PREFABRICATED WOOD COMPOSITE I-BEAMS: a LITERATURE REVIEW Robert J
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Masonite Siding 101: Why It's Bad News
Moving into a new home is a great feeling of accomplishment. Fixer-uppers have been a trend in the real estate market for some time now, and for a great reason. Often minor cosmetic adjustments to homes can have a major impact. But what happens when you find a problem that isn’t so DIY-friendly? Discovering masonite siding, also known as "fiberboard" or "hardboard", may unearth more serious problems for an older home. Masonite Siding 101: Hardboard is an engineered wood product that is comparable to particle board. This product is made from compressed wood fibers so it does not have a grain like solid wood. However, a wood veneer may be formatted over the product so it appears to be solid. If you’re unsure if your siding is in fact masonite, check unfinished areas like the attic for manufacturer’s markings. Another way to tell that your home has Masonite is the way that it is deteriorating -- look for flakes, curls and swelling in damaged areas. Masonite is know for extensive use in various industries for its durability and flexibility. During the 1980s and 1990s this product was used as exterior siding for many new construction homes. It was widely used for its low cost compared to regular siding material. Why It's Bad News: As one could imagine, a product with fibers is easily susceptible to moisture damage. The compression process often leaves only one side of the product smooth which proves to be a greater risk for water issues. Over time, masonite swells and rots if continuously exposed to the elements. -

Use of Wood Residue in Making Reconstituted Board Products
University of Montana ScholarWorks at University of Montana Graduate Student Theses, Dissertations, & Professional Papers Graduate School 1959 Use of wood residue in making reconstituted board products Suthi Harnsongkram The University of Montana Follow this and additional works at: https://scholarworks.umt.edu/etd Let us know how access to this document benefits ou.y Recommended Citation Harnsongkram, Suthi, "Use of wood residue in making reconstituted board products" (1959). Graduate Student Theses, Dissertations, & Professional Papers. 3981. https://scholarworks.umt.edu/etd/3981 This Thesis is brought to you for free and open access by the Graduate School at ScholarWorks at University of Montana. It has been accepted for inclusion in Graduate Student Theses, Dissertations, & Professional Papers by an authorized administrator of ScholarWorks at University of Montana. For more information, please contact [email protected]. THE USE OF WOOD RESIDUE IN MAKING RECONSTITUTED BOMD HiODUCTS SUTHI HARNSOMJKRAM B.S.F., Unlveinsity of the Philippines, 1952 Presented in partial fulfillment of the requirements for the degree of Master of Forestry MONTANA STATE UNIVERSITY 1959 Approved Dean, Graduate School I 3 I960 Date UMI Number: EP34193 All rights reserved INFORMATION TO ALL USERS The quality of this reproduction is dependent on the quality of the copy submitted. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if material had to be removed, a note will indicate the deletion. UMT " DlM«litionP«ibWfca ^ UMI EP34193 Copyright 2012 by ProQuest LLC. All rights reserved. This edition of the work is protected against unauthorized copying under Title 17, United States Code. -

