Breathing LIFE Into Greener Businesses
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Eel 4915 Senior Design Ii Department of Electrical & Computer
EEL 4915 SENIOR DESIGN II DEPARTMENT OF ELECTRICAL & COMPUTER ENGINEERING UNIVERSITY OF CENTRAL FLORIDA Senior Design II Term Paper ACDC – A Helping Hand – Group A Akash Jinandra – EE & CpE Carlos Cuesta – EE & CpE Devin Defond – EE Chang Ching Wu – EE Table of Contents 1. Executive Summary.................................................................................................................. 1 2. Project Description.................................................................................................................... 2 2.1. Motivation ........................................................................................................................... 2 2.2. Project Specifications........................................................................................................ 2 2.2.1. Overall Block Diagram ............................................................................................... 2 2.2.1.1. Hardware .............................................................................................................. 3 2.2.1.1.1. Hardware of Arm .......................................................................................... 3 2.2.1.1.2. Hardware of Sleeve ..................................................................................... 4 2.2.1.2. Software ............................................................................................................... 5 2.2.1.2.1. Software of Arm .......................................................................................... -

Experiences in Using Open Source Software for Teaching Electronic Engineering CAD
Experiences in Using Open Source Software for Teaching Electronic Engineering CAD Dr Simon Busbridge1 & Dr Deshinder Singh Gill School of Computing, Engineering and Mathematics, University of Brighton, Brighton BN2 4GJ [email protected] Abstract Embedded systems and simulation distinguish modern professional electronic engineering from that learnt at school. First year undergraduates typically have little appreciation of engineering software capabilities and file handling beyond elementary word processing. This year we expedited blended teaching through the experiential based learning process via open source engineering software. Students engaged with the entire electronic engineering product creation process from inception, performance simulation, printed circuit board design, manufacture and assembly, to cabinet design and complete finished product. Currently students learn software skills using a mixture of electronic and mechanical engineering software packages. Although these have professional capability they are not available off-campus and are sometimes surprisingly poor in simulating real world devices. In this paper we report use of LTspice, FreePCB and OpenSCAD for the learning and teaching of analogue electronics simulation and manufacture. Comparison of the software options, the type of tasks undertaken, examples of student assignments and outputs, and learning achieved are presented. Examples of assignment based learning, integration between the open source packages and difficulties encountered are discussed. Evaluation of student attitudes and responses to this method of learning and teaching are also discussed, and the educational advantages of using this approach compared to the use of commercial packages is highlighted. Introduction Most educational establishments use software for simulating or designing engineering. Most commercial packages come with an academic licence which restricts access to on-site computers. -

