Desktop Firearms: Emergent Small Arms Craft Production Technologies
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Government Censorship of 3D-Printed Firearms and a Proposal for More Reasonable Regulation of 3D- Printed Goods
Indiana Law Journal Volume 90 Issue 2 Article 12 Spring 2015 Unlocked and Loaded: Government Censorship of 3D-Printed Firearms and a Proposal for More Reasonable Regulation of 3D- Printed Goods Danton L. Bryans Indiana University - Bloomington, [email protected] Follow this and additional works at: https://www.repository.law.indiana.edu/ilj Part of the Computer Law Commons, First Amendment Commons, and the Science and Technology Law Commons Recommended Citation Bryans, Danton L. (2015) "Unlocked and Loaded: Government Censorship of 3D-Printed Firearms and a Proposal for More Reasonable Regulation of 3D-Printed Goods," Indiana Law Journal: Vol. 90 : Iss. 2 , Article 12. Available at: https://www.repository.law.indiana.edu/ilj/vol90/iss2/12 This Comment is brought to you for free and open access by the Law School Journals at Digital Repository @ Maurer Law. It has been accepted for inclusion in Indiana Law Journal by an authorized editor of Digital Repository @ Maurer Law. For more information, please contact [email protected]. Unlocked and Loaded: Government Censorship of 3D-Printed Firearms and a Proposal for More Reasonable Regulation of 3D-Printed Goods DANTON BRYANS* INTRODUCTION In August 2012, Defense Distributed launched the Wiki Weapon Project.1 The stated mission of the group was to produce a working 3D-printed firearm and then publically release the corresponding data files.2 The group sought to raise $20,000 on the crowdfunding website Indiegogo for the design and creation of the world’s first 3D-printed firearm,3 or a “Wiki Weapon” as the group referred to it.4 Despite several setbacks with funding5 and producing6 the firearm, Defense Distributed announced the successful test firing of a working prototype—the Liberator pistol— less than a year later.7 True to its word—and name—Defense Distributed released the prototype’s data files for the Liberator shortly thereafter.8 Almost immediately after Defense Distributed’s release, the U.S. -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555 -

3D Printers, Obsolete Firearm Supply Controls, and the Right to Build Self-Defense Weapons Under Heller Peter Jensen-Haxel
Golden Gate University Law Review Volume 42 | Issue 3 Article 6 June 2012 3D Printers, Obsolete Firearm Supply Controls, and the Right To Build Self-Defense Weapons Under Heller Peter Jensen-Haxel Follow this and additional works at: http://digitalcommons.law.ggu.edu/ggulrev Part of the Constitutional Law Commons Recommended Citation Peter Jensen-Haxel, 3D Printers, Obsolete Firearm Supply Controls, and the Right To Build Self-Defense Weapons Under Heller, 42 Golden Gate U. L. Rev. 447 (2012). http://digitalcommons.law.ggu.edu/ggulrev/vol42/iss3/6 This Comment is brought to you for free and open access by the Academic Journals at GGU Law Digital Commons. It has been accepted for inclusion in Golden Gate University Law Review by an authorized administrator of GGU Law Digital Commons. For more information, please contact [email protected]. Jensen-Haxel: 3d Printers and Firearms COMMENT 3D PRINTERS, OBSOLETE FIREARM SUPPLY CONTROLS, AND THE RIGHT TO BUILD SELF-DEFENSE WEAPONS UNDER HELLER PETER JENSEN-HAXEL* INTRODUCTION “Will the next war be armed with 3D printers? One thing that’s for sure, the cat is out of the bag . .”1 Three-dimensional printers will allow people with no technical expertise to produce firearms at home. These machines,2 employing a novel fabrication technique called additive manufacturing (“AM”), may seem alien, indeed miraculous. [I]magine doing this: designing shoes exactly the right size in the style and colour you want on a computer, or downloading a design from the web and customising it. Then press print and go off to have lunch * J.D. -