UFGS 06 10 00 Rough Carpentry
************************************************************************** USACE / NAVFAC / AFCEC / NASA UFGS-06 10 00 (August 2016) Change 2 - 11/18 ------------------------------------ Preparing Activity: NAVFAC Superseding UFGS-06 10 00 (February 2012) UNIFIED FACILITIES GUIDE SPECIFICATIONS References are in agreement with UMRL dated July 2021 ************************************************************************** SECTION TABLE OF CONTENTS DIVISION 06 - WOOD, PLASTICS, AND COMPOSITES SECTION 06 10 00 ROUGH CARPENTRY 08/16, CHG 2: 11/18 PART 1 GENERAL 1.1 REFERENCES 1.2 SUBMITTALS 1.3 DELIVERY AND STORAGE 1.4 GRADING AND MARKING 1.4.1 Lumber 1.4.2 Structural Glued Laminated Timber 1.4.3 Plywood 1.4.4 Structural-Use and OSB Panels 1.4.5 Preservative-Treated Lumber and Plywood 1.4.6 Fire-Retardant Treated Lumber 1.4.7 Hardboard, Gypsum Board, and Fiberboard 1.4.8 Plastic Lumber 1.5 SIZES AND SURFACING 1.6 MOISTURE CONTENT 1.7 PRESERVATIVE TREATMENT 1.7.1 Existing Structures 1.7.2 New Construction 1.8 FIRE-RETARDANT TREATMENT 1.9 QUALITY ASSURANCE 1.9.1 Drawing Requirements 1.9.2 Data Required 1.9.3 Humidity Requirements 1.9.4 Plastic Lumber Performance 1.10 ENVIRONMENTAL REQUIREMENTS 1.11 CERTIFICATIONS 1.11.1 Certified Wood Grades 1.11.2 Certified Sustainably Harvested Wood 1.11.3 Indoor Air Quality Certifications 1.11.3.1 Adhesives and Sealants 1.11.3.2 Composite Wood, Wood Structural Panel and Agrifiber Products SECTION 06 10 00 Page 1 PART 2 PRODUCTS 2.1 MATERIALS 2.1.1 Virgin Lumber 2.1.2 Salvaged Lumber 2.1.3 Recovered Lumber -

Itening Guide
itening Guide There are three essential tasks involved in the making of any woodwork project. The first is to cut out and shape the components; the second is the joining of those components; and the third and final task is the finishing of the article. This appendix provides you with information about the best ways to fasten your workpieces together, to ensure your project's long life. The options are between adhesives, nails, screws and bolts. NAILS Nailing is a quick, efficient and economical way of joining timber. lf the correct nails are chosen, there is no reason why the joints should not be durable. Timber framed houses, with most of the framing just nailed together, have stood the test of time. The listing of nail types that follows provides an overview of commonly used nails. This listing is not complete - nails exist for specific purposes such as boat-building, but these are outside the requirements of the normal handyman. _ Nail Types: Gommon Bullet Head: Used for hardwood framing and general fixing. Flat Head: Used for softwood framing, fixing softwoods or anywhere bullet heads would tend to pull through. Wire Brads: Small bullet head nails, used for attaching decorative mouldings. Clouts: Small nails with a relatively large flat head, used for attaching thin sheet material. Nail Types: Special Purpose Tacks: Used principally for upholstery; commonly blue- black in colour. Panel Pins: Used for fixing plywood panelling to timber framing; "brown" plated. Hardboard Nails: Used to attach hardboard ("masonite"); generally zinc plated. Plaster Board Used for fixing plasterboard to timber framing; Nails: zinc plated. -

GLOSSARY for WOOD BASED PANEL PRODUCTS (The Text Contains More Common Panel Terms.)
GLOSSARY FOR WOOD BASED PANEL PRODUCTS (The text contains more common panel terms.) AIS - Abbreviation for asphalt impregnated Glulam - Short for glued laminated beam. These sheathing. A fibreboard product used for exterior are made of several layers of “lumber” glued wall sheathing. It contains asphalt mixed into the together in layers to form one structural piece. fibres to assist in improving weatherability. Interior Type - Moisture resistant glue is used to Butt Joint - The joint formed when two panels make this plywood, rather than 100% exterior meet but do not overlap. glue. Interior type also permits lower grade veneers. Chamfer - The flat surface left when cutting off the square edge of a panel or lumber. Lumber Core - The inner part of a wood veneered product that has lumber strips rather Cleaned and Sized - A light surface mechanical than more plywood veneers. process that removes material form the surface to provide an even surface and a panel of Non-certified - Plywood not certified by an uniform thickness. accepted agency as meeting the appropriate standards. Non-certified plywood is not accepted Composite - Made up of several items. by building codes and some other organizations. Panels may bear the mark of the manufacturer, Core - In a 3-ply panel, the innermost part but this is not a substitute for an accepted contained between the surfaces. In 5-ply, the certifying agency grade stamp. innermost ply contained between the cross bands. O & ES - Abbreviation for oiled and edge sealed, a process done to plywood concrete Crossband - The core veneers at right angles to form panels. -