Tinycad Free Download
Tinycad free download TinyCAD is a program for drawing electrical circuit diagrams commonly known as schematic drawings. It supports PCB layout programs with several netlist formats and can also produce SPICE simulation netlists. It is also often used to draw one-line diagrams, block diagrams, and. TinyCAD, free and safe download. TinyCAD latest version: Get help drawing professional-looking circuit diagrams. TinyCAD is a good, free software only. Download TinyCAD for Windows now from Softonic: % safe and virus free. More than downloads this month. Download TinyCAD latest version TinyCAD - TinyCAD is a program for drawing circuit diagrams commonly known as schematic drawings. It supports standard and custom symbol libraries. TinyCAD allows you to design basic or complex electrical or electronic circuit diagrams. It has symbols distributed in 42 libraries which. TinyCAD is fully open-source so you can use it for free and you can to put the original drawing on your web-site, with a link to TinyCAD for download, this isn't. 9/10 - Download TinyCAD Free. Download TinyCAD free and you will be able to design and develop printed circuit boards. TinyCAD can also be used to check. TinyCad is a software application that provides you tools and other features that helps you make circuit diagrams in just a matter of minutes. You could either add. Download TinyCAD for free. TinyCAD is an open source schematic capture program for MS Windows. Free Download TinyCAD Build - Create schematic drawings with the help of the extensive built-in library and check for design. Download TinyCAD Simple drafting device for multiple professional purposes. -
Freepcb User Guide Version 1.4
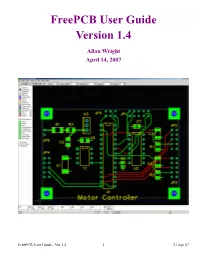
FreePCB User Guide Version 1.4 Allan Wright April 14, 2007 FreePCB User Guide - Ver 1.4 1 21 Apr 07 Table of Contents 1. Introduction...........................................................................3 5.15.1 Copper Area Cutouts.......................................... ........57 2. User Guide History................................................................4 5.16 Text...................................................................... ...............58 2.1 What's new in version 1.4................................... ....................4 5.17 Solder Mask Cutouts................................................. ..........59 2.2 What's new in version 1.2................................... ....................4 5.18 Groups.......................................................... ......................60 3. Installing FreePCB................................................................6 5.19 Design Rule Checking........................................................ .62 4. Overview of the PCB Design Process...................................7 5.20 Exporting Drill and Gerber Files................................ .........69 5.20.1 Creating Files...................................................... .......69 4.1 Schematic Diagram....................................................... ..........7 5.20.2 Viewing and Printing Files................................ .........72 4.2 Specifying Parts, Packages and Pin Names.............................7 5.20.3 Drill Sizes................................................. .................73 -
Multiplexed Photometry and Fluorimetry Using Multiple Frequency Channels Khaled M
Wayne State University Wayne State University Dissertations 1-2-2013 Multiplexed Photometry And Fluorimetry Using Multiple Frequency Channels Khaled M. Dadesh Wayne State University, Follow this and additional works at: http://digitalcommons.wayne.edu/oa_dissertations Part of the Electrical and Computer Engineering Commons Recommended Citation Dadesh, Khaled M., "Multiplexed Photometry And Fluorimetry Using Multiple Frequency Channels" (2013). Wayne State University Dissertations. Paper 757. This Open Access Dissertation is brought to you for free and open access by DigitalCommons@WayneState. It has been accepted for inclusion in Wayne State University Dissertations by an authorized administrator of DigitalCommons@WayneState. MULTIPLEXED PHOTOMETRY AND FLUORIMETRY USING MULTIPLE FREQUENCY CHANNELS by KHALED M. DADESH DISSERTATION Submitted to the Graduate School of Wayne State University, Detroit, Michigan in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY 2013 MAJOR: ELECTRICAL ENGINEERING Approved by: ________________________________ Advisor Date ——————————————————— ——————————————————— ——————————————————— © COPYRIGHT BY KHALED M. DADESH 2013 All Rights Reserved DEDICATION I dedicate my humble work to the soul of my father who encouraged and supported me to be in the right path, my mother who raised me and still prays for me to be a successful person to people and community, my wife and kids, and all my family members and friends who gave me support and help to finish my dissertation. ii ACKNOWLEDGEMENTS I would like to express my sincere appreciation to Dr. Amar Basu, who contributed tremendous time and valuable support to my research. I also appreciate Dr. Yang Zhao, Dr. Mark Ming-Cheng, and Dr. Jessica Back for their constructive comments and precious suggestions and support. -
Circuit Cellar No.269
PROJECT: Proximity Card Access Control INSIGHT: Determine a Design’s Failure Rate INNOVATE: Power-Up with Heat LOCATION: United States LOCATION: Canada LOCATION: United States PAGE: 34 PAGE: 64 PAGE: 68 N O 269 CIRCUIT CELLAR THE WoRLD’S SoURCE foR EMBEDDED ELECTRonICS EnGInEERInG InfoRMaTIon DECEMBER 2012 The World’s Source for Embedded Electronics Engineering Information ISSUE 269 PROGRAMMABLE LOGIC MCU-Based Bike Computer Inside Arduino’s Power Supply Linux & Concurrency DECEMBER 2012 PROGRAMMABLE LOGIC Synchronous Detection Explained Electrically Actuated Sound Effects PLUS Green Energy Design Innovative RL78-Based Projects // Electrostatic Cleaning Robot // Solar-Powered Water Heater // Portable Power Quality Meter www.circuitcellar.com NowNNow withwiwitithth 32MB3322MMB FlashFllasashh andand 64MB64M4MBMBB RAM!RAM! MOD54415 Core Module NANO54415 Core Module 32-bit 250 MHz processor 32-bit 250 MHz processor 64MB DDR2 RAM 64MB DDR2 RAM 32MB ash 8MB ash $ 00 10/100 Mbps Ethernet 10/100 Mbps Ethernet 69 Qty.. 100100ytQ 44 general purpose I/O 30 general purpose I/O Eight UARTs Eight UARTs NANO54415 Five I2C Four I2C Two CAN Two CAN 3 SPI 3 SPI 1-Wire® 1-Wire® 5 pulse width modulators (PWM) 8 pulse width modulators (PWM) SSI SSI MicroSD ash card MicroSD ash card ready $ 00 8 analog to digital converters (ADC) 6 analog to digital converters (ADC) Qty.tQ yy.. 100 Two digital to analog converters (DAC) Two digital to analog converters (DAC) MOD54415 89 Quickly create and deploy applications from your Mac or Windows PC Low cost NetBurner development kits are available to customize Development Kit for MOD54415 any aspect of operation including web pages, data ltering, or custom Part No. -

