right angle bend suggest that it was description. originally attached with nails to wooden TIGHAR Artifact 2-18 is a structure known flooring. in aviation parlance as a “dado.” An internal fixture rather than part of the airframe, a dado 3. Several modifications made to the structure is a panel (often insulated) which covers and suggest that it was installed in a different protects the juncture of the aircraft’s cabin location and served a slightly different flooring and the fabric-covered interior wall. -
6. Representation in Existing Historical Surveys
Survey No. D-648 Magi No. 1006485833 Maryland Historical Trust State Historic Sites Inventory Form DOE _ye s x no CHESAPEAKE BAY SAILING LOG CANOE FLEET THEMATIC GROUP 4UG 5 SEP 18 I (indicate preferred name) historic PATRICIA and/or common log canoe 2. Location n/a street & number 903 Roslyn Ave. not for publication n/a .... First city, town Cambridge vicinity of congressional district 019 state Maryland °24 county Dorchester 3. Classification Category Ownership Status Present Use district public x occupied agriculture museum building(s) x private unoccupied commercial park Structure both work in progress educational private residence site Public Acquisition Accessible x entertainment religious x object in process x yes: restricted government scientific being considered yes: unrestricted industrial x transportation x not applicable . no military other: 4. Owner Of Property (give names and mailing addresses of all owners) name H. William West street & number 903 Ave. telephone no.: city, town Cambridge state and zip code Maryland 21613 5. Location of Legal Description courthouse, registry of deeds, etc. / a liber street & number folio city, town state 6. Representation in Existing Historical surveys title_______Maryland Historical Trust Historic Sites Inventory______ date 1984 federal 2^_ state county __ local depository for survey records 21 State Circle Maryland 21401 city, town Annapolis state 7. Description survey NO. ^J * Condition Check one Check one x excellent deteriorated unaltered n/^original site good ruins js_ altered moved date of move fair unexposed Prepare bot& {a summary paragraph and a general description of the resource and its various elements as it exists today. PATRICIA is a 27'4" sailing log canoe in the racing fleet. -

Dado & Accessories
20-73 pages 8-28-06 8/30/06 11:21 AM Page 63 Dado Sets & Saw Blade Accessories Dado Sets 63 Whether you’re a skilled professional or a weekend hobbiest, Freud has a dado for you. The SD608, Freud’s Dial-A-Width Dado, has a patented dial system for easy and precise adjustments while offering extremely accurate cuts. The SD300 Series adds a level of safety not found in other manufacturers’ dadoes, while the SD200 Series provides the quality of cuts you expect from Freud, at an attractive price. 20-73 pages 8-28-06 8/30/06 11:21 AM Page 64 Dial-A-Width Stacked Dado Sets NOT A 1 Loosen SD600 WOBBLE Series DADO! 2 Turn The Dial 3 Tighten Features TiCo™ High Dado Cutter Heads Density Carbide Crosscutting Blend For Maximum Performance Chip Free Dadoes In Veneered Plywoods and Laminates The Dial-A-Width Dado set performs like a stacked dado, but Recommended Use & Cut Quality we have replaced the shims with a patented dial system and HARDWOOD: with our exclusive Dial hub, ensures accurate adjustments. SOFTWOOD: Each “click” of the dial adjusts the blade by .004". The Dial- A-Width dado set is easy to use, and very precise. For the CHIP BOARD: serious woodworker, there’s nothing better. PLYWOOD: • Adjusts in .004" increments. 64 LAMINATE: • Maximum 29/32" cut width. NON-FERROUS: • Adjusts easily to right or left operating machines. • Set includes 2 outside blades, 5 chippers, wrench and Application CUT QUALITY: carrying case. (Not recommended for ferrous metals or masonry) • Does not need shims.