NCC Tender File # AL1698 Project Description Richmond Landing Shoreline Access Ceremonial Landing (Landscape Architecture, Light
NCC Tender File # AL1698 Richmond Landing Shoreline Access Ceremonial Landing Project Description (Landscape Architecture, Lighting, Electrical) Site Visit No site visit is scheduled Closing date and time Thursday, April 6, 2017 at 3pm EDT March 15, 2017 INVITATION TO TENDER & ACCEPTANCE FORM RETURN TENDERS TO: National Capital Commission NCC Tender Number 40 Elgin Street, Security Office on the 2nd floor AL1698 Ottawa, ON K1P 1C7 NCC Contract Number TENDER CLOSING DATE Thursday, April 6, 2017 at 3pm EDT AND TIME: DESCRIPTION OF WORK: Richmond Landing Shoreline Access Ceremonial Landing (Landscape Architecture, Lighting, Electrical) 1. BUSINESS NAME AND ADDRESS OF BIDDER Name: Address: Telephone number: Fax number: E-mail address: 2. THE OFFER The Bidder offers to the National Capital Commission (NCC) to perform and complete the work for the above mentioned project in accordance with the tender documents for the total tender amount (to be expressed in numbers only) of: Sub Total $ OHST – 13% $ TOTAL ESTIMATED AMOUNT $ 3. TENDER VALIDITY PERIOD The tender shall not be withdrawn for a period of 60 days following the date and time of tender closing. 4. CONTRACT DOCUMENTS 1. The following are the contract documents: (a) Invitation to Tender & Acceptance Form when signed by the NCC; (b) Duly completed Invitation to Tender & Acceptance Form and any Appendices attached thereto; (c) Drawings and Specifications; (d) General Conditions (GC1 to GC10); (e) Supplementary Conditions, if any; (f) Insurance Terms; (g) Occupational Health and Safety Requirements; (h) Addenda (i) Any amendments issued or any allowable tender revision received before the date and time set for tender closing; (j) Any amendment incorporated by mutual agreement between the NCC and the Contractor before acceptance of the tender; and (k) Any amendment or variation of the contract documents that is made in accordance with the General Conditions; (l) Security Requirements. -

Louisiana - Pacific Corporation Investor Presentation August 2005 Forward Looking Statements
Louisiana - Pacific Corporation Investor Presentation August 2005 Forward Looking Statements This presentation contains statements concerning Louisiana-Pacific Corporation’s (LP) future results and performance that are forward- looking statements within the meaning of the Private Securities Litigation Reform Act of 1995. The accuracy of such statements is subject to a number of risks, uncertainties and assumptions that may cause actual results to differ materially from those projected, including, but not limited to, the effect of general economic conditions, including the level of interest rates and housing starts, market demand for the company’s products, and prices for structural products; the effect of forestry, land use, environmental and other governmental regulations; the ability to obtain regulatory approvals, and the risk of losses from fires, floods and other natural disasters. These and other factors that could cause or contribute to actual results differing materially from such forward-looking statements are discussed in greater detail in the company’s Securities and Exchange Commission filings. 1 Market Outlook – Demand • New construction housing demand: – Positive trends and demographics including: household formations, immigration, low interest rates – Sustainable at 1.85 – 1.95 million starts per year (2005-2015) Source: The State of the Nation’s Housing – 2004, Joint Center for Housing Studies of Harvard University – Big builders reporting June results: higher closings and pricing, increased backlogs • Repair / remodel -
Material Safety Data Sheet – Masonitetm Hardboard
MSDS: MasoniteTM Hardboard Page 1 of 5 Material Safety Data Sheet – MasoniteTM Hardboard SECTION 1 IDENTIFICATION OF THE MATERIAL AND SUPPLIER Product Name Masonite™ Hardboard Other Names Masonite™ Tempered Pegtuff ™ Recommended Use Wall/ ceiling linings, furniture and cabinet linings, general purpose building boards, door facings, floor underlay, automotive components, packaging, space support, shopfit panels. Company Name Australian Hardboards Limited Address 51 Ashburn Road Bundamba Qld 4304 Emergency Tel 1300 366 681 (available between 7.30 am – 4.00 pm) Phone 1300 366 681 Fax 1800 666 081 SECTION 2 HAZARDS IDENTIFICATION Hazard Classification This product in its intact state is not classified as hazardous, but the dust from this product is classified as hazardous according to the criteria of the National Occupational Health and Safety Commission [NOHSC:1008(2004) and www.ascc.gov.au/applications/hsis. Risk Phrases R36/37/38 Irritating to eyes, respiratory system and skin (dust). R42/43 May cause sensitization by inhalation and skin contact. Safety Phrases S20/21 When using do not eat, drink or smoke. S22 Do not breathe dust. S36 Wear suitable protective clothing. SECTION 3 COMPOSITION/INFORMATION ON INGREDIENTS Ingredients Name CAS Proportion % Hardwood (mixed eucalypt species) - > 97 Paraffin Wax 8002-74-2 < 1 Phenolic resin - < 1 Linseed oil 8001-26-1 < 1 SECTION 4 FIRST AID MEASURES Swallowed Give water to drink. If abdominal discomfort occurs seek medical attention. Eye Flush with flowing water for at least 15 minutes, and if symptoms persist seek medical attention. Skin Wash with mild soap and running water. Remove clothing contaminated with wood dust. Inhaled Move to fresh air. -