Internet Links € Professional Yes Yes Yes – 1,499 the Manufacturers’ Addresses Are Given in the Table
want to avoid its turning into a real trial of patience. In any Ed.: In view of the time that elapsed between writing this case, you’ll need quite a lot of that to get to grips with any article and the ‘gathering’ of the software appearing on the of these programs. Most of the top-end programs (price- virtual DVD, it’s still a good idea to look and see if there wise too!) are hardly very different in terms of what they may be a new version of any of the software described in offer, except in terms of certain details. this article you may be interested in (hence the links given in the table). And what for one user may seem to be an unforgivable (080356-I) omission may be an option that another user has no need of. It’s a question of taste and requirements. You are the The author would like to thank Cadence Design Systems, Inc. for best judge of that. So why not take a look at our website allowing Elektor to distribute OrCAD software from their site and and download the .iso file to create your own DVD, or pick a virtual DVD. the programme you’d like to try out… By the same token, he would like to thank all the other compa- Happy exploring! nies for their unconditional permission. Manufacturer Program name Circuits PCB Autorouting Simulation Price (rrp) Homepage sPlan 6.0 * yes – – – € 39.90 www.abacom-online.de/fr/ Sprint-Layout * – yes yes – € 39.90 Abacom Frontdesigner 3.0 * – – – – € 39.90 Lochmaster 3.0 * – – – – € 39.90 Circuit Creator * yes yes yes yes $ 99 to $ 995 www.advancedmsinc.com/ Advanced Microcomputer Systems Spice Creator * – – – yes $ 99 or www.circuitcreator.com/ Baas Electronics Layo1PCB 10.0 * – yes – – € 99 to € 950 www.baas.nl/ Cadence OrCAD 16.0 * yes yes yes option N.C. -

Featured CIRCUIT BOARDS?
WHAT'S NEW IN ELECTRONICS COVER STORY SEPTEMBER/OCTOBER 2015 CONTENTS 04 Connectors in medical robotics 10 Testing the IoT 16 Big data analytics 21 Designing PCBs — Part 2 26 Charging lithium-ion batteries with The Raspberry Pi Foundation’s 7″ touch-screen display connects to the Raspberry Pi’s DSI solar cells display connector via an adapter board that 31 Black phosphorus-based transistors handles power and signal conversion. Touch-screen drivers with support for 10-fin- 39 Better solid-state batteries ger touch and an on-screen keyboard will be 44 Small electronics companies integrated into the latest Raspbian OS for full functionality without the need for a physical offer semiconductor vendors fast growth keyboard or mouse. It is compatible with all 48 Optical fibre laser for biomedical Raspberry Pi models and a range of educa- applications tional software and programs available on the 50 The Grumpy page Raspberry Pi will be touch-enabled, making learning and programming easier. The Sense HAT, which is also compatible with all Raspberry Pi models, uses orientation, pressure, humidity and temperature sensors to measure whether the Raspberry Pi is accelerat- ing, how hot the environment is, how humid it is and which direction the Raspberry Pi is fac- ing. It connects via 40 GPIO pins and can be used for many different types of experiments, applications and games, including those due to be carried out on the International Space Station by UK ESA astronaut Tim Peake. The LED Matrix displays the data from the various sensors. It can show which way is geomagnetic north by programming a compass using the magnetometer; or simply be used to play games like Tetris, Pong and Snake with the joystick. -

Download Easyeda PDF Tutorial
EasyEDA Tutorial 2020.06.14 v6.3.53 EasyEDA Editor:https://lceda.cn/editor EasyEDA Desktop Client:https://lceda.cn/download Remark This document will be updated as the new features of the editor are updated. The latest revison please refer at EasyEDA Tutorials.pdf Editor FAQ Please spend a few minutes reading this FAQ, it will save you lots of time getting started with EasyEDA. Video Tutorials https://www.youtube.com/channel/UCRoMhHNzl7tMW8pFsdJGUIA/videos Contact Us https://docs.easyeda.com/en/FAQ/Contact-Us/index.html Update Records Update Records Can I use EasyEDA in my company? You are free to use EasyEDA for individuals, business and education. If you add our Logo and link on your PCB/Video we will appreciate. I don't like others seeing my design. How can I stop that happening? Set your project as Private. For extra security you can even save your work locally. What happens if EasyEDA service is offline for some reason? EasyEDA can be run as an offline application. Is EasyEDA safe? There are no absolutely secure things in the world but even if you have the misfortune - as happened to one of our team - of losing one laptop and having two hard drives break, EasyEDA will try to protect your designs in following ways: 1. We utilize SSL throughout the entire domain EasyEDA.com. Secure Socket Layer (SSL) technology encrypts all data transferred between your computer and our servers. Your data is for your eyes only. 2. You can save your files locally. 3. Multiple copies of every file are saved in your local database. -