Roughly 4.6 Million American Kids Live in Homes with Unlocked, Loaded Guns
The Trace April 15, 2020 Rounds News and notes on guns in America [Shutterstock/Images By Kenny] Gun Safety ·May 21, 2018 Roughly 4.6 Million American Kids Live in Homes With Unlocked, Loaded Guns A country where one in three households owns guns is a country where a lot of children grow up alongside deadly weapons. New calculations indicate just how many of those kids live in homes where adults fail to safely store their firearms. According to the analysis, an estimated 4.6 million American children reside in a household where at least one gun is kept loaded and unlocked. The study’s authors also determined that the share of child-rearing gun owners who don’t secure all their firearms has nearly tripled since the last time similar research was conducted. The findings were published online on May 10 in the Journal of Urban Health, a little more than a week before a gun rampage outside of Houston provided a horrific illustration of the dangers that arise when firearms are left accessible to children and teens. Kids find guns and unintentionally shoot themselves or others. Unsecured firearms are a leading means of youth suicide. As the nation was reminded last Friday, children also sometimes use their parents’ or caregivers’ guns to commit homicides or mass murders: The 17-year-old student charged with fatally shooting 10 and wounding 13 more at his high school in Sante Fe, Texas, on Friday reportedly carried out his attack with a shotgun and revolver belonging to his father. A federal analysis of school shootings released in 2004 found that 65 percent of perpetrators used a gun owned by a relative. -

32Nd Annual Gun Rights Policy Conference Agenda September 29 – October 1, 2017
32nd Annual Gun Rights Policy Conference Agenda September 29 – October 1, 2017 FRIDAY, September 29, 2017 —Oak Ballroom 7:00 p.m. Registration Table Opens sponsored by National Shooting Sports Foundation 7:00-9:00 p.m. Reception with Cash Bar sponsored by US Law Shield 7:30 p.m. - Concealed Carry Fashion Show presented by Amanda Suffecool SATURDAY, September 30, 2017—Trinity Ballroom 7:30 a.m. Registration Table Opens Beverages hosted by Jews for the Preservation of Firearms Ownership 8:00 a.m. CALL TO ORDER Moderator—Julianne Versnel, Director of Operations, Second Amendment Foundation Invocation, Reverend Anthony Winfield, Chaplain, Pledge of Allegiance – Amanda Suffecool, radio host, EyeOnTheTargetRadio.com, certified firearms instructor 8:10 a.m. Welcoming Remarks Joe Tartaro, president, Second Amendment Foundation (SAF), editor, TheGunMag.Com 8:20 a.m. State of the Gun Rights Battle Alan M. Gottlieb, chairman, Citizens Committee for the Right to Keep and Bear Arms (CCRKBA) and founder, SAF 8:30 a.m. — NRA and Gun Rights in the Trump Era John Cushman, president Sportsmen’s Assoc. for Firearms Education, board member, National Rifle Association Willes Lee, president Nat’l Federation of Republican Assemblies, board member, National Rifle Association Linda Walker, vice president, Buckeye Firearms Association, board member, National Rifle Association 8:45 a.m. Federal Affairs Briefing Jeff Knox, director, Firearms Coalition Larry Pratt, executive director emeritus, Gun Owners of America Joe Waldron, legislative director, Citizens Committee for the Right to Keep and Bear Arms 9:00 am. State Legislative Affairs Briefing I Stephen Aldstadt, past president, Scope NY, Inc. -
Monte Carlo Stock
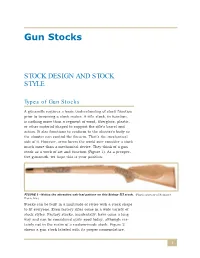
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

The Doctrinal Toll of “Information As Speech”
LANGVARDT (761–816).DOCX (DO NOT DELETE) 4/2/16 10:25 AM The Doctrinal Toll of “Information as Speech” Kyle Langvardt* Courts over the past two decades have reached a near consensus that computer code, along with virtually every flow of data on the Internet, is “speech” for First Amendment purposes. Today, newer information technologies such as 3D printing, synthetic biology, and digital currencies promise to remake other spheres of non-expressive economic activity in the Internet’s image. The rush to claim First Amendment protections for these non-expressive but code-dependent technologies has already begun with a lawsuit claiming First Amendment privileges for the Internet distribution of 3D-printable guns. Many similar suits will surely follow, all pursuing the common dream of a future-shocked Lochner for a highly informatized and thoroughly deregulated economy. This Article argues that the theory of these lawsuits poses little genuine risk to the regulatory state. Instead, the threat is to the clarity and strength of core First Amendment principles. In theory, courts will test regulations of technologies such as digital currencies under the same strict standards that define mainstream First Amendment doctrine. But pragmatic concerns about the government’s ability to regulate economic affairs will put pressure on the same courts to dilute those standards in practice. Over time, these diluted strains will find their way back to the mainstream of First Amendment litigation. The Article concludes with recommendations to mitigate the damage. INTRODUCTION ...................................................................................... 762 I. THE RULE THAT INFORMATION IS SPEECH ....................................... 765 A. The “Rule” and Software ......................................................... 769 B. Origins and Operation of the Information Rule ...................... -