Alternative Framing Materials in Residential Construction: Three Case Studies Alternative Framing Materials in Residential Construction: Three Case Studies
U.S. Department of Housing and Urban Development Office of Policy Development and Research ALTERNATIVE FRAMING MATERIALS IN RESIDENTIAL CONSTRUCTION: THREE CASE STUDIES ALTERNATIVE FRAMING MATERIALS IN RESIDENTIAL CONSTRUCTION: THREE CASE STUDIES Prepared for U.S. Department of Housing and Urban Development Office of Policy Development and Research Prepared by NAHB Research Center Upper Marlboro, MD Instrument No. DU100K000005911 July 1994 Notice The U.S. Government does not endorse products or manufacturers. Trade or manufacturers’names appear herein solely because they are considered essential to the object of this report. The contents of this report are the views of the contractor and do not necessarily reflect the views or policies of the U.S. Department of Housing and Urban Development or the U.S. Government. Acknowledgments This report was prepared by the NAHB Research Center under funding from the U.S. Department of Housing and Urban Development (HUD). The principal author was Timothy J. Waite, P.E. with review by E. Lee Fisher. Technical support was provided by Mike Bruen, Bob Dewey, Eric Lund, and J. Albert van Overeem. Special appreciation is extended to William Freeborne of HUD for guidance throughout the project. Appreciation is also extended to the builders and manufacturers who participated in the construction of demonstration homes: Mickgreen Development, Desert Hot Springs, California; Bantex Building Products, Santa Ana, California; Sunset Ridge Limited, Imperial, California; Western Metal Lath, Riverside, California; Insteel Construction Systems, Inc., Brunswick, Georgia; Del Webb California Corporation, Inc., Bermuda Dunes, California; and Bowen & Bowen Construction Company, Norcross, Georgia. Contents LIST OF TABLES, FIGURES, AND PHOTOS ................................... -