Yuniel Freire Hernández.Pdf
Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Telecomunicaciones y Electrónica TRABAJO DE DIPLOMA Simulación de Circuitos Digitales con Software Libre Autor: Yuniel Freire Hernández Tutor: Ing. Erisbel Orozco Crespo Santa Clara 2012 Universidad Central “Marta Abreu” de Las Villas Facultad de Ingeniería Eléctrica Departamento de Telecomunicaciones y Electrónica TRABAJO DE DIPLOMA Simulación de Circuitos Digitales con Software Libre Autor: Yuniel Freire Hernández Tutor: Ing. Erisbel Orozco Crespo Profesor, Dpto. Telec. Y Electrónica Santa Clara 2012 Hago constar que el presente trabajo de diploma fue realizado en la Universidad Central “Marta Abreu” de Las Villas como parte de la culminación de estudios de la especialidad de Ingeniería en Telecomunicaciones y Electrónica, autorizando a que el mismo sea utilizado por la Institución, para los fines que estime conveniente, tanto de forma parcial como total y que además no podrá ser presentado en eventos, ni publicados sin autorización de la Universidad. Firma del Autor Los abajo firmantes certificamos que el presente trabajo ha sido realizado según acuerdo de la dirección de nuestro centro y el mismo cumple con los requisitos que debe tener un trabajo de esta envergadura referido a la temática señalada. Firma del Tutor Firma del Jefe de Departamento donde se defiende el trabajo Firma del Responsable de Información Científico-Técnica PENSAMIENTO No fracasé, sólo descubrí 999 maneras de cómo no hacer una bombilla. Thomas Alva Edison AGRADECIMIENTOS A todos los profesores que brindaron sus conocimientos para mi formación. A mi tutor por su paciencia, esmero y dedicación. A mis amigos y compañeros por resistirme. -

Best Free Pcb Cad
Best free pcb cad click here to download Now, before we get into the five best and free PCB design programs, it is to design schematics, you can do no wrong by going with TinyCAD. Do you need a free PCB design software or tool to put in practice the new electronic PCBWeb is a free CAD application for designing and manufacturing. Free PCB CAD Software. This is a comparison of printed circuit board design software. Our criteria for including a PCB CAD program are: There should be a. CircuitMaker is the best free PCB design software by Altium for Open Source Hardware Designers, Hackers, Makers, Students and Hobbyists.Projects · Components · Blog · Hubs. 10 best free pcb designing software open source software download. TinyCAD helps user to draw circuit diagrams and export it as a PCB. Eagle is a very good piece of software. Specifically, the non-free versions scale up to much bigger targets. Meanwhile, you have all of those What is the best free PCB designing application. I always recomment FreePCB, but it lacks one component you Anyone who thinks its the best more than likely hasn't used anything else. The world of PCB CAD software has been very active in recent years – so much so that it's easy to lose track of all the players and products. PCB design: you need a CAD program for your project, but which is best? There are They range from free or inexpensive to high-end/premium. They come. Free CAD Software. Start by downloading our free CAD software. -

CHRISTOPHER J. MADSEN [email protected]
CHRISTOPHER J. MADSEN [email protected] PROFESSIONAL EXPERIENCE WYLE CAS GROUP SEPTEMBER 2011-PRESENT Developed a 6 degree-of-freedom aerodynamic simulator that correctly models the flight dynamics of spinning rockets. Aerodynamic coefficient inputs to the simulation were estimated using Missile DATCOM and computational fluid dynamic (CFD) tools like OpenFOAM. Mass properties were estimated from CAD models or measured. Used radar data and inertial measurements from flight test to improve and validate the models. Worked on an Integrated Flight Simulation (IFS) to evaluate the performance of missiles against hostile rockets, mortars, and artillery shells. The simulation precisely modeled radar and missile seeker performance and ran the actual missile software including GNC algorithms. I was involved in all aspects of testing and running the simulation, especially the aerodynamic model, GNC algorithms, state estimators, and signal processing. Fixed bugs in the simulation and made modifications to it as required to perform trade studies. Telemetry from each live test was used to validate the simulation. Used optimal control theory (often with the use of PSOPT, an open source pseudospectral optimization tool) to generate optimal missile flight trajectories and control inputs for maximal performance before integrating the algorithms in the flight simulation. Worked as a data analyst at live tests analyzing data from radars, guns, and missiles. Developed software to aid in visualization and understanding of what happened and speed up the analysis process. PERL RESEARCH 2006-SEPTEMBER 2011 Developed native and web applications for the iPhone including ones that communicate with external hardware I designed in accordance with Apple's hardware specifications. Wrote image processing software to detect humans in live video streams and monitor their vital signs using desktop computers and Nvidia's CUDA framework.