Blueprints for 3D Handgun Take Refuge in Pirate Bay (Update) 10 May 2013, by Robert Macpherson
Blueprints for 3D handgun take refuge in Pirate Bay (Update) 10 May 2013, by Robert Macpherson The State Department—which confirmed it has been in contact with Defense Distributed, but gave no specifics—is tasked with monitoring and licensing US arms exports through its Directorate of Defense Trade Controls. "The United States is cognizant of the potentially adverse consequences of indiscriminate arms transfers, and therefore we strictly regulate exported defense items and technologies to protect our national interests," State Department spokesman Patrick Ventrell said. But the crackdown on the Liberator clearly came too late to forestall the re-posting of its computer- A 3D printer prints an object during an exhibition in New aided design (CAD) files on The Pirate Bay, a York on April 22, 2013. Blueprints for the world's first 3D popular peer-to-peer file sharing service that has printable handgun took refuge Friday at file-sharing been linked by its critics to film and music piracy. website The Pirate Bay, upsetting a US government attempt to get them off the Internet. "Nice try blocking this fed," wrote one Pirate Bay user, utilizing a slang word for federal government, in a comments section that veered strongly in favor Virtual blueprints for the world's first 3D printable of Americans' constitutional right to own and carry handgun found a safe harbor Friday at file-sharing firearms. website The Pirate Bay, dodging a US government attempt to pull them off the Internet. Defense Distributed, a Texas nonprofit that promotes the open-source development of firearms using 3D printers, withdrew the files needed to make the single-shot Liberator at the behest of the State Department on Thursday. -

Additive Manufacturing Lead Contractor of the PP5 – RDA Pilsen Deliverable: Authors: PP5 – RDA Contractual Delivery 31.01.2022 Date
WPT3 D.T3.2.10 Virtual demonstration centre – Additive Version 1 manufacturing 03/2021 Project information Project Index Number: CE1519 Project Acronym: CHAIN REACTIONS Project Title: Driving smart industrial growth through value chain innovation Website: https://www.interreg-central.eu/Content.Node/CHAIN-REACTIONS.html Start Date of the Pro- 01.04.2019 ject: Duration: 36 Months Document Control page DT3.2.10 – Joint implementation report for the pilot in the advanced manu- Deliverable Title: facturing sector – virtual demonstration centre – additive manufacturing Lead Contractor of the PP5 – RDA Pilsen Deliverable: Authors: PP5 – RDA Contractual Delivery 31.01.2022 Date: Actual Delivery Date: 25.03.2021 Page I Table of content 1 Introduction ......................................................................................... 1 2 Division of 3D printing technologies ............................................................. 1 2.1 Selective Laser Sintering – SLS ............................................................................................... 1 2.2 Selective laser melting - SLM ................................................................................................. 2 2.3 Stereolithography - SLA ......................................................................................................... 2 2.4 Fused deposition Modelling - FDM ....................................................................................... 3 2.5 Electronic beam melting - EBM ............................................................................................ -

Gun Control: 3D-Printed Firearms
INSIGHTi Gun Control: 3D-Printed Firearms August 7, 2018 In May 2013, Defense Distributed, a federally licensed firearms manufacturer, posted on its website computer assisted design (CAD) files for three dimensional-printing (3D-printing) of a single-shot, smoothbore, .380 caliber pistol that could be made almost entirely with non-metallic material. The design of this firearm, the “Liberator,” does not appear to violate the Undetectable Firearms Act of 1988 (18 U.S.C. §922(p)), because it includes the requisite amount of steel. This statute prohibits the manufacture, importation, transfer, or possession of any firearm that is [not] detectable to “walk-through metal detector[s]” calibrated to detect a security exemplar that resembles a handgun with the same electromagnetic signature as 3.7 ounces of stainless steel; or includes major components (barrels, slides, cylinders, frames, or receivers) that generate an [in]accurate image when inspected with “x-ray machines commonly used at airports.” The Liberator’s design arguably illustrates a possible shortcoming in this statute. Besides the cartridge casing and projectile (bullet), the only operable metallic part of the firearm is its firing pin. The pistol’s design includes a cavity that holds a steel block that is intended to meet the security exemplar detectability requirement described above; however, it is not an operable part of the firearm. The steel block is actually inserted into the cavity after the pistol frame is printed. In other words, it is not permanently embedded into the firearm. Consequently, it could be removed, perhaps allowing a criminal to evade security with an undetected, but still operable firearm.