Abstract Racking Performance Of
ABSTRACT RACKING PERFORMANCE OF PAPERBOARD AND WOOD BASED SHEATHING MATERIALS By Benjamin Ong A small scale (16 x 16 inch) racking tester was used to evaluate the racking performance of the paperboard and wood based sheathing materials. In this study it was shown that the staple spacing, staple size and caliper of the paperboard affect racking performance. It was established in this study that extending staples length beyond 1 inch has no advantage for the paperboard and wood based sheathing materials. Similarly, using nails for fasteners has no advantage both for paperboard and wood based sheathing materials. This finding is limited to the present set up and does not represent other racking testers. The racking performance improved when adhesive was used in combination with staples to attach the sheathing to the wood frame. It was observed after the racking test, the physical state of the paperboard sheathings indicate that staples have a higher withdrawal resistance and less tear through when compared to the nails. The stretching of the paperboards during the racking test slightly affects the tensile properties and further study is needed. The hardboard was evaluated to have better racking stiffness and strength than that of plywood and oriented strand board. The comparison of staples and nails as fasteners based on the racking stiffness and strength show that nail will be preferred for hardboard but for plywood and oriented strand board, either nails or staples could be used as fasteners. The basis weight and racking strength have an inverse relationship for the wood based sheathing. THE RACKING PERFORMANCE OF PAPERBOARD AND WOOD BASED SHEATHING MATERIALS A thesis Submitted to the Faculty of Miami University in partial fulfillment of the requirements for the degree of Masters of Science Department of Paper and Chemical Engineering by Benjamin Ong Miami University Oxford, Ohio 2006 Approved by: Advisor ______________________________ Dr. -
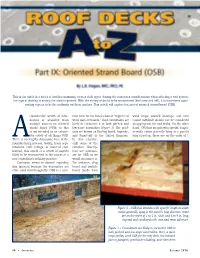
Aconsiderable Wealth of Infor- Mation Is Available from Multiple Sources on Oriented Strand Board (OSB), So This Is Not Intended
This is the ninth in a series of articles examining various deck types. Among the numerous considerations when selecting a roof system, the type of decking is among the most important. With the variety of decks to be encountered (both new and old), it is incumbent upon roofing experts to be the authority on these matters. This article will explore features of oriented strand board (OSB). considerable wealth of infor- mon term for the broad class of “engineered wood chips, sawmill shavings, and even mation is available from wood particle boards.” Roof consultants are coarse sawdust) should not be considered multiple sources on oriented likely to encounter it in both pitched and as appropriate for roof decks. On the other strand board (OSB), so this low-slope assemblies (Figure 1). The prod- hand, OSB has strands with specific length- is not intended as an exhaus- ucts are known as Sterling board, Aspenite, to-width ratios generally lying in a panel’s tive review of all things OSB. and Smart-ply in the United Kingdom. long direction; these are on the order of 1 AThere is no lengthy discussion here of the In this country, manufacturing process, testing, trade orga- only some of the nizations, code ratings, or material cost. common descrip- Instead, this article is a review of aspects tors are appropri- likely to be encountered in the course of a ate for OSB as we roof consultant’s ordinary practice. would encounter it. Confusion seems to abound regarding For instance, chip this material because the descriptors are board and particle often used interchangeably. -

Hardwoods: a Rev Southern Forest Experiment Station New Orleans, Louisiana General Technical Report SO-71 Terry Sellers, Jr., James R
Department of Forest Service Hardwoods: A Rev Southern Forest Experiment Station New Orleans, Louisiana General Technical Report SO-71 Terry Sellers, Jr., James R. McSween, and William T. Nearn Over a period of years, increasing demand for softwoods in the Eastern United States has led to an increase in the growth of hardwoods on cut-over softwood sites. tinfortunately these hardwood trees are often of a size and shape unsuitable for the production of high-grade lumber and veneer. They do. however. represent a viable. economic source of raw material for plywood, fiberboard, particleboard. and oriented strandboard lor flakeboards), all products that require the successful use of adhesives in their manufacture. The current status of gluing eastern hardwoods is reviewed in this report, with emphasis on hardwoods growing on southern pine sites. The subjects covered include adhesives, wood and wood-surface properties and their interactions with the adhesive, and the quality of the bonds produced when these hardwoods are used in the manufacture of end joints, laminates, plywood, and other composite panels. A variety of adhesives are available that equal or exceed the strength of the hardwoods being bonded. The choice of a particular adhesive is dictated in large measure by the adhesive price and the end-use criteria for the finished product. In discussing the gluing of eastern hardwoods, the approach taken is that the fundamentals that determine the quality of an adhesive bond should remain the same whether the substrate is a softwood or a low-, medium-, or high-density hardwood. To illustrate the differences encountered in gluing the various hardwood species and the best approach for dealing with them in terms of bonding fundamentals, in this report we will concex~trateon: The quality and character of the surface as aflected by wood